Изобретение относится к сварке, в частности к способам изготовления криволинейных тавровых балок, используемых в судостроении и других от- раслях народного хозяйства.
Целью изобретения является повышение качества путем стабилизации скорости сварки.
На фиг. изображено устройство, реализующее предлагаемы способ; на фиг. 2 - то же, общий вид; на фиг. 3 - узел I на фиг. 2; на фиг.4 узел II на фиг. 1; на фиг. 5 - гра- фик зависимости скорости сварки от длины балок в моменты их поворота пр одинаковой высоте стенок; на фиг.6 - график изменения скорости сварки по длине тавра.
Предлагаемый способ реализуется устройством, содержагщм стойки 1-3 с зажимами 4-6 для стенки тавровой балки 7. Стойки 1 и 3 установлены с возможностью перемещения. Устройство содержит также поддерживающую каретку 8 с роликом 9 для полки и сбо- рочно-сварочную каретку 10,установленные с возможностью перемещения.
Сборочно-сварочная каретка 10 снабжена сварочной головкой и устрой ством для слежения, которое содержит поворотную раму 11 с приводом ее поворота в виде пневмоцилиндра 12, смотированную на раме 11 вдтангу 13, с упорами 14 и 15 и закрепленные на ка ретке 10 конечные выключатели 16-18. Конечные выключатели соединены с приводами зажимов 4 и 6.
Способ осуществляется следующим образом.
Предварительно производят сборку стенки с полкой. Затем собранную балку подают на устройство, закрепляя в зажимах 4-6 стоек 1-3 вертикально стенку балки 7.
Перед закреплением балки стойки 1 и 3 перемещают и устанавливают в необходимое положение в зависимости от длины балки.
Сборочно-сварочную каретку 10 ус- танавливают со стороны одног о из краев балки. Включают в дугу и перемещают каретку 10 со сварочной головкой, осуществляя сварку стенки с полкой. Одновременно в процессе сварки произ водится слежение за кривизной балки и поджим полки к стенке. При измене НИИ кривизны штанга 13 смещается аверх или вниз в зависимости от на0
5
.
5
5
0
5
правления кривизны и взаимодействует с упорами 14 и 15с конечными выключателями 16-18, сигналы от выключателей поступают на приводы зажимов 4 и 6, которые поворачивают балку в нужном направлении до тех пор, пока конечный выключатель 17 не даст команду на отключение приводом зажимов и свариваемый участок не займет горизонтального положения. В процессе сварки балки поворот (подкантовку) балки осуществляют периодически по мере определенного отклонения свариваемого участка от горизонтального положения.
В момент подкантовки балки вектор V перпендикулярен касательной Т-Т, поскольку свариваемый участок балки поддерживается горизонтальным, а зажимы стенки балки могут перемещаться только по вертикали. Из схемы, представленной на фиг. 4, следует, что точка В совершает поворот вокруг точки О с угловой скоростью
(1) ) ОВ
где Vj - скорость перемещения зажимов f
V - угол между осью X и линией ОБ, соединяющей средний зажим с крайним,
О - неподвижный (средний) зажим стенки балки
В - подиижный (крайний) зажим
стенки тавра, с помощью которого осуществляется под- кантовка балки во время сварки;
h - высота закрепления неподвижного зажима на стенке балки; текущие координаты точки сварки К;
касательная к точке сварки, угол наклона касательной Т-Т к горизонту; расстояние между средним и крайним зажимами.
,-.У;
т-т
,
ЧНо
ОБ ,
CQSi
И тогда
Уз- C0s(o(; - V) COSW
и
(1)
с другой стороны, отрезок ОК, тоже принадлежащий тавру, поворачивается с той же углпьой скоростью вокруг точки О
ной составляющей сварираемого уыг.т- ка тавра во время его подкантовки. Следоватепьно, гк рость снярки
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ УГЛОВЫХ ШВОВ ТАВРОВЫХ СОЕДИНЕНИЙ | 2018 |
|
RU2697545C1 |
| Способ и устройство для гибридной лазерно-дуговой сварки таврового соединения | 2023 |
|
RU2827374C1 |
| Устройство для сборки и автоматической дуговой сварки под флюсом стыковых швов изделий | 1982 |
|
SU1147543A1 |
| СПОСОБ СБОРКИ И СТАН ДЛЯ СБОРКИ СВАРКОЙ ДВУТАВРОВОЙ БАЛКИ | 2012 |
|
RU2501635C1 |
| Способ сварки тонкостенных тавровых соединений | 1990 |
|
SU1818190A1 |
| Устройство для автоматической электродуговой сварки тавровых соединений | 1980 |
|
SU912460A1 |
| Устройство для автоматической сварки тавровых соединений | 1978 |
|
SU1077730A1 |
| СПОСОБ ДВУСТОРОННЕЙ ДУГОВОЙ СВАРКИ ТАВРОВЫХ СОЕДИНЕНИЙ | 2015 |
|
RU2593244C1 |
| Установка для автоматической сваркиТАВРОВыХ бАлОК | 1978 |
|
SU804312A1 |
| Агрегат для сборки и сварки тавровых балок | 1978 |
|
SU747666A2 |

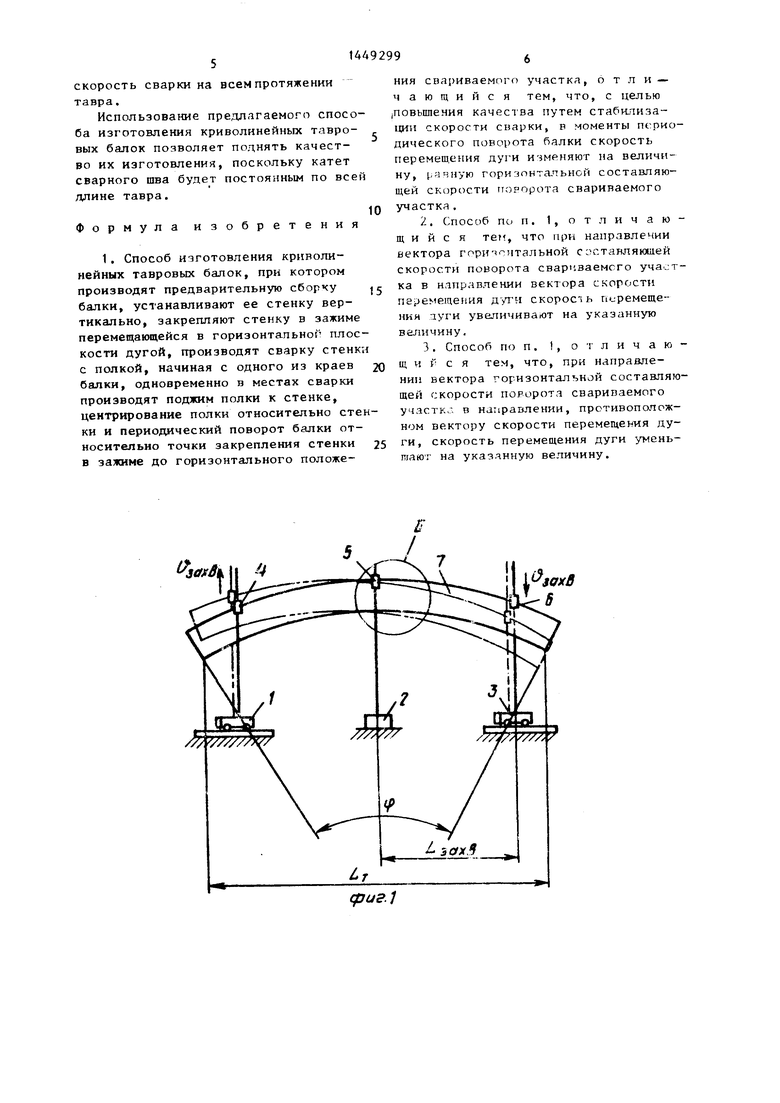
Изобретение относится к сзар-- ке, в частности к способам изготовления криволинейных тавровых балок, используемых в судостроении и других отраслях народного хозяйства. Цель - повышение качества. Предварительно собранную балку 7 закрепляют в неподвижном зажиме 5 и подвижных зажимах 4 и 6 за вертикальную стенку. Сбо- рочно-сварочную каретку 10 со сварочной головкой и устройством для слежения располагают со стороны одного иа краев балки. Затем каретку 10 перемещают. При этом производят сварку горизонтально перемещаемой дугой. Одновременно осуществляется поджим полки к стенке, центрироваш е полки стнссительно стенки и периодический поворо балки 7 до горизонтального положения свариваемого участка зажима- И 4 и 6 относительно зажима 5 при за,панном отклонении зтого спарика мо го участка от горизонтального положения. Перемещение зажимов 4 и 6 осуществляется приводами, сспиненньсл с KOfiaMHbiMH зыключз епями ус г-зойс 5 для слежь: 1ИЯ , В момент поворота 7 возникает горизонтальная с стаьляю щая скорости поьорота гва; иваогмого участка. Чтобы зта составляющая не снижала качества сварки, скорость перемещения дуги в моменты поворота балки 7 изменяют на величину, равную этой составляющей. При этсм в случае совпадения направления векторов скорости перемещения дуги и горизонтальной составлякицей скор01;ти поворота свариваемого участка скорости перемещения дуги увеличивают, а в случае направления указанных выше векторов в противоположные стороны скорость перемещения дуги уменьшают. Таким образом скорость сварки стабилизируется. 2 з.п. , 6 ил. (Л 4 СО СО со auff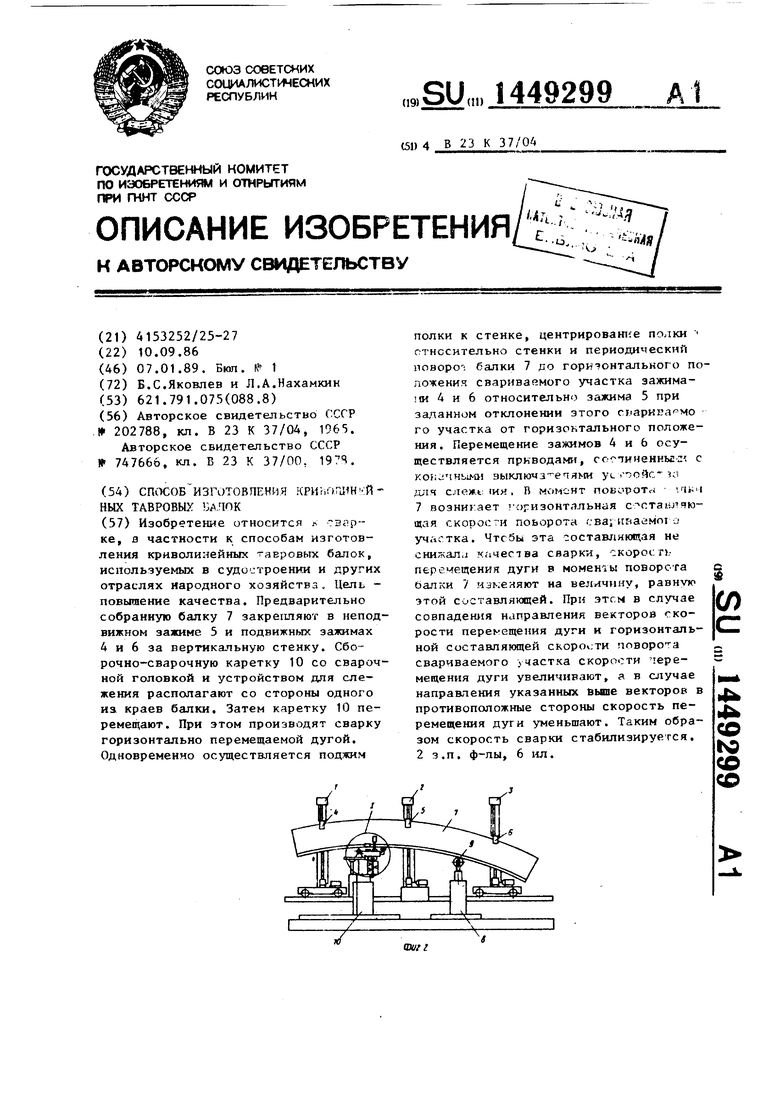
(О
(2)
U) вектор скорости поворота
балки. Так как левые части выражений (1) ю
и ../ равны, то равны ТЕ правые, т.е.
V c2sULl 2 coK4 V,.i
Ь,
гткуда
V(, Vj- cos(e/,-it) cos4-OK/L (3)
Вектор V составляет с касательной Т-Т угол f-, что обуславливается появлением горизонтальной составляюп(ей Vp
25
Vf -sin J,(А)
Угол . определяется из фиг. 4:
1 90° - (с(,)
Угол г. определяется игз выражения: 30 ( ; arrtgE Чх ,)(5)
дп f(x) - уравнение кривой, описывающей кривотинейную часть 35 стенки тавра. Угол К- определяется из фиг. 4:
В; arctg
X ;
,
Длина отрезка ОК
ОК (h-+ у )2(7)
Теперь 11ерепишем выражение (4) :
cos(o(,-).cosv.siny; i4-- - 3
(8) 50
Таким образом, при подкантовке балки свариваемый участок приобретает горизонтальную составляющую г. о- рости кантовки.
Скорость сварки в момент подкан- gg товки является алгепраической суммой двух скоростей - скорости сборочно- сварочной кауетки (со сварочными горелками) вдоль тавра и горичонтальс
Чв(
Vr,
(9)
(1) ю
где V,
.е.
(3)
ьй
15
20
25
А)
:
ния: 30 5)
сть 35 :
6;
40
)
45
-(8) 50
о-
- gg ой - оц„Р- скорость каретки. Знак минус относится к выпуклым бапкам, когда подкантовка осуществляется против часовой стрелки, а знак гшюс относится к вогнутым балкам, когда подкантовка происходит по часовой стрелке.
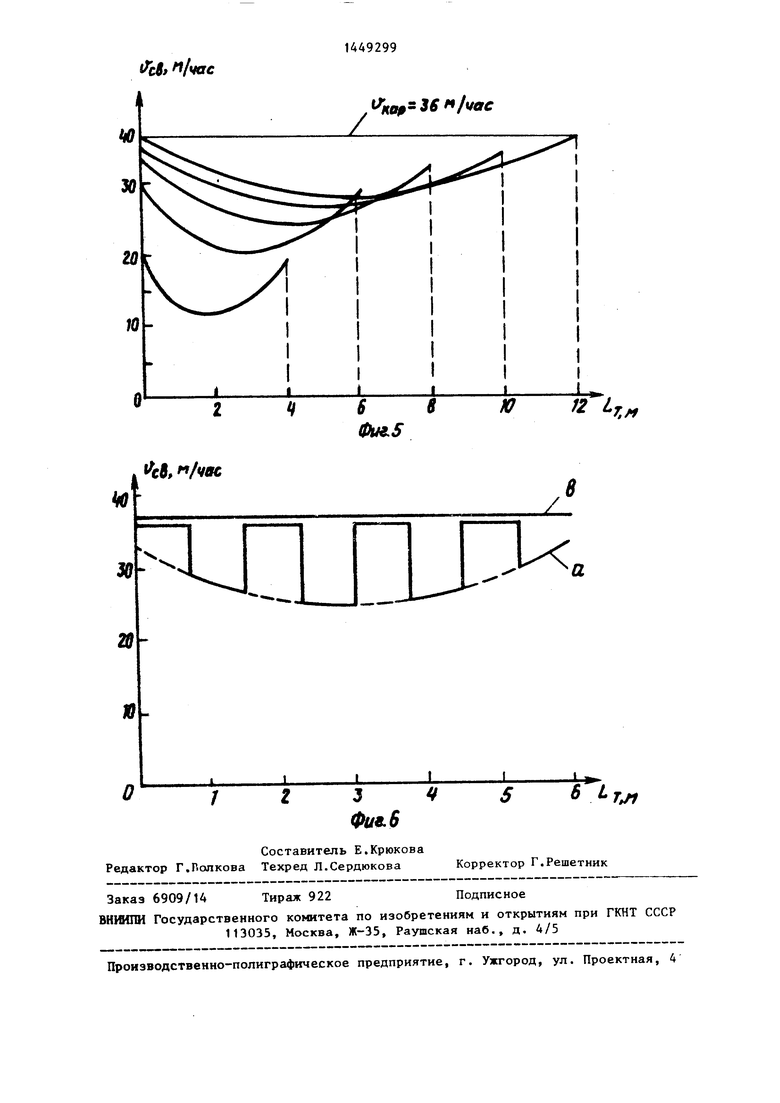
На фиг. 5 показаны графики зависимости Скоростей сварки от длины балки для 11ре,алагаемого способа из- готовлейия криволии« йных балок. Графики построены при допущении, что во все время продвижения сборочно-сва- рочной каретки вдоль балки, постоянно осуществляется и его подкантовка. Из графиков видно, что наименьщая скорость сварки имеет место на середине балки. Кроме того, очень большой разброс скоростей сварки имеет место л.ля тавров, у которых высота стенки ;1лизка к L.
На фиг, 6 линией « показано -ме- нение скорости сварки по дли)е бянки при предлагаемом способе изготогл нин балок. На видны моменты кантовок балкк - их .-етьгре. Количество подкантоЕок криволинейной балки зависит от ее параметров, главным из которых лвлкется угол i-f (фиг . 1), т.е. суммарный угол подкачтонкл. Устройство слежения за кривизной балки вьщрет сигнал на подкантовку бал1Ш периодически, Р зависимости от точности настройки упоров 14 и 15. При предлагаемом способе изготовления Оа- лок в местах провалов кривой «(в моменты подкантовок) катет сварного шва увеличивается, а с прекращением подкантовки скорость сварки становится равной скорости сборочно-свароч- ной каретки и катет шва уменьшается. На фиг. 6 линией b показан график скорости сварки выпуклой криволинейной балки по ее длине по предлагаемому способу.
Сообщая сборочно-сварочной каретке, несущей на себе сварочные горелки, дополнительную скорость в соответствии с вьфажением (8) (положительную или отрицательную - в зависимости от вида кривизны балки) во время подкантовки, стабилизируют
скорость сварки на всем протяжении тавра,
Использование предлагаемого способа изготовления криволинейных тавровых балок позволяет поднять качество их изготовления, поскольку катет сварного шва будет постоянным по всей длине тавра.
Формула изобретения
ffjuaj
0
J5 20 25
ния свариваемого участкл, о т л и - чающийся тем, что, с целью (Повышения качества путем стабилизации скорости сварки, в моменты периодического поворота балки скорость перемещения дуги изменяют на величину, ряяную горизонтальной составляющей скорости поЕорота свариваемого участка,
Зона/
сваркц -
Wf
0UAff
Ч
, /vec
59
Jciv 3f /vac
/f Z
U.
| Авторское свидетельство СССР | |||
| 0 |
|
SU202788A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Агрегат для сборки и сварки тавровых балок | 1978 |
|
SU747666A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
