Предлагаемое изобретение относится к области обработки металлов давлением, а именно к оборудованию для накатки наружных резьб.
Известна конструкция трехвалкового стана 3ХПВ-30 (Книга «Специальные прокатные станы», под редакцией А.И.Целикова, рис.94, стр.184, издательство «Металлургия», 1971 г.). Известный стан содержит установленные на общей станине стол с механизмом загрузки и разгрузки изделия, механизмом подачи заготовок, клеть резьбонакатных валков. Стан предназначен для холодной прокатки резьбы на винтах без буртов. Механизмы стана при прокатке резьбы работают следующим образом. Заготовки укладывают на наклонную раму загрузочного устройства и дисками дозатора по одной выдаются в приемный желоб рабочей клети стана. Гидравлический толкатель через переднюю проводку задает заготовку в рабочие валки. После начала прокатки шток толкателя отходит в первоначальное положение, а прокатанная деталь остается в выходной проводке. Концом следующей заготовки прокатанная деталь проталкивается в желоб выходной стороны. После этого желоб раскрывается, и деталь попадает на наклонную площадку, затем процесс повторяется.
Недостатком конструкции данного стана является невозможность прокатки резьбы на определенной части заготовки винта, прокатки резьбы в упор (до бурта) из-за невозможности удаления прокатанного винта из линии стана при такой схеме прокатки.
Из известных конструкций станов для накатки наружных резьб наиболее близким по технической сущности является стан, кинематическая схема которого представлена на рис. «Кинематическая схема стана» (Стан ХПВ 30-40, стр.55, Каталог прокатного оборудования, ОАО АХК «ВНИИМЕТМАШ им. Акад. А.И.Целикова», Москва, 2007 г.). Стан для накатки наружных резьб содержит установленные на общей станине стол с механизмом загрузки и разгрузки изделий, вводным желобом и механизмом подачи заготовок, клеть резьбонакатных валков с механизмами радиальной и угловой настройки валков, регулировочными упорными гайками и выходной направляющей проводкой, шестеренную клеть с электроприводом, соединенную выходными валами с муфтами угловой настройки и со шпинделями резьбонакатных валков, выталкиватель.
Особенностью конструкции данного стана является то, что резьба на заданной в валки заготовке накатывается до тех пор, пока передний конец заготовки не дойдет до упора, установленного за рабочей клетью стана. После их соприкосновения винтовые валки разводятся, и шток пневмоцилиндра, установленный за шестеренной клетью стана, пройдя через упор, выталкивает прокатанный винт в желоб загрузочной решетки. Затем прокатанный винт дисками дозатора загрузочной решетки сбрасывается в приемную кассету, и одновременно этими же дисками новая заготовка загружается в желоб и подается в винтовые валки. После этого шток возвращается в крайнее исходное положение. Далее процесс прокатки повторяется.
Основным недостатком данной конструкции является трудность и небольшая точность перенастройки стана на прокатку новой заготовки с другой длиной накатываемой резьбы. Как правило, эти станы настраиваются на длительную прокатку винтов одного сортамента. При широком сортаменте и малых партиях заказа, т.е. при частых переналадках, кроме трудностей переналадки, тратится значительное время на ее проведение.
Техническим результатом предлагаемого изобретения является:
- расширение технологических возможностей стана за счет увеличения диапазона длин накатываемых резьб на винтах;
- повышение производительности труда за счет уменьшения времени настройки;
- упрощение процесса переналадки стана на прокатку винтов с другой длиной резьбы.
Технический результат достигается тем, что выталкиватель выполнен в виде зубчатой рейки, кинематически связанной с зубчатым колесом электропривода ее перемещения и установленной с возможностью возвратно-поступательного продольного перемещения по оси стана и взаимодействия торца с торцом накатываемого винта, при этом зубчатая рейка расположена на оси клети резьбонакатных валков.
Предлагаемое изобретение изображено на фиг.1, 2, 3, 4, 5, где на:
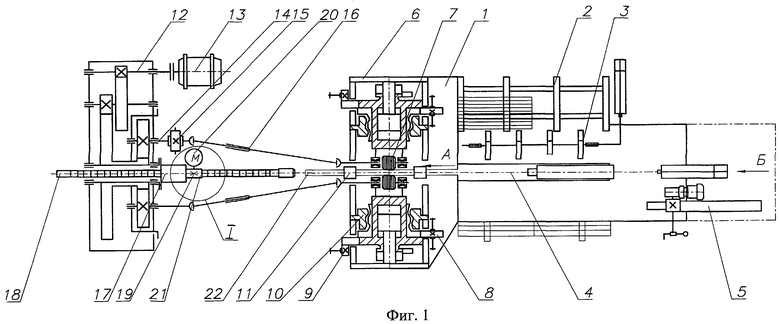
- фиг.1 показана кинематическая схема стана;
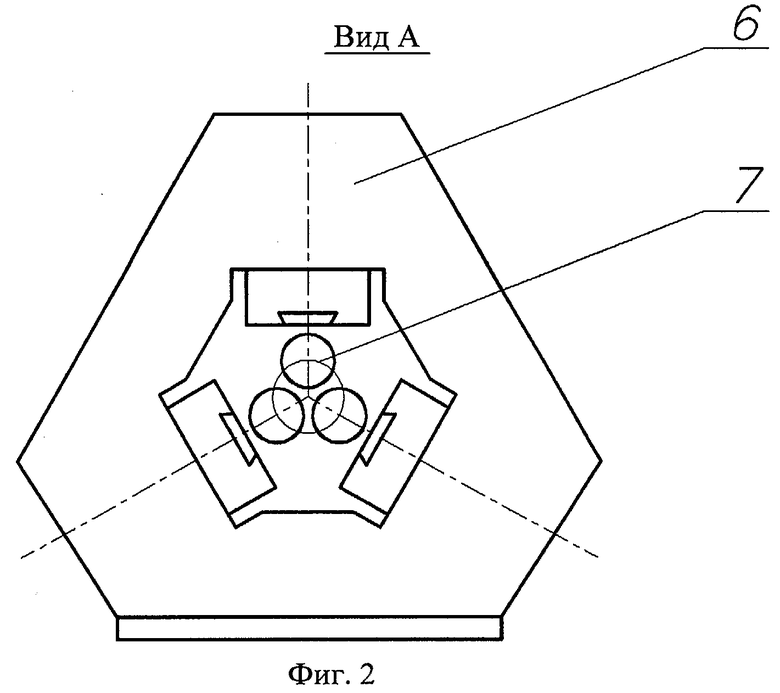
- фиг.2 показан вид А, фиг.1 на прокатную клеть со стороны загрузки заготовки;
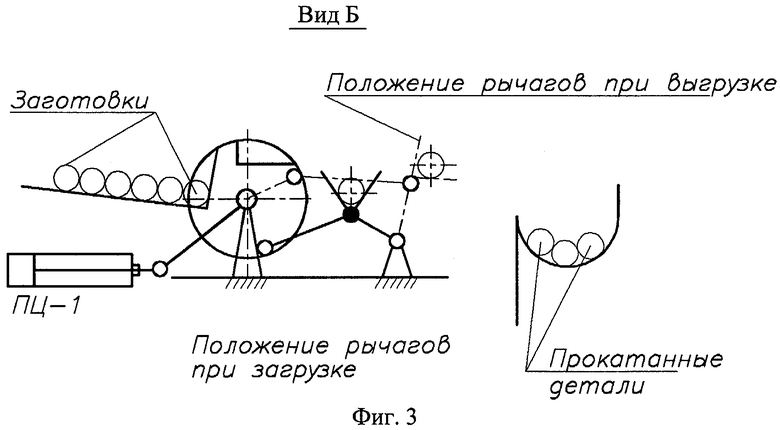
- фиг.3 показан вид Б, фиг.1 на механизм загрузки заготовок и выгрузки деталей;
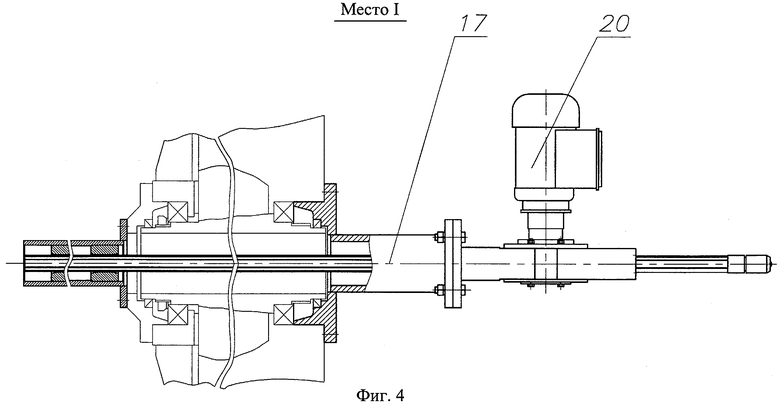
- фиг.4 показано место 1, фиг.1 вид сверху на выталкиватель;
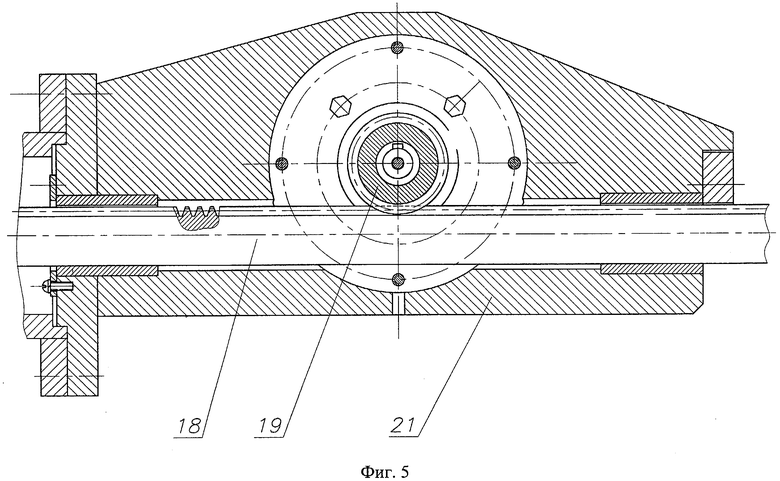
- фиг.5 показан разрез по продольной оси выталкивателя.
Стан для накатки наружных резьб содержит установленные на общей станине 1 стол 2 с механизмом 3 загрузки и выгрузки изделий, вводным желобом 4 и механизмом 5 подачи заготовок, клеть 6 резьбонакатных валков 7 с механизмами радиальной 8 и угловой 9 их настройки, регулировочными упорными гайками 10 и выходной направляющей проводкой 11, шестеренную клеть 12 с электроприводом 13, соединенную выходными валами 14 с муфтами угловой настройки 15 и со шпинделями 16 резьбонакатных валков, выталкиватель 17.
Выталкиватель выполнен в виде зубчатой рейки 18, которая кинематически связана с зубчатым колесом 19 электромеханического привода 20 ее перемещения и установлена в корпусе 21 с возможностью возвратно-поступательного продольного перемещения по оси стана и взаимодействия торца с торцом накатываемого винта 22, при этом зубчатая рейка расположена на оси клети резьбонакатных валков. Стан работает следующим образом.
Заготовки укладываются на наклонные кронштейны стола 2 и дисками дозатора механизма 3 загрузки одна заготовка выдается в желоб 4. Штоком пневмоцилиндра механизма 5 подачи эта заготовка подается в сведенные и вращающиеся валки рабочей клети. После захвата заготовки валками шток пневмоцилиндра механизма подачи возвращается в исходное положение, а заготовка, обжимаясь резьбонакатными валками 7, вращается и перемещается в осевом направлении в сторону шестеренной клети 12. Как только передний конец прокатываемой заготовки упрется в торец рейки, поступает команда на радиальное разведение валков и включение электромеханического привода 20 перемещения рейки 18. Двигаясь в осевом направлении, рейка выталкивает прокатанный винт в желоб 4 и возвращается в исходное положение. После возврата в исходное положение резьбонакатные валки рабочей клети сводятся к центру, а прокатанная заготовка дисками дозатора передается в приемную кассету готовых изделий, причем на обратном ходе диски дозатора захватывают очередную заготовку и передают ее в желоб механизма загрузки. Процесс прокатки повторяется.
Для переналадки стана на прокатку винта с другой длиной резьбы, с пульта или шкафа управления включается электромеханический привод перемещения рейки, и она, двигаясь в осевом направлении, может быть остановлена и зафиксирована в любом требуемом положении.
На данном стане возможна накатка винтов с буртом, накатка винтов в диапазоне диаметров до 100 мм, длиной до 2500 мм.
Таким образом, выталкиватель, выполненный в вид зубчатой рейки, кинематически связанной с зубчатым колесом электропривода ее перемещения и установленной с возможностью возвратно-поступательного продольного перемещения по оси стана и взаимодействия торца с торцом накатываемого винта, при этом зубчатая рейка расположена на оси клети резьбонакатных валков, что позволяет:
- расширить технологические возможности стана за счет увеличения диапазона длин накатываемых резьб на винтах;
- повысить производительность стана за счет сокращения времени его настройки;
- упростить переналадку стана на прокатку винтов с другой длиной резьбы за счет механизации процесса перемещения рейки в новое фиксированное положение, соответствующее накатке винта с новой длиной ее резьбовой части;
- использовать рейку как передвижной упор, так и как выталкиватель.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ ДЛИНЫ НАКАТКИ РЕЗЬБЫ ВИНТА | 2009 |
|
RU2408448C1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЛИННОМЕРНОГО МАТЕРИАЛА В ЗОНУ ОБРАБОТКИ | 1990 |
|
RU2028855C1 |
| Стан поперечно-клиновой прокатки изделий типа ступенчатых валов | 1988 |
|
SU1574338A1 |
| Стан для накатки зубчатых профилей | 1990 |
|
SU1814953A1 |
| Накатный станок | 1980 |
|
SU996020A1 |
| Стан поперечно-клиновой прокатки | 1988 |
|
SU1636101A1 |
| Стан поперечно-винтовой прокатки | 1988 |
|
SU1555029A1 |
| Стан для поперечно-клиновой прокатки изделий типа ступенчатых валов | 1981 |
|
SU952406A1 |
| Автоматическая линия поперечно-клиновой прокатки заготовок, преимущественно длинномерных штанг | 1989 |
|
SU1690927A1 |
Изобретение относится к области обработки металлов давлением, а именно к оборудованию для накатки наружных резьб. Стан содержит установленные на станине стол с механизмом загрузки и разгрузки изделий, вводным желобом и механизмом подачи заготовок, клеть резьбонакатных валков с механизмами настройки валков, регулировочными упорными гайками и выходной направляющей проводкой, шестеренную клеть с электроприводом и выталкиватель. Шестеренная клеть соединена выходными валами с муфтами угловой настройки и со шпинделями резьбонакатных валков. Выталкиватель выполнен в виде зубчатой рейки, кинематически связанной с зубчатым колесом электропривода ее перемещения. Зубчатая рейка установлена с возможностью возвратно-поступательного продольного перемещения по оси стана и взаимодействия торца с торцом накатываемого винта. Зубчатая рейка расположена на оси клети резьбонакатных валков. В результате упрощается процесс переналадки стана, и минимизируются затраты времени на ее проведение при прокатке винтов с широким диапазоном длин резьб. 5 ил.
Стан для накатки наружных резьб, содержащий установленные на общей станине стол с механизмом загрузки и разгрузки изделий, вводным желобом и механизмом подачи заготовок, клеть резьбонакатных валков с механизмами радиальной и угловой настройки валков, регулировочными упорными гайками и выходной направляющей проводкой, шестеренную клеть с электроприводом, соединенную выходными валами с муфтами угловой настройки и со шпинделями резьбонакатных валков, и выталкиватель, отличающийся тем, что выталкиватель выполнен в виде зубчатой рейки, кинематически связанной с зубчатым колесом электропривода ее перемещения и установленной с возможностью возвратно-поступательного продольного перемещения по оси стана и взаимодействия торца с торцом накатываемого винта, при этом зубчатая рейка расположена на оси клети резьбонакатных валков.
| Автомат для двустороннего накатывания резьбы | 1980 |
|
SU940969A1 |
| Станок для накатывания резьбы на пустотелых заготовках | 1988 |
|
SU1547930A1 |
| Резьбонакатная головка | 1973 |
|
SU449762A1 |
| Выталкивающее устройство и.и.плиты к резьбонакатному станку | 1977 |
|
SU694264A1 |
| US 4392770 A, 12.07.1983. | |||

