(54) УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ
ОБЕЧАЕК
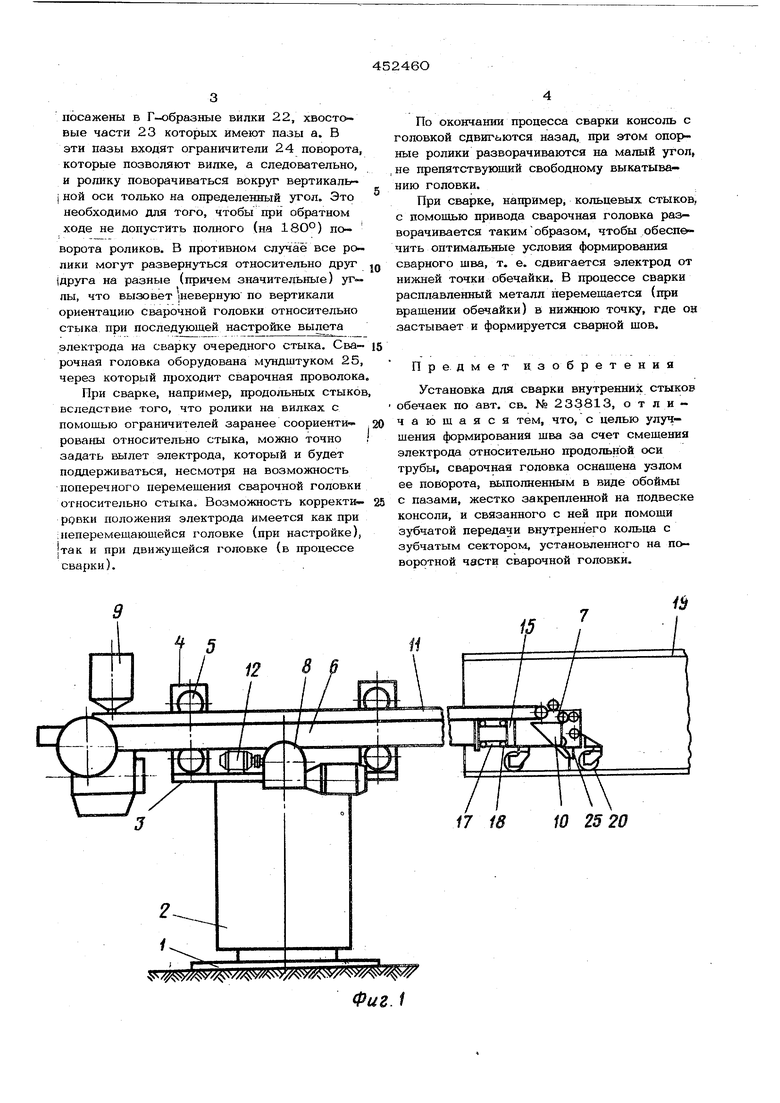
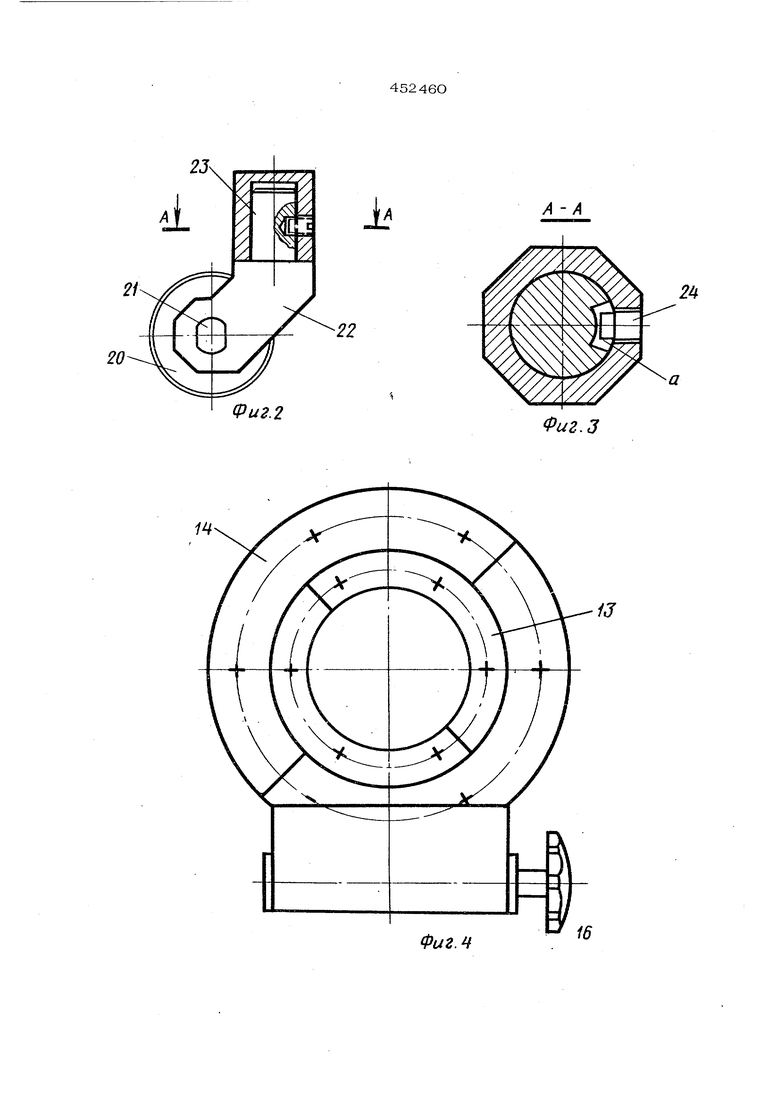
посажены в Г образные вилки 22, хвостовые части 23 которых имеют пазы а. В эти пазы входят ограничители 24 поворота, которые позволяют вилке, а следовательно, и ролику поворачиваться вокруг вертикальi ной оси только на определенный угол. Это необходимо для того, чтобы при обратном ходе не допустить полного (на 18О°) по
Ворота роликов. В противном случае все ролики могут развернуться относительно друг 1друга на разные (причем значительные) углы, что вызовет (неверную по вертикали ориентацию сварочной головки относительно стыка при последующей настройке вылета электрода на сварку очередного стыка, Сварочная головка оборудована мундштуком 25, через который проходит сварочная проволока При сварке, например, продольных стыков вследствие того, что ролики на вилках с помощью ограничителей заранее соориенти- рованы относительно стыка, можно точно задать вылет электрода, который и будет поддерживаться, несмотря на возможность поперечного перемещения сварочной головки относительно стыка. Возможность корректи- ррвки положения электрода имеется как при :неперемещающейся головке (при настройке), так и при движущейся головке (в процессе сварки).
По окончании процесса сварки консоль с головкой сдвигаются назад, при этом опорные ролики разворачиваются на малый угол , не препятствующий свободному выкатыванию головки.
При сварке, например, кольцевых стыков с помощью привода сварочная головка разворачивается такимобразом, чтобы обесп&чить оптимальные условия формирования сварного щва, т. е. сдвигается электрод от нижней точки обечайки. В процессе сварки расплавленный металл перемещается (при вращении обечайки) в нижнюю точку, где он застывает и формируется сварной шов.
Предмет изобретения
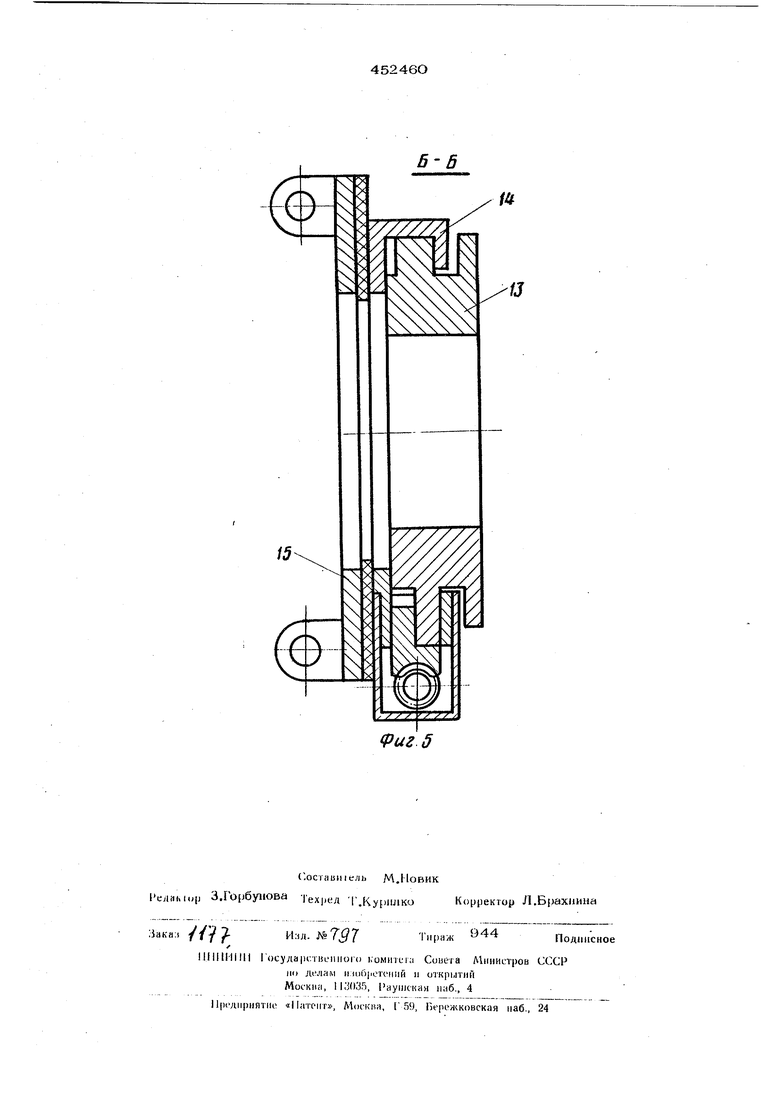
Установка для сварки внутренних стыков обечаек по авт. св. № 233813, отличающаяся тем, что, с целью улучщения формирования щва за счет смещения электрода относительно продольной оси трубы, сварочная головка оснащена узлом ее поворота, выполненным в виде обоймы с пазами, жестко закрепленной на подвеске консоли, и связанного с ней при помощи зубчатой передачи внутреннего кольца с зубчатым сектором, установленного на поворотной части сварочной головки. 10 2520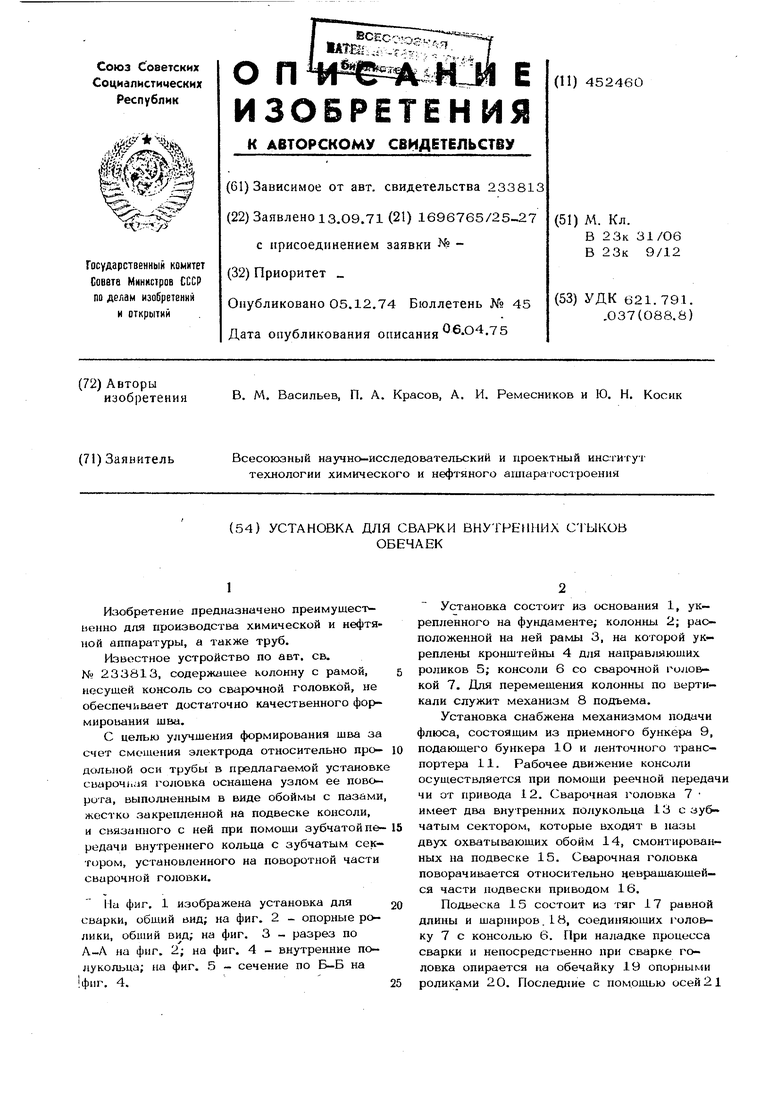
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ЭЛЕКТРОДУГОВОЙ СВАРКИ с КОЛЕБАНИЯМИ СВАРОЧНОЙ ГОРЕЛКИ | 1971 |
|
SU301238A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Устройство для автоматической приварки патрубков к сосудам | 1990 |
|
SU1824278A1 |
| УСТРОЙСТВО для ДУГОВОЙ СВАРКИ ВНУТРЕННИХ швов ТРУБ | 1972 |
|
SU335061A1 |
| Устройство для тепловой обработки металла | 1983 |
|
SU1155404A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРИ Of СОЮ ЗНАЯШ;Т;:;1Л:0-;;.Х^^;г;?МйЯБИБЛИОТЕКА | 1971 |
|
SU322247A1 |
| Способ электродуговой сварки кольцевых швов крупногабаритных обечаек | 1982 |
|
SU1050836A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| Устройство для сварки вертикальных угловых швов | 1991 |
|
SU1796393A1 |
2- 1
±
,f // //S$ /// / y/f Y S
Фиг. 1
ФиЗ.2
А -А
а
Фиг.З
16
Фиг. ч
Б-6
(риг 5
