Предлагаемое изобретение касается известного способа электрической сваркм металлов, при котором ток, идущий от одиого электрода к другому, перпендикулярен к иаправлеиию давлеиия, проиЗ водимого на свариваемые предметы, проходит ие по всей толщине последних, а лишь по их поверхности, чем достигается больщая экономия в расходе тока при сварке.
Сущностью изобретения является применение двух серий электродов для приварки тонких полос к массивным металлическим частям, причем в процессе сварки ток переключается попеременно с одиой серии электродов на другую.
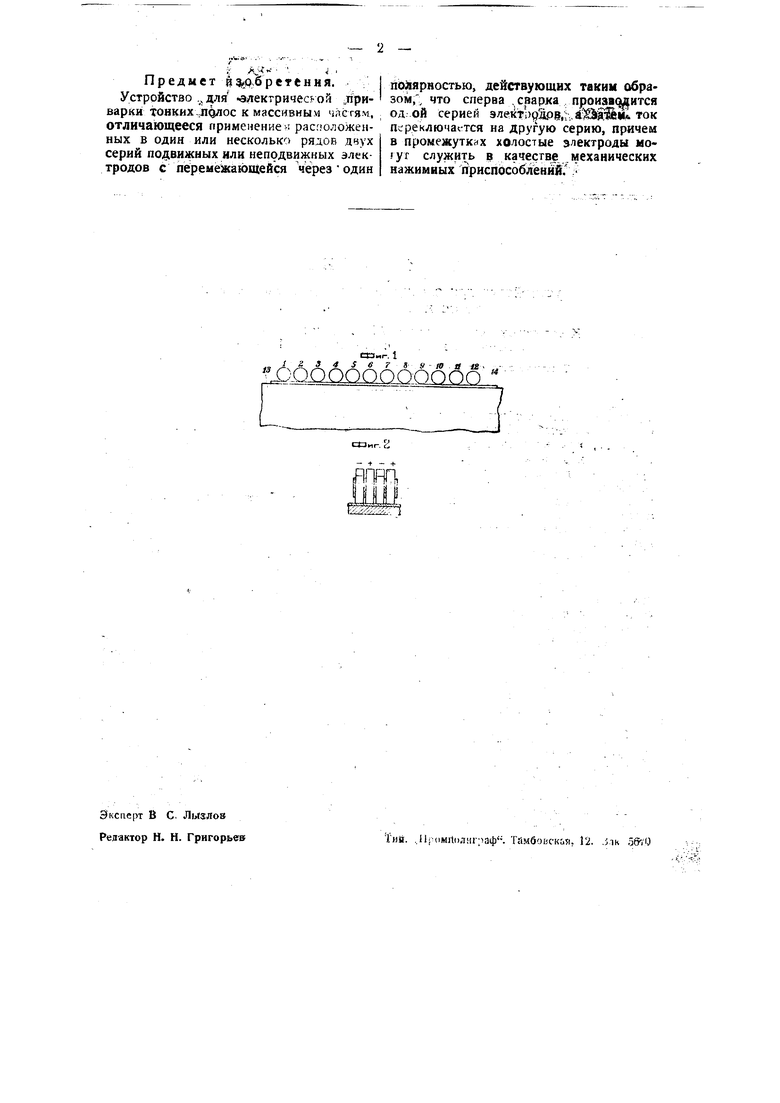
На чертеже фиг. 1 изображен схематически предлагаемое устройство; фиг. 2- его видоизменение.
Ток подводится сиачала ко всем четным электродам (фиг. 1), причем электроды 2, 6 -10 и т. д. являются одним, а 4, 8, 12 и т. д. - другим полюсом. При этом электроды 1, 3, 5, 7 и т. д. отключены и являются лишь механическими нажимными приспособлениями. В этот период прогреваются части привариваемой ленты 13 и массивиой детали 14, расположенные между электродами 2 - 4, 6 - 8, 10-12 и т. д., т. е. те
(254)
части, которые прижаты отключенными электродами 1, 3, 5, 7 и т. д.
Электроды 1, 3, 5, 7 и т. д. в первоначальной части рассматриваемого периода могут быть слегка приподнятыми от металла для уменьшения теплоотдачи.
В следующий момент ток переключается таким образом, что все иажимные приспособления становятся электродами, а электроды-нажимными приспособлениями. Таким перемежающимся процессом поверхностные привариваемые слои металлов 9 доводя ся до сварочного жара. Электроды могут быть подвижными или неподвижными, сссользящнми или катящимися и ролнкообразными и таким путем может производиться сварка разных предметов, в частности, приварка листового материала к более толстым слоям железа (угольникам, балкам, корпусам мащин и т. п.).
Возможно видоизменение устройства (фиг. 2), в котором вся серия электродов может быть включена олновременно, причем электроды могут быть выполнены в виде роликов и вставлены в изолирующий предмет, служащий в качестве держателя, в таком порядке, что два соседних электрода всегда имеют противоположную полярность. 5 Предмет й%0 бретення. Устройство -,,для « лектричес-гой ,лриварки тонких-Лолос к массивным частям, отличающееся применение v; расгюложенных в один или несколько рядов двух серий подвижных или неподвижных электродов с перемежающейся через один полярностью, действующих таким образом,, что сперва .сварка производится од. ей серией элейТ|)(1р8п.. ток переключается на другую серию, причем в промежутках холостые электроды могуг служить в качестве механических нажимных прислособленйй. ;
| название | год | авторы | номер документа |
|---|---|---|---|
| Электросварочный пресс | 1933 |
|
SU45016A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1998 |
|
RU2133183C1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| ЛИНИЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 2000 |
|
RU2193959C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНОВ ДЛЯ СЖАТОГО ГАЗА | 1997 |
|
RU2119856C1 |
| Способ электрической сварки | 1929 |
|
SU35932A1 |
| Способ изготовления тепловоспринимающего элемента датчика теплового потока с поперечным градиентом температуры и устройство для его осуществления | 2023 |
|
RU2820954C1 |
| Способ изготовления многослойных тонколистовых вафельных конструкций из легких сплавов | 1990 |
|
SU1712106A1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ | 1999 |
|
RU2158662C2 |
| Способ автоматической приварки проволочных выводов и устройство для его осуществления | 1986 |
|
SU1532248A1 |
1 г 3 4 S е 7 S у 10
IQOOOOOOOnn
ОЗиГ. 1
а IS

