(54) ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКН
1
Изобретение относится к обработке .металлов давлением, а именно к предварительно напряженной клети стана поперечно-винтовой прокатки, и может быть использовано при производстве шаров п друтих тел врапдепия с повышенной точностью геометрических параметров. Производство изделий повышенното качества является одной из основных задач современного прокатного производства.
Точность настройки валков обеспечивает повышенную точность геометрических параметров изделий, а следовательно, повышение их качества. Обеспечение точности настройки валков в процессе прокатки изделий возможно за счет повышение жесткости клети и исключения влияния переменной деформации элементов рабочей клети при ее предварительном напряжении. Это особенно сказывается при прокатке заднего конца заготовки.
Известна предварительно напряженная клеть, содержащая станину, нажи.мные винты и гайки, кассеты с валками, установленные в окнах станины, и устройство предварительного напряжения клети, выполненное
в виде гидроци,1индров, устан()влепн1)| на станине клети 1.
Недостаток известной конструкции ак.-|ючается в то.м, что уси.тие прокатки 1 ;мируется с усилием предварительного н.чиря жения, развиваемого гидроцилиндром, в С1зязи с этим деформация клети переменна, что приводит к уменьшению точности настройки валков, и как следствие, к снижению качества изделий.
10
Наиболее близкой по технической cyuiности к изобретению является клеть, содержащая станину с крышкой, установленные Б станине барабаны с рабочими валками, нажи.мные винты с гайка.ми и .механизмом
15 их вращения, и устройство для созданш; предварительного напряжения, выполненное Б виде поперечин, установленных с натиго.м .между ст;; НИНОЙ рабочей клети и нажимны.ми винтами, а каждый нажи.мной
20 винт выполнен в осевом направлении составным из двух элементов, связанных между собой шлицевы.м соединение.м, причем один из э.1е.ментов связан с .механизмом вращения, а второй - с 1айкой 2|.
Недостаток известной конструкции клети заключается в том, что необходимость обеспечения определенных соотношений между деформациями узлов клети с учетом их перераснределения в процессе прокатки, а также наличие составного нажимного винта уменьшает надежность работы механизма установки валков, значительно усложняет конструкцию клети и увеличивает трудоемкость настройки клети. Данное устройство также характеризуется недостаточной жесткостью клети в связи с наличием ненапряженных дополнительных деталей, а это в конечном счете ухудшает качество прокатываемых изделий.
Целью изобретения является повышение жесткости, упрощение конструкции и повышение качества изделий.
Поставленная цель достигается тем, что в предварительно напряженной клети стана поперечно-винтовой прокатки, содержащей станину с крышкой, установленные в станине барабаны с рабочими валками, на жимные винты с гайками и механизмом их вращения, и устройство предварительного напряжения клети, последнее вьпюлнено в виде установленных на крышке регулируемых плавающих упоров и раз.мещенных на станине рычагов, связанных одной поверхностью с регулируемым упором, а второй-с барабано.м рэбоче10 валка.
Регулируе.мый упор вьиюлнен в виде корпуса с отверстием, установленных в отверстии двух последовательно расположенных подвижных штоков, выполненных со сферическими торцами, размещенного внутри штоков гидроцилиндра, расположенного между штоками двухстороннего плавающего клина и двух сферических опор, установленных на сферических торцах.
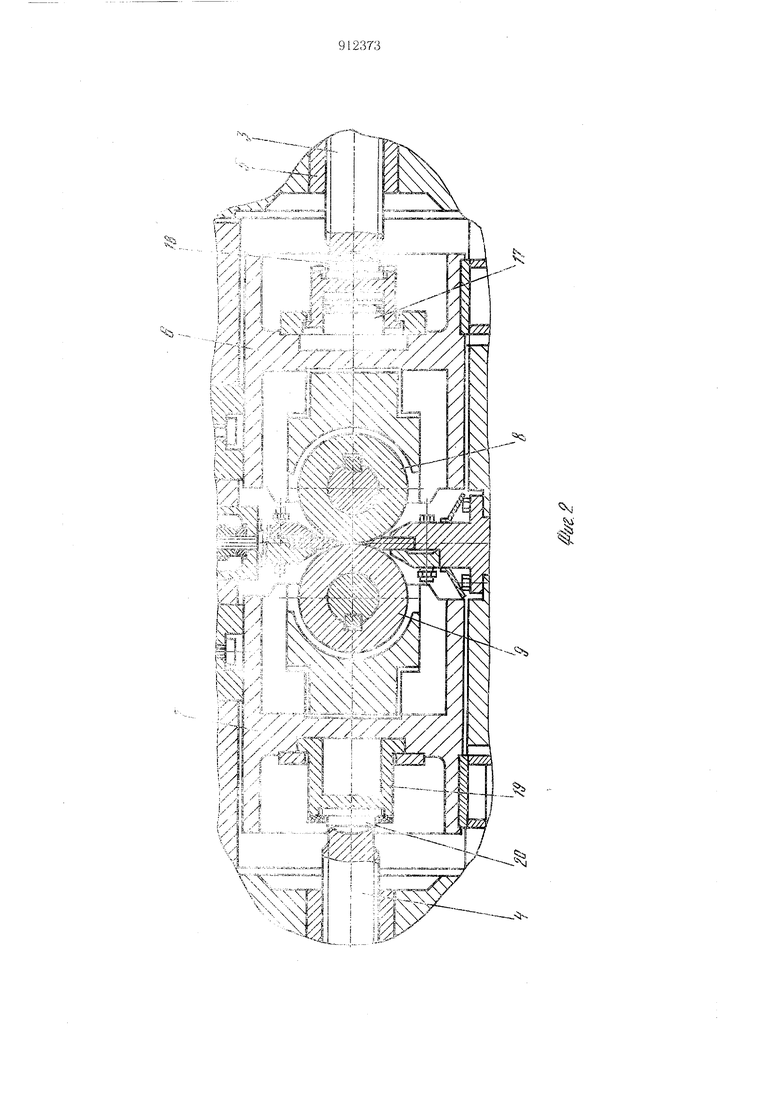
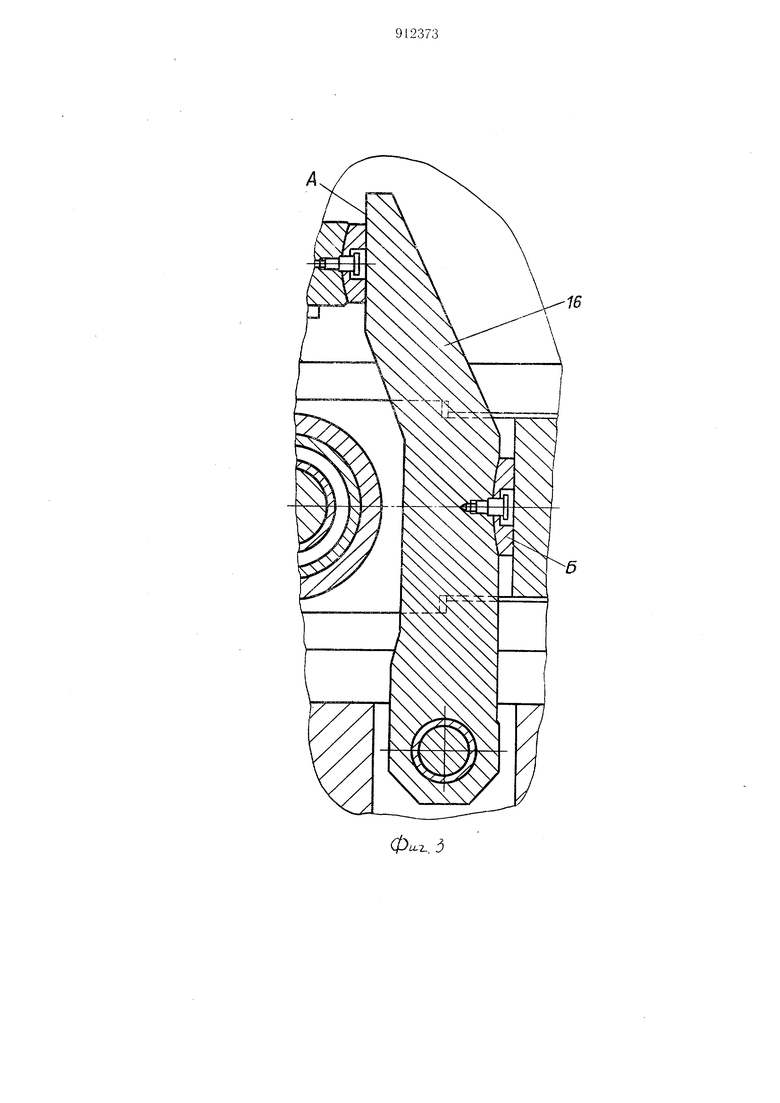
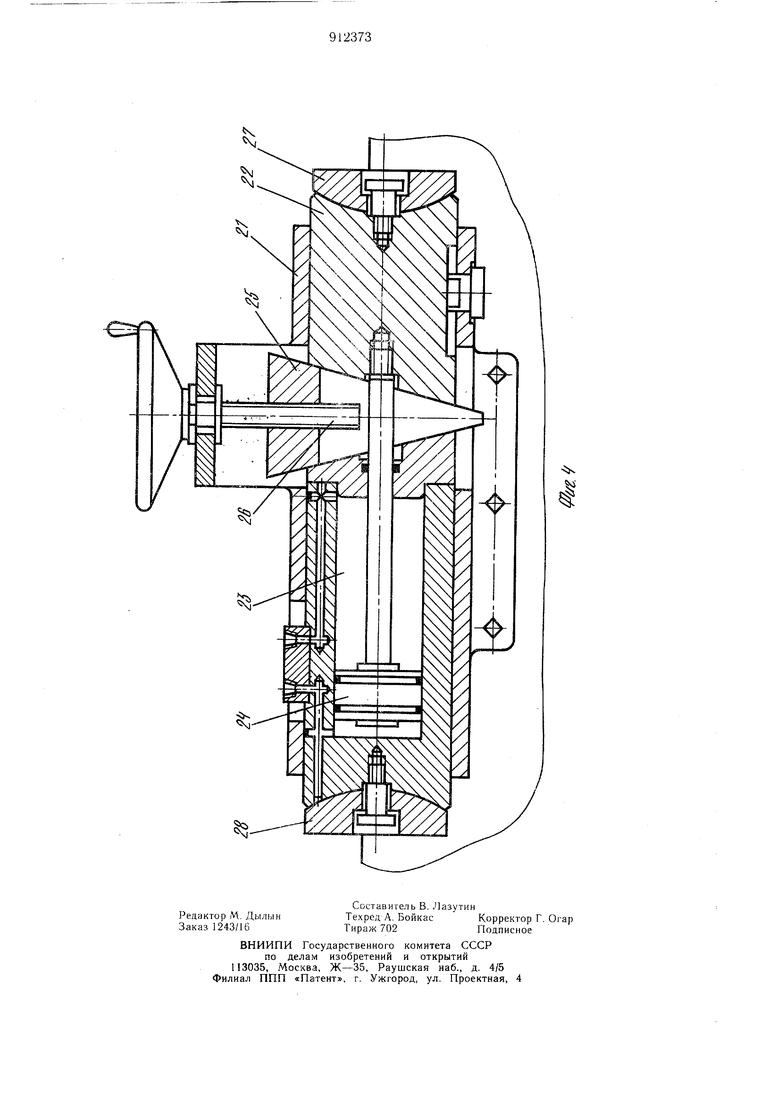
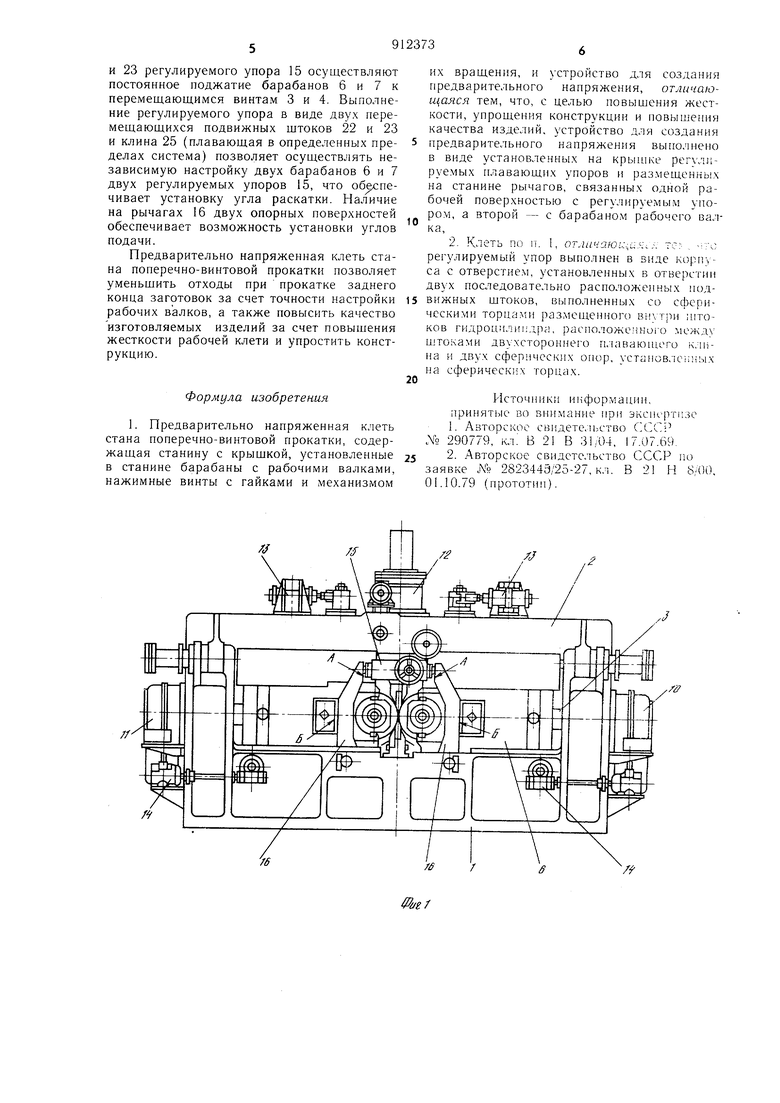
На фиг. 1 изображена предварительно напряженная клеть стана поперечно-винтовой прокатки; общий вид; на фиг. 2 - рабочая клеть, разрез по осям барабанов; па фиг. 3 - рычаг уравновешивания, разрез; на фиг. 4 - регулируемый упор, разрез.
Предварительно на |ряженная рабочая клеть содержит станину 1 с крышкой 2, нажимные винты 3 и 4 с гадками 5, установленные в станине барабана 6 и 7 с рабочими валками 8 и 9. На клети смонтированы механизмы вращения нажимных винтов 10 и 11, механизмы установки верхней линейки 12, стопорения барабанов 13, установки углов подачи 14. Устройство для создания нредварительного напряжения клети выполнено в виде установленных на крьпике 2 регулируемых плавающих упоров 15 и размещенных на станине 1 рычагов 16, связанных одной рабочей поверхностью А с регулируемым упором 15, а второй рабочей поверхностью Б с барабанами 6 и 7 рабочих валков 8 и 9. Между винтом 3 и барабаном 6 установлен гидроцилиндр 7
С ПЯТОЙ 18. Между винтом 4 и барабаном 7 установлен башмак 19 с питой 20. Регулируемый упор 15 выполнен в виде корпуса 21 с отверстием, установленных в отверстии двух последовательно расположенных подвижных штоков 22 и 23, выполненных со сферическими торцами, размещенного внутри штоков гидроцилиндра 24, расположенного между штоками 22 и 23 двухстороннего плавающего клина 25 с винтом 26 и двух сферических опор 27 и 28, установленных на сферических, торцах штоков.
Устройство работает следующим образом.
Настройка валков 8 и 9 на заданный размер осуществляется в режиме холостого хода. При этом перемещением винта 4 через няту 20 и башмак 19 валок 9, располо/исниый в барабане 7, устанавливается на заданный размер прокатки. Установка второго валка 8 на заданный размер осуществляется в два этапа. На первом этапе перемещением винта 3 через пяту 18 и гидроцилиндр 17 валок- 8, установ.ленный в барабане 6, грубо устанавливается на заданный размер. Вращение винтов 3 и 4 осуществляется механизмами вращения 10 и 1 1 нажимных винтов. На втором этапе осуществляется точная настройка валка 8 на заданный размер за счет замыкания на валок 9. При этом регулируемый упор 15 с больщой точностью настраивается на заданный раствор валков. Настройка регулируе.мого упора 15 осуществляется перемещением клина 25 в ту или иную сторону соответствующи.м вращением винта 26. При этом, подвижные штоки 22 и 23 устанавливаются на заданный размер настройки. Встроенный гидроцилиндр выбирает все зазоры, что повь И1ает точность настройки. Подачей рабочей жидкости в гидроцилиндр 17 осуществляется дожатие рабочего валка 8 на заданный размер, причем величина раствора между двумя валками при точной настройке определяется точностью настройки упора 15 с замыканием двух валков друг на друга через рычаги 16, которые рабочими поверхностя.ми А упираются в упор 15, а поверхностями Б в барабаны 6 и 7. Усилие гидроцилиндра 17 обеспечивает выбор всех зазоров и создание предварительного напряжения, что повыпшет точность настройки. Причем высокая точность настройки сохраняется и в процессе прокатки, так как создается предварительное напряжение на всех элементах клети, а это ликвидирует влияние переменного по величине усилия прокатки на величину раствора калибра, что позволяет прокатывать изделия но минусовым допускам с. высоким качеством и точностью и ликвидировать отходы при прокатке концевых участков заготовок. При разведении валков 8 и 9 рабочая жидкость подается в поршневую полость встроенного гидроцилиндра 24 и подвижные щтоки 22
и 23 регулируемого упора 15 осуществляют постоянное поджатие барабанов 6 и 7 к перемещающимся винтам 3 и 4. Выполнение регулируемого упора в виде двух перемещающихся подвижных штоков 22 и 23 и клина 25 (плавающая в определенных пределах система) позволяет осуществлять независимую настройку двух барабанов 6 и 7 двух регулируемых упоров 15, что об печивает установку угла раскатки. Наличие на рычагах 16 двух опорных поверхностей обеспечивает возможность установки углов подачи.
Предварительно напряженная клеть стана поперечно-винтовой прокатки позволяет уменьщить отходы при прокатке заднего конца заготовок за счет точности настройки рабочих валков, а также повысить качество изготовляемых изделий за счет повышения жесткости рабочей клети и упростить конструкцию.
Формула изобретения
1. Предварительно напряженная клеть стана поперечно-винтовой прокатки, содержащая станину с крышкой, установленные в станине барабаны с рабочими валками, нажимные винты с гайками и механизмом
ИХ вращения, и устройство для создания предварительного напряжения, отличающаяся тем, что, с целью повышения жесткости, упрощения конструкции и повышения качества изделий, устройство для создания предварительного напряжения выполнено в виде установленных на крышке регулируемых плавающих упоров и размещенных на станине рычагов, связанных одной рабочей поверхностью с регулируемым упором, а второй - с барабано.м рабочего валка,
2. Клеть по п. 1, ог.г/;гзюи-;и,;1 л то , -iro регулируемый упор выполнен в виде корпуса с отверстием, установленных в отверстии двух последовательно расположенных подвнжньгх штоков, выполненных со сферическими торцами размешенного внутри штоков гидроцилипдря, расположенного между штоками двухстороннего п.чаваюшого K.iiiна и двух сферических опор, установленгых на сферических торцах.
Источники информации, принятые во внимание при экспертизе 1 Авторское свидетельство СССР
.YO 290779, кл: В 21 В 31/04, 17.07.69. 2. Авторское свидетельство СССР по
заявке jYe 282344Э/25-27, кл. В 21 Н 8/00,
01.10.79 (прототип).
.
i
t
. 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Предварительно напряженная клетьСТАНА пОпЕРЕчНО-ВиНТОВОй пРОКАТКи | 1979 |
|
SU837520A1 |
| Рабочая клеть косовалкового стана | 1975 |
|
SU519234A1 |
| Рабочая клеть стана поперечно- ВиНТОВОй пРОКАТКи издЕлийпЕРЕМЕННОгО пРОфиля | 1979 |
|
SU804149A1 |
| Устройство для разворота барабана с валками | 1978 |
|
SU738732A1 |
| Трехвалковая клеть винтовой прокатки | 1979 |
|
SU780913A1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2154539C1 |
| ЧЕТЫРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2010 |
|
RU2433006C1 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1988 |
|
SU1540882A1 |
| Рабочая клеть стана поперечновинтовой прокатки | 1976 |
|
SU655440A1 |
| Клеть стана винтовой прокатки | 1986 |
|
SU1404128A1 |