Известны станки для сборки и сварки прямолинейных тавровых балок, содержащие оснащенную прил имным роликом станину со сварочной головкой и центрирующими и приводными роликами.
Отличием предложенного станка является то, что на станине смонтирована поворотная в вертикальной плоскости консоль, на которой расположены сварочные головки, центрирующие и приводные ролики. Это устраняет сварочные деформации изгиба балки в вертикальной плоскости за счет создания в месте сварки деформации, равной сварочной, но с обратным знаком.
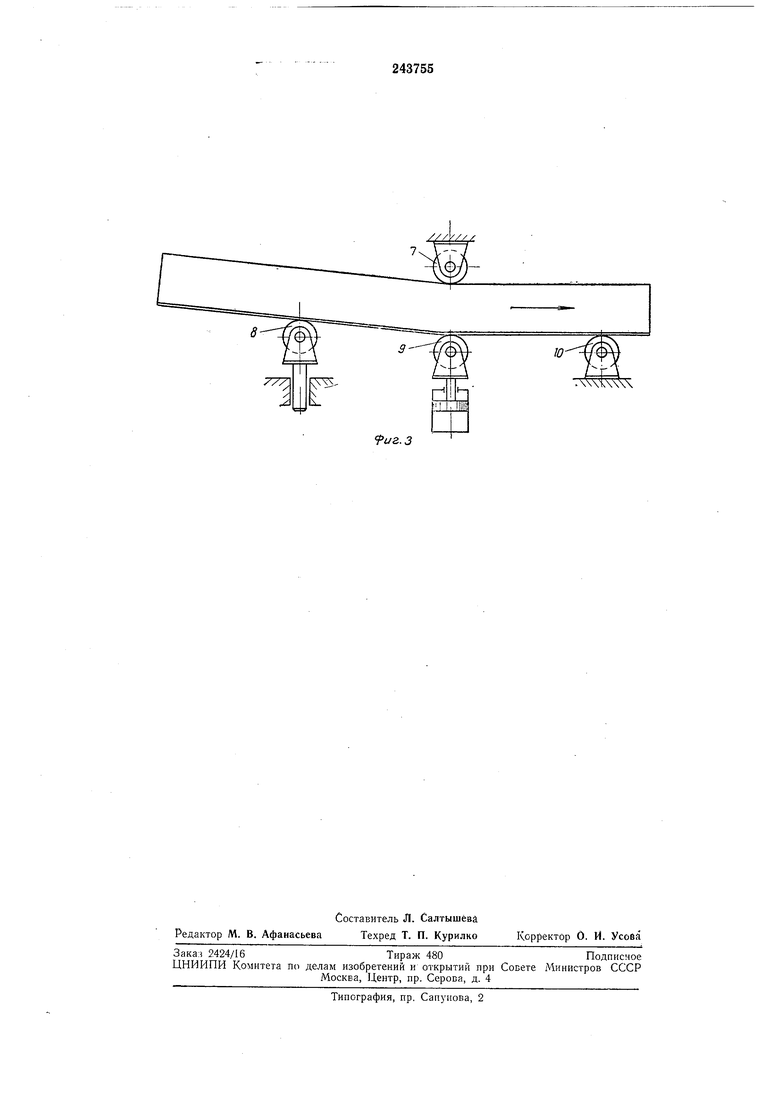
На фиг. 1 схематично изображена конструкция предлагаемого станка; на фиг. 2 - кинематическая схема станка; на фиг. 3 - дана принципиальная схема обратного местного изгиба стенки балки, в зоне сварки, обеспечивающего предотвращение сварочных деформаций.
На рольганг / поворотной консоли 2 подается заготовка пояска тавровой балки. Включаются приводы центрирующих устройств пояска 3, «оторые центрируют его в заданном положении. Затем подается заготовка стенки балки, устанавливаемая ребром на уложенный на рольганг / поясок.
симметрично оси сборочно-сварочного станка и фиксируют ее в таком положении.
При включении привода 5 сформированная балка перемещается в зону сварки, где она останавливается (исходное положение начала сварки).
Включается привод 6 перемещения траверзы с опорными роликами 7, которые прижимают стенку с пояском к ведущим валикам
8, 9 и W, после чего привод 6 автоматически отключается.
На пульте управления // настраиваются режнмы сварки балки .и устанавливается в необходимое положение сварочная головка
12. По шлангу 13 в зону сварки из флюсосборника 14 подается флюс. Сварочная проволока к сварочной головке нодается механизмом подачи 15 по гибкому шлангу 16. Одновременно с включением привода 5 включается сварочная дуга, в результате чего происходит сварка балки. При набегании сваренного конца балки на опорный ведущий валик W включается привод 17 поворота консоли 2 на заданную величину, которая настраивается в
зависимости от сечения свариваемой балки. Пр.и этом вместе с консолью поворачивается и конец балки, лежащий на рольганге / консоли 2, а второй конец свариваемой балки, опираясь на ведущий валик 10, остается в гогиб балки в зоне сварки, чем и достигается предупреждение деформации балки от сварочных напряжений. Сварка балки в изогнутом положении происходит до тех пор, пока ее несваренный конец не подойдет к нажимному ведущему валику 8, после чего консоль 2 возвращается в исходное положение, а конец балки доваривается без прогиба.
В процессе сварки со сварочного шва флюс отсасывается в флюсосборник 14 через наконечник 18 и шланг 19 для повторного использования.
После окончания сварки балки последняя поступает на рольганг.
Предмет изобретения
Станок для сборки и сварки прямолинейных тавровых балок, содержащий станину, оснащенную прижимным, опорным, центрирующими и приводными роликами, отличающийся тем, что, с целью устранения сварочных деформаций изгиба балки в вертикальной плоскости за счет создания в зоне сварки деформации, ра:вной сварочной, но с обратным знаком, на станине смонтирована поворотная в этой плоскости консоль, на которой расположены сварочные головки, центрирующие л приводные ролики.

| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРКИ И СВАРКИ ПРЯМОЛИНЕЙНЫХ^ ТАВРОВЫХ БАЛОК | 1972 |
|
SU351659A1 |
| Устройство для сборки и автоматической дуговой сварки под флюсом стыковых швов изделий | 1982 |
|
SU1147543A1 |
| УСТРОЙСТВО для СБОРКИ под СВАРКУ БАЛОК ТАВРОВОГО СЕЧЕНИЯ | 1971 |
|
SU305033A1 |
| Установка для автоматической сваркиТАВРОВыХ бАлОК | 1978 |
|
SU804312A1 |
| Стенд для сборки и приварки балокК пОлОТНищАМ плОСКиХ СудОВыХ пА-НЕлЕй | 1979 |
|
SU812491A1 |
| СПОСОБ СБОРКИ И СТАН ДЛЯ СБОРКИ СВАРКОЙ ДВУТАВРОВОЙ БАЛКИ | 2012 |
|
RU2501635C1 |
| Автоматическая линия для изготовления длинномерных балок | 1988 |
|
SU1611671A1 |
| Устройство для автоматической сварки тавровых соединений | 1978 |
|
SU1077730A1 |
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| УСТРОЙСТВО для ОДНОВРЕМЕННОЙ СВАРКИ ПАРАЛЛЕЛЬНЫХ СОЕДИНЕНИЙ | 1962 |
|
SU147272A1 |
fuz.3
