Изобретение относится к сварке, а именно к устройствам для сварки замкнутых криволинейных пространственных швов, в частности для приварки радиальных и нерадиальных патрубков к днищам и обечайкам сосудов в машиностроении и может быть использовано в атомном машиностроении, энергетике, металлургии и химической промышленности.
Цель изобретения - улучшение качества сварки путем повышения точности ориентирования сварочной горелки по стыку.
Такое конструктивное выполнение следящего механизма обеспечивает непосредственно его контакт с сосудом в зоне сварного шва, за счет чего обеспечивается повышение точности ориентирования сварочной горелки по всему пространственному контуру сварного шва и улучшение качества сварного соединения за счет обеспечения постоянного заданного сварного зазора по всему стыку.
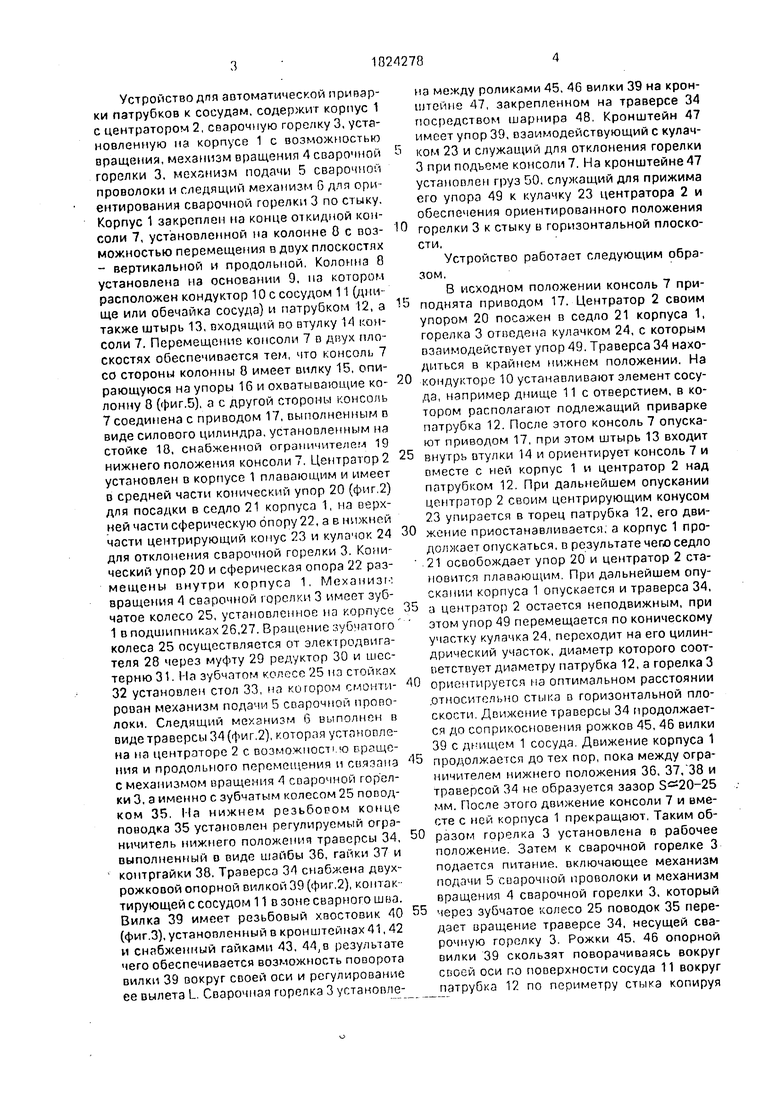
На фиг. 1 изображено устройство для автоматической приварки патрубков к сосудам, общий вид: на фиг.2 - узел I на фиг.1; на фиг.З - вид А на фиг,2; на фиг.4 - разрез Б-Б на фиг. 1; на фиг.5 - вид В на фиг г.
со к ю VI
00
Устройство дпл автоматической приварки патрубков к сосудам, содержит корпус 1 с центратором 2, сварочную горелку 3,установленную на корпусе 1 с возможностью вращения, механизм вращения 4 сварочной горелки 3, механизм подачи 5 сварочной проволоки и следящий механизм О для ориентирования сварочной горелки 3 по стыку. Корпус 1 закреплен на конце откидной консоли 7, установленной на колонне 0 с воз- можностью перемещения в доух плоскостях - вертикальной и продольной, Колонна 8 установлена на основании 9, па котором расположен кондуктор 10 с сосудом 11 (днище или обечайка сосуда) и патрубком 12, а также штырь 13, входящий по втулку 14 консоли 7. Перемещение консоли 7 в двух плоскостях обеспечивается тем, что консоль 7 со стороны колонны 8 имеет вилку 15, опирающуюся на упоры 16 и охватывающие ко- лонну 8 (фиг.5), а с другой стороны консоль 7 соединена с приводом 17, выполненным в виде силового цилиндра, установленным на стойке 10, снабженной ограничителем 19 нижнего положения консоли 7. Центратор 2 установлен в корпусе 1 плавающим и имеет в средней части конический упор 20 (фиг.2) для посадки в седло 21 корпуса 1, на верхней части сферическую опору 22, а в нижней части центрирующий конус 23 и кулачок 24 для отклонения сварочной горелки 3. Конический упор 20 и сферическая опора 22 размещены внутри корпуса 1. Механизм, вращения 4 сварочной горелки 3 имеет зубчатое колесо 25, установленное на корпусе 1 в подшипниках 26,27. Вращение зубчатого колеса 25 осуществляется от электродвигателя 28 через муфту 29 редуктор 30 и шестерню 31. На зубчатом колесе 25 на стойках 32 установлен стол 33, на котором смонш- рован механизм подачи 5 сварочной проволоки. Следящий механизм 6 выполнен в виде траверсы 34 (фиг.2), которая установлена на центраторе 2 с возможностью враще
ния и продольного перемещения и связана
с механизмом вращения 4 сварочной горелки 3, а именно с зубчатым колесом 25 поводком 35. На нижнем резьбовом конце поводка 35 установлен регулируемый ограничитель нижнего положения траверсы 34, выполненный о виде шайбы 36, гайки 37 и контргайки 38. Траверса 34 снабжена двух- рожковой опорной вилкой 39 (фиг.2), контактирующей с сосудом 11 в зоне сварного шва. Вилка 39 имеет резьбовый хвостовик 40 (фиг.З), установленный в кронштейнах 41,42 и снабженный гайками 43, 44,в результате чего обеспечивается возможность поворота вилки 39 вокруг своей оси и регулирование ее вылета L. Сварочная горелка 3 установле5 0 5 0 5 0
5
0 5
на между роликами 45, 46 вилки 39 на кронштейне 47, закрепленном на траверсе 34 посредством шарнира 48. Кронштейн 47 имеет упор 39, взаимодействующий с кулачком 23 и служащий для отклонения горелки 3 при подъеме консоли 7. На кронштейне 47 установлен груз 50, служащий для прижима его упора 49 к кулачку 23 центратора 2 и обеспечения ориентированного положения горелки 3 к стыку в горизонтальной плоскости,
Устройство работает следующим образом.
В исходном положении консоль 7 приподнята приводом 17. Центратор 2 своим упором 20 посажен в седло 21 корпуса 1, горелка 3 отведена кулачком 24, с которым взаимодействует упор 49. Траверса 34 находиться в крайнем нижнем положении. На кондукторе 10 устанавливают элемент сосуда, например днище 11 с отверстием, в котором располагают подлежащий приварке патрубка 12. После этого консоль 7 опускают приводом 17, при этом штырь 13 входит внутрь втулки 14 и ориентирует консоль 7 и вместе с ней корпус 1 и центратор 2 над патрубком 12. При дальнейшем опускании центратор 2 своим центрирующим конусом 2.3 упирается в торец патрубка 12. его движение приостанавливается, а корпус 1 продолжает опускаться, в результате чего седло 21 освобождает упор 20 и центратор 2 становится плавающим. При дальнейшем опускании корпуса 1 опускается и траверса 34, а центратор 2 остается неподвижным, при этом упор 49 перемещается по коническому участку кулачка 24, переходит на его цилиндрический участок, диаметр которого соответствует диаметру патрубка 12, а горелка 3 ориентируется на оптимальном расстоянии .относительно стыка в горизонтальной плоскости. Движение траверсы 34 продолжается до соприкосновения рожков 45, 46 вилки 39 с днищем 1 сосуда. Движение корпуса 1 продолжается до тех пор, пока между ограничителем нижнего положения 36, 37,38 и траверсой 34 не образуется зазор Sci20-25 мм. После этого движение консоли 7 и вместе с ней корпуса 1 прекращают. Таким образом горелка 3 установлена в рабочее положение. Затем к сварочной горелке 3 подается питание, включающее механизм подачи 5 сварочной проволоки и механизм вращения 4 сварочной горелки 3, который через зубчатое колесо 25 поводок 35 передзет вращение траверсе 34, несущей сварочную горелку 3. Рожки 45, 46 опорной вилки 39 скользят поворачиваясь вокруг своей оси по поверхности сосуда 11 вокруг патрубка 12 по периметру стыка копируя
поверхность. Сварочная горелка 3, находящаяся между рожками 45, 46 опорной вилки 39 на заданном расстоянии совместно с вилкой поднимается и опускается в зависимости от положения стыка в пространстве, обеспечивая постоянный сварочный зазор и высокое качество сварки. После окончания приварки патрубка 12 к сосуду 11 подачу питания к сварочной горелке 3 прекращают и включают механизм подачи 5 сварочной проволоки, а механизм вращения 4 сварочной горелки 3 не выключается. Включают привод 17 и поднимают консоль 7 и вместе с ней корпус 1. При подъеме корпуса 1 поднимается и поводок 35. который после вы- бора зазора S (фиг.2) посредством ограничителя 36, 37, 38 поднимают траверсу 34, которая скользит вдоль неподвижного центратора 2. Упор 49 скользит вдоль конического кулачка 24, отводит в сторону рычаг 47 со сварочной4 горелкой 3 Седло 21. достигнув упора 20, поднимает центратор 2 совместное корпусом 1, освобождая патрубок 12. После этого привод 17 выключают и снимают изделие с кондуктора 10. З.атем процесс повторяют.
Предлагаемое устройство для приварки патрубков к сосудам за счет новой конструкции следящего механизма позволяет повысить точность ориентирования сварочной горелки и стабилизировать сварочный зазор по стыку, что улучшает качество сварного соединения. Кроме того, предложенная конструкция не требует переналадки следя
гг. 1 г
/.s / //// // //у/////Л ///
j
.
щего механизма при изменении номенклатуры привариваемых патрубков и может применяться для приварки как радиальных так и нерадиальных патрубков к днищам и обечайкам сосудов различной формы. Формула изобретения 1. Устройство для автоматической приварки патрубков к сосудам, содержащее корпус с центратором, сварочную горелку, установленную на корпусе с возможностью вращения, механизм вращения сварочной горелки, механизм подачи сварочной проволоки и механизм слежения с кулачком по стыку,, о т личающееся тем что, с целью повышения качества сварки путем повышения точности ориентирования сварочной горелки по стыку, механизм слежения по стыку выполнен в виде траверсы, поводка, двухрожковой опорной вилки, кронштейна с упором, при этом траверса установлена на центраторе с возможностью вращения и продольного перемещения и кинематически связана с механизмом вращения сварочной горелки посредством поводка, двухрожковая опорная вилка закреплена на траверсе с возможностью поворота и регулирования ее вылета, кронштейн шарнирно закреплен на траверсе с возможностью взаимодействия посредством упора с кулачком, а сварочная горелка закреплена на кронштейне между рожками опорной вилки, 2 Устройство поп 1,отличающееся тем, что поводок снабжен ограничителем нижнего положения траверсы
S/fY //S/S///s /r/H S//S/W
. V v /J
Фиг
///////
#
47,
3
w

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической приварки штуцеров и патрубков | 1976 |
|
SU647087A1 |
| Устройство для приварки патрубков и фланцев к сосудам | 1988 |
|
SU1590291A1 |
| Установка для многодуговой автоматической сварки | 1988 |
|
SU1722757A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1983 |
|
SU1146908A1 |
| Сборочно-сварочная установка | 1991 |
|
SU1816620A1 |
| Устройство для автоматической электродуговой сварки тавровых соединений | 1980 |
|
SU912460A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |
| Поточная механизированная линия для изготовления барабанов ленточных конвейеров | 1975 |
|
SU737176A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2039640C1 |


Использованием сварке, а именно в устройствах для соарки замкнутых криволинейных пространственных швов, в частности для приварки радиальных и нерадиальных патрубков к днищам и обечайкам сосудов в машиностроении, в атомном машиностроении, энергетике, металлургии и химической промышленности. Сущность изобретения; устройство содержит корпус с центратором, сварочную горелку, установленную на корпусе с возможностью вращения, механизм вращения сварочной горелки, механизм подачи сварочной проволоки и следящий механизм. Следящий механизм выполнен в виде траверсы, которая установлена на центраторе с возможностью вращения и продольного перемещения, связана с механизмом вращения сварочной горелки поводком и снабжена двухрожковой опорной вилкой, контактирующей с сосудом в зоне сварного шва. Сварочная горелка установлена между рожками вилки на кронштейне, шарнирно закрепленном на траверсе. Вилка установлена с возможно- стью поворота вокруг своей оси и регулирования ее вылета. 1 з.п.ф-лы, 5 ил. (Л С
Шиг.г
Вид А
42
39
45
Фиг,.5
| Устройство для автоматической приварки штуцеров и патрубков | 1976 |
|
SU647087A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для приварки патрубков и фланцев к сосудам | 1988 |
|
SU1590291A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
