(54) ПРИСПОСОБЛЕНИЕ ДЛЯ РАСТАЧИВАНИЯ КОНУСНЫХ
ОТВЕРСТИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
| Шпиндельное устройство | 1982 |
|
SU1098679A1 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
| Способ механической обработки глубокого отверстия в трубной заготовке | 2019 |
|
RU2702214C1 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2563401C1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 2004 |
|
RU2273548C1 |
| Устройство для автоматической подналадки резцов борштанги | 1988 |
|
SU1558559A1 |
| Расточная головка | 1982 |
|
SU1158300A1 |
| ПЕРЕНОСНОЙ СВЕРЛИЛЬНЫЙ СТАНОК | 1990 |
|
RU2035269C1 |

1
Изобретение относится к области механической обработки резанием, в частности к растачиванию конусных отверстий,- например, во фланцах судовых валов.
Известны приспособления для растачивания конусных отверстий, например, на расточном станке, содержащие звездочку, взаимодействующую с неподвижным упором для осуществления осевой подачи расточной пиноли.
Предлагаемое приспособление отличается от известных тем, что оно снабжено гильзой, установленной в корпусе под углом к оси шпинделя станка, равным половине угла раста- иваемого конического отвестия, несущей эксцентрично размещенную в ней расточную пиноль и имеющей два фиксированных положения в диаметрально противоположных плоскостях.
Неподвижный упор выполнен в виде подпружиненной втулки, установленной на корпусе приспособления, один торец которой взаимодействует при помощи выполненных на нем выступов с торцом обрабатываемой детали, а другой торец несет, по крайней
мере, три зуба разной длины для зацепления со звездочкой механизма осевой подачи. Это позволяет производить обработку прямых и обратных конусов и обеспечить рабочую и ускоренную подачу расточной пиноли.
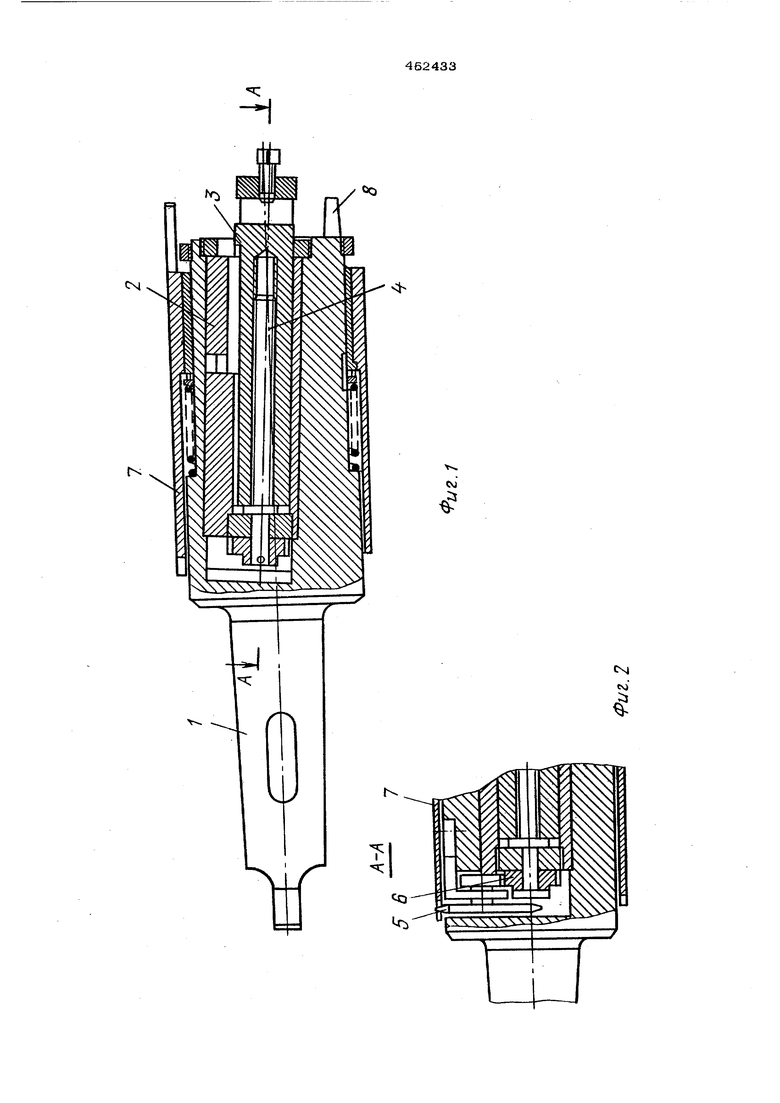
На фиг. 1 изображено предлагаемое приспособление, продольный разрез; на фиг. 2 - разрез по А-А на фиг. 1; на фиг, 3 - расточная пиноль при обработке прямогои обратного конуса.
В корпусе 1, установленном в шпинделе станка, размещена гильза 2, несущая эксцентрично установленную в ней расточную пиноль 3. В пиноли находится винт 4, приводимый от звездочки 5 щестеренной передачей 6. На корпусе установлена упорная подпружиненная втулка 7, на одном торце которой выполнены выступы 8, а на другом, по крайней мере, три зуба разной длины для зацепления со звездочкой 5.
Угол наклона пиноли и величина эксцентриситета определяют технологические I возможности приспособления - утол растачнваемого конуса и наибольшую толщину
детали.
О-О - ось вращения инструмента и ось
обрабатываемого отверстия; Б-Б - положение оси расточной пиноли
при расточке обратного конуса; Б -Б - положение оси расточной пиноли при расточке прямого конуса; В - толщина обрабатываемой детали. Гильза 2 имеет в корпусе 1 два фиксированных положения в диаметрально проти- ВО1ЮЛОЖНЫХ плоскостях.
Приспособление работает следующим образом.
Шпиндель расточного станка со вставленным в него приспособлением подводят к торцу обрабатываемой детали так, чтобы фиксирующие выступы 8 вощли в надежный конгак - с торцом обрабатываемого отвер- слня за счет усилия пружины. При этом расположенные с другой стороны втулки 7 зубья вл:одят в зацепление со звездочкой 5 Для осуществления автоматической рабочей подачи со звездочкой вводится в зацепле- пио один зуб (самый длинный), а при ускоренной подаче в зацепление вводятся остал ные зубья за счет дальнейщего сжатия пружины.
При вращении щпинделя станка с ним вращав гея корпус приспособления, звездочка 5 иабет-ает на зубья втулки 7 и через передачу G вращает винт подачи 4, осу1иес1ьляя осевое перемещепие пииоли 3. Jtii 11е)ехода с растачивания прямохо конуса на обратный иди наоборот необходимо „эксцентриковую гильзу 2 повернуть в корпусе на 18О° и зафиксировать.
Предмет изобретения
1 „Приспособление для растачивания конусных отверстий, например, на расточном станке, содержащее звездочку, взаимодействующую с неподвижным упором для осуществления осевой подачи расточной нино; ли, отличающееся тем, что, с целью обеспечения обработки прямых и обратных конусов, приспособление снаб- . жено гильзой, установленной в корпусе под углом к оси щнинделя станка, равным половине угла растачиваемого конического отверстия, несущей эксцентрично размещенную в ней расточную пиноль и имеющий два фиксированных положения в диаметраль но противоположных плоскостях. 2. Приспособление по п. 1, о т л и- ;чающееся тем, что, с целью обеспечения рабочей и ускоренной нодачи ра сточной пиноли, неподвижный упор выполнен в виде подпружиненной втулки, установленной на корпусе приспособления, один торец которой взаимодействует посредством выполненных на нем выступов с торцом обрабатьшаемой детали, а другой торец несет, по крайней мере, три зуба разной ДJШны для заиенлен1щ со звезйочкой мехаанзыа осевой подачи.
О
Фиг.З
О
