(54) УСТРОЙСТВО ДЛЯ ШАГОВОЙ ПОДАЧИ ОБРАБАТЫВАЕМОЙ ЗАГОТОВКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Механизм подачи прокатного стана | 1986 |
|
SU1342553A1 |
| АВТОМАТИЧЕСКИЙ ТРУБОПРОКАТНЫЙ СТАН | 1994 |
|
RU2084298C1 |
| Кузнечный манипулятор | 1985 |
|
SU1263420A1 |
| Стан с гидравлическим управлением для винтовой прокатки круглых профилей и труб переменного по длине сечения | 1949 |
|
SU84905A1 |
| Автомат горячевысадочный для изготовления железнодорожных костылей | 1982 |
|
SU1134272A1 |
| Стан поперечно-клиновой прокатки | 1990 |
|
SU1722670A1 |
| Стан для поперечной прокатки полых изделий периодического профиля | 1977 |
|
SU743762A1 |
| Кузнечный манипулятор | 1986 |
|
SU1398971A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ЗАГОТОВОК В ПРЕСС | 1993 |
|
RU2063287C1 |
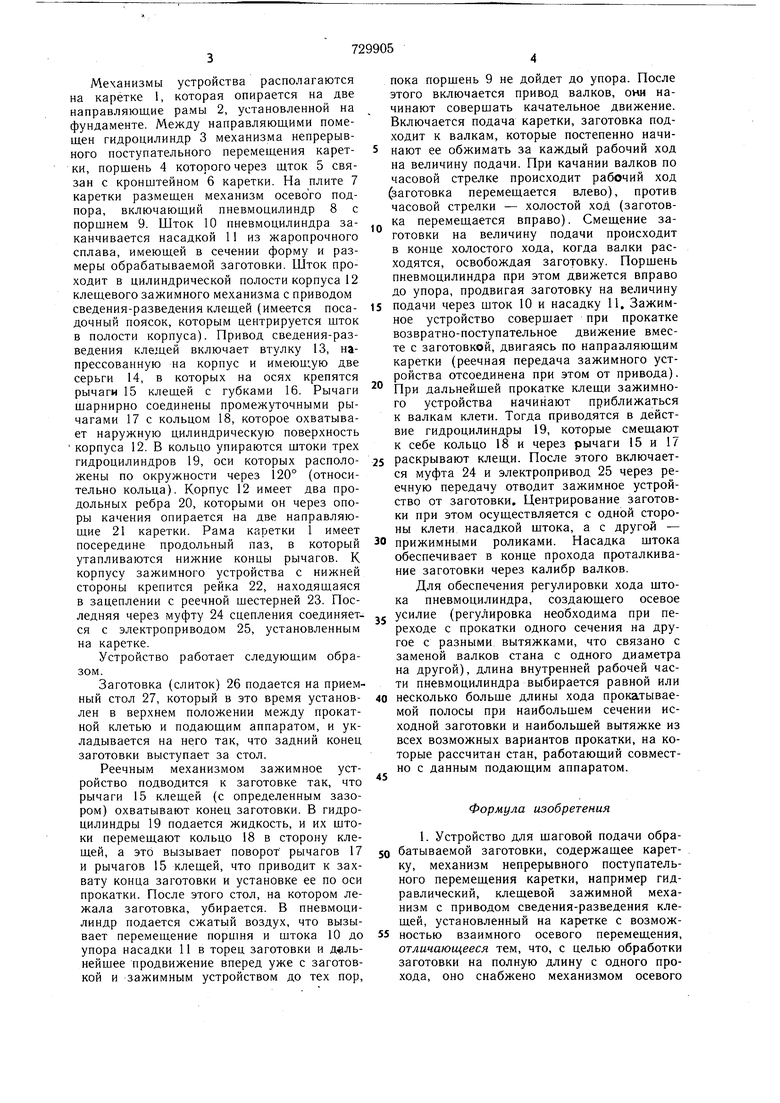
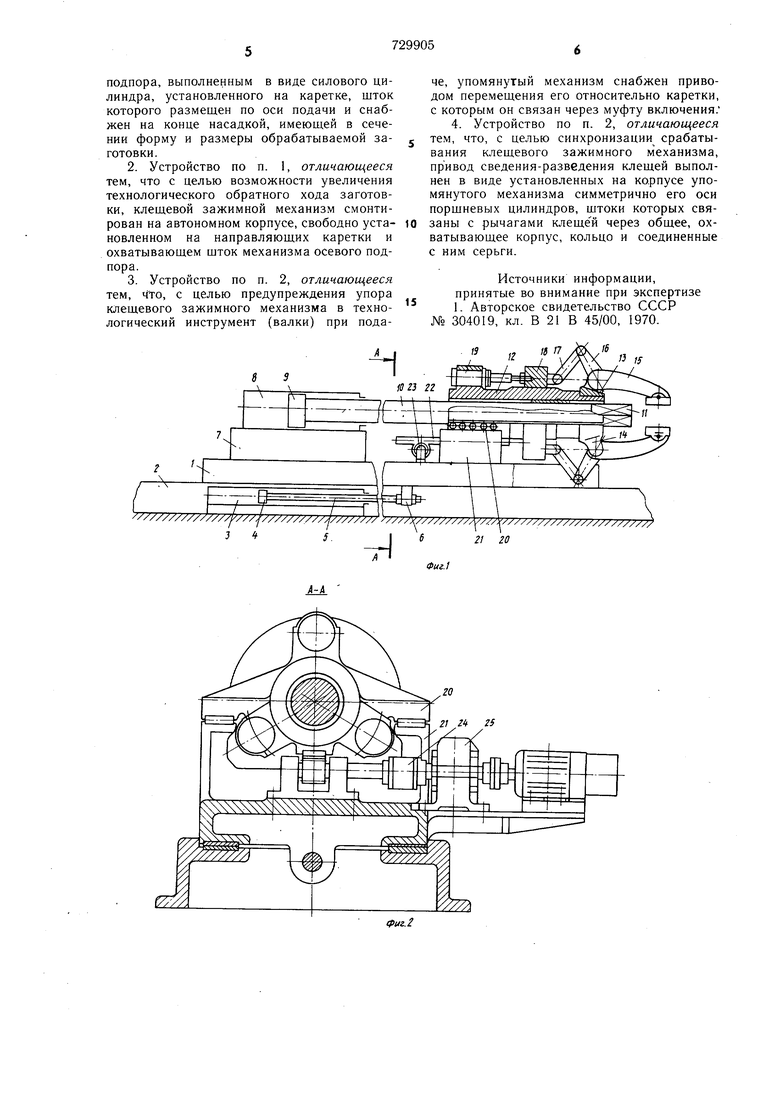
Изобретение относится к прокатному производству и предназначено для подачи обрабатываемой заготовки в валки такого стана шаговой прокатки, который характеризуется возвратно-поступательным -перемещением полосы в качающихся валках при неподвижной станине клети. Известно устройство для шаговой подачи обрабатываемой заготовки, содержащее каретку, механизм непрерывного поступательного перемещения каретки, например гидравлический, клещевой зажимной механизм с приводом сведения-разведения клещей, установленный на каретке с возможностью взаимного осевого перемещения 1. Однако такое устройство не позволяет подать заготовку для ее обработки на полную длину. Цель изобретения - обеспечение возможности обработки заготовки на полную длину с одного прохода. Это достигается тем, что оно снабжено механизмом осевого подпора, выполненным в виде поршневого цилиндра, установленного на каретке, шток которого размещен по оси подачи и снабжен на конце насадкой. имеющей в сечении форму и размеры обрабатываемой заготовки. С целью возможности увеличения технологического обратного хода заготовки клещевой зажимной механизм смонтирован на автономном корпусе, свободно установленном на направляющих каретки и охватывающем шток механизма осевого подпора. Кроме того, с целью предупреждения упора клещевого зажимного механизма в технологический инструмент (валки) при подаче упомянутый механизм снабжен приводом перемещения его относительно каретки, с которым он связан через муфту включения. С целью синхронизации срабатывания клещевого зажимного механизма, привод сведения - разведения клещей выполнен в виде установленных на корпусе механизма симметрично его оси поршневых цилиндров, штоки которых связаны с рычагами клещей через общее, охватывающее корпус, кольцо и соединенные с ним серьги. На фиг. 1 показано предлагаемое устройство, вид сбоку; на фиг. 2 дан разрез А-А на фиг. 1; на фиг. 3 изображена схема, поясняющая взаимодействие аппарата с клетью.
Механизмы устройства располагаются на каретке 1, которая опирается на две направляющие рамы 2, установленной на фундаменте. Между направляющими помещен гидроцилиндр 3 механизма непрерывного поступательного перемещения каретки, порщень 4 которого через щток 5 связан с кронщтейном 6 каретки. На плите 7 каретки размещен механизм осевого подпора, включающий пневмоцилиндр 8 с порщнем 9. Шток 10 пневмоцилиндра заканчивается насадкой 11 из жаропрочного сплава, имеющей в сечении форму и размеры обрабатываемой заготовки. Шток проходит в цилиндрической полости корпуса 12 клещевого зажимного механизма с приводом сведения-разведения клещей (имеется посадочный поясок, которым центрируется шток в полости корпуса). Привод сведения-разведения клещей включает втулку 13, напрессованную на корпус и имеющую две серьги 14, в которых на осях крепятся рычаги 15 клещей с губками 16. Рычаги щарнирно соединены промежуточными рычагами 17 с кольцом 18, которое охватывает наружную цилиндрическую поверхность корпуса 12. В кольцо упираются штоки трех гидроцилиндров 19, оси которых расположены по окружности через 120° (относительно кольца). Корпус 12 имеет два продольных ребра 20, которыми он через опоры качения опирается на две направляющие 21 каретки. Рама каретки 1 имеет посередине продольный паз, в который утапливаются нижние концы рычагов. К корпусу зажимного устройства с нижней стороны крепится рейка 22, находящаяся в зацеплении с реечной шестерней 23. Последняя через муфту 24 сцепления соединяет.ся с электроприводом 25, установленным на каретке.
Устройство работает следующим образом.
Заготовка (слиток) 26 подается на приемный стол 27, который в это время установлен в верхнем положении между прокатной клетью и подающим аппаратом, и укладывается на него так, что задний конец заготовки выступает за стол.
Реечным механизмом зажимное устройство подводится к заготовке так, что рычаги 15 клещей (с определенным зазором) охватывают конец заготовки. В гидроцилиндры 19 подается жидкость, и их щтоки перемещают кольцо 18 в сторону клещей, а это вызывает поворот рычагов 17 и рычагов 15 клещей, что приводит к захвату конца заготовки и установке ее по оси прокатки. После этого стол, на котором лежала заготовка, убирается. В пневмоцилиндр подается сжатый воздух, что вызывает перемещение поршня и щтока 10 до упора насадки 11 в торец заготовки и дальнейшее продвижение вперед уже с заготовкой и зажимным устройством до тех пор.
пока поршень 9 не дойдет до упора. После этого включается привод валков, они начинают совершать качательное движение. Включается подача каретки, заготовка подходит к валкам, которые постепенно начинают ее обжимать за каждый рабочий ход на величину подачи. При качании валков по часовой стрелке происходит рабочий ход (заготовка перемещается влево), против часовой стрелки - холостой ход (заготовка перемещается вправо). Смещение заготовки на величину подачи происходит в конце холостого хода, когда валки расходятся, освобождая заготовку. Поршень пневмоцилиндра при этом движется вправо до упора, продвигая заготовку на величину
подачи через щток 10 и насадку 11, Зажимное устройство совершает при прокатке возвратно-поступательное движение вместе с заготовкой, двигаясь по направляющим каретки (реечная передача зажимного устройства отсоединена при этом от привода). При дальнейшей прокатке клещи зажимного устройства начинают приближаться к валкам клети. Тогда приводятся в действие гидроцилиндры 19, которые смещают к себе кольцо 18 и через рычаги 15 и 17
5 раскрывают клещи. После этого включается муфта 24 и электропривод 25 через реечную передачу отводит зажимное устройство от заготовки. Центрирование заготовки при этом осуществляется с одной стороны клети насадкой штока, а с другой -
0 прижимными роликами. Насадка штока обеспечивает в конце прохода проталкивание заготовки через калибр валков.
Для обеспечения регулировки хода штока пневмоцилиндра, создающего осевое
J усилие (регулировка необходима при переходе с прокатки одного сечения на другое с разными вытяжками, что связано с заменой валков стана с одного диаметра на другой), длина внутренней рабочей части пневмоцилиндра выбирается равной или
0 несколько больще длины хода прокатываемой полосы при наибольшем сечении исходной заготовки и наибольшей вытяжке из всех возможных вариантов прокатки, на которые рассчитан стан, работающий совместно с данным подающим аппаратом.
Формула изобретения
