Изобретение относится к сварочному оборудованию, в частности к автоматическим устройствам для сварки поворотных стыков труб большого диаметра с толщиной стенки 20мм.
Известно устройство для электродуговой сварки с колебаниями сварочной горелки, содержащее корпус, редуктор с мотором, сварочную горелку и механизмы перемещения горелки и регулировки амплитуды колебаний. В таком устройстве время задержки электрода в углах стыка постоянно и задается .профилем канавки, выполненной на поверхности кулачка. Горелка с электродом закреплена на двух-трех цилиндрических направляющих, которые прямолинейно перемещаются в отверстиях корпуса. Для изменения времени задержки в этом устройстве нужно остановить сварку и сменить кулачок. На эту операцию требуется много времени и ухудшается качество сварного щва. Кроме того, прямолинейная траектория движения конца электрода поперек стыка приводит к непроплавлению стенки разделки, так как электрод в крайнем положении образует со стенкой разделки угол приблизительно 30°.
Предложенное устройство отличается от известного тем, что механизм поперечного перемещения выполнен в виде установленного в корпусе кулачка кардиоидного профиля, кинематически связанного с роликами подвижной
каретки, взаимодействующей посредством направляющих через щарики с неподвижными направляющими корпуса. В каретке подвижно установлена ось, на одном из ее торцов
смонтирован подвижный сухарь, а на другом выполнен выступ, размещенный в пазу второй оси, на которой с возможностью поворота установлено несущее сварочную головку приближенное прямило с рычагами, смонтированными в корпусе. Головка сухаря располол ена в пазу второй каретки, установленной с возможностью перемещения в корпусе устройства. Такое выполнение устройства позволяет
сэкономить до 20% рабочего времени, так как исключается замена кулачков, и улучшить качество сварного щва за счет сложного перемещения электрода поперек стыка, в результате которого электрод занимает по отношению к боковой поверхности разделки стыка положение, близкое к нормальному.
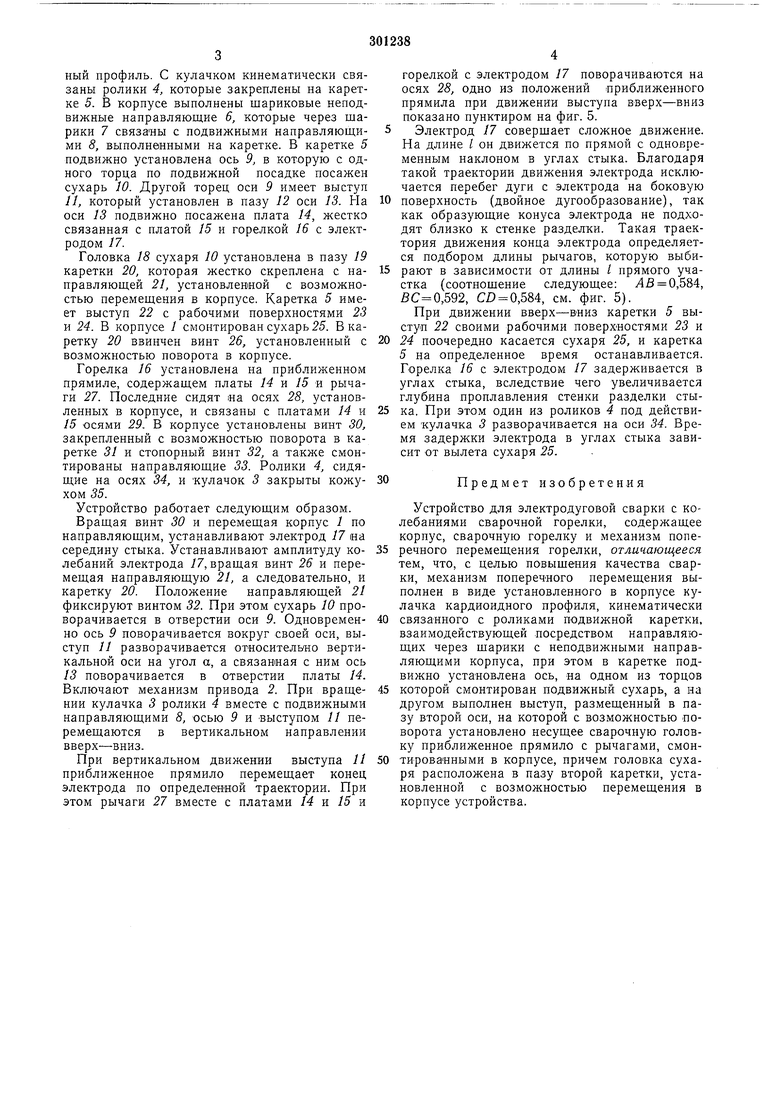
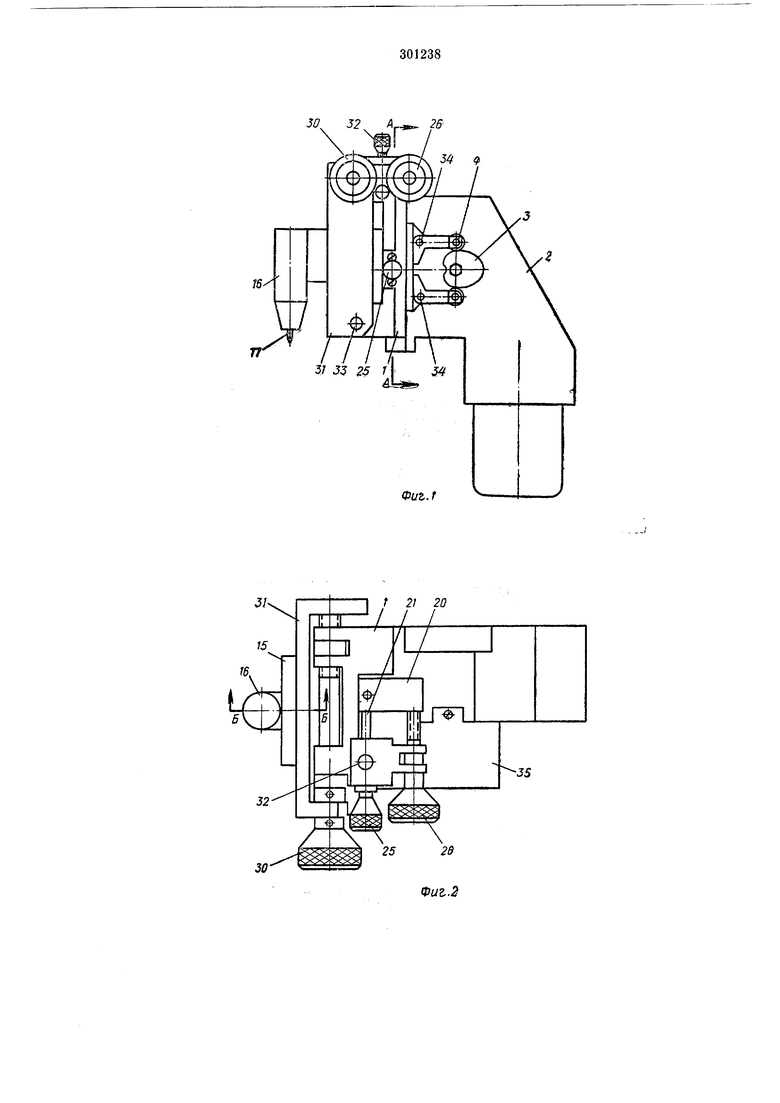
На фиг. 1 показано описываемое устройство, вид спереди; на фиг. 2-то же, вид сверху, на фиг. 3 - то же, вид сбоку; на фиг. 4 -
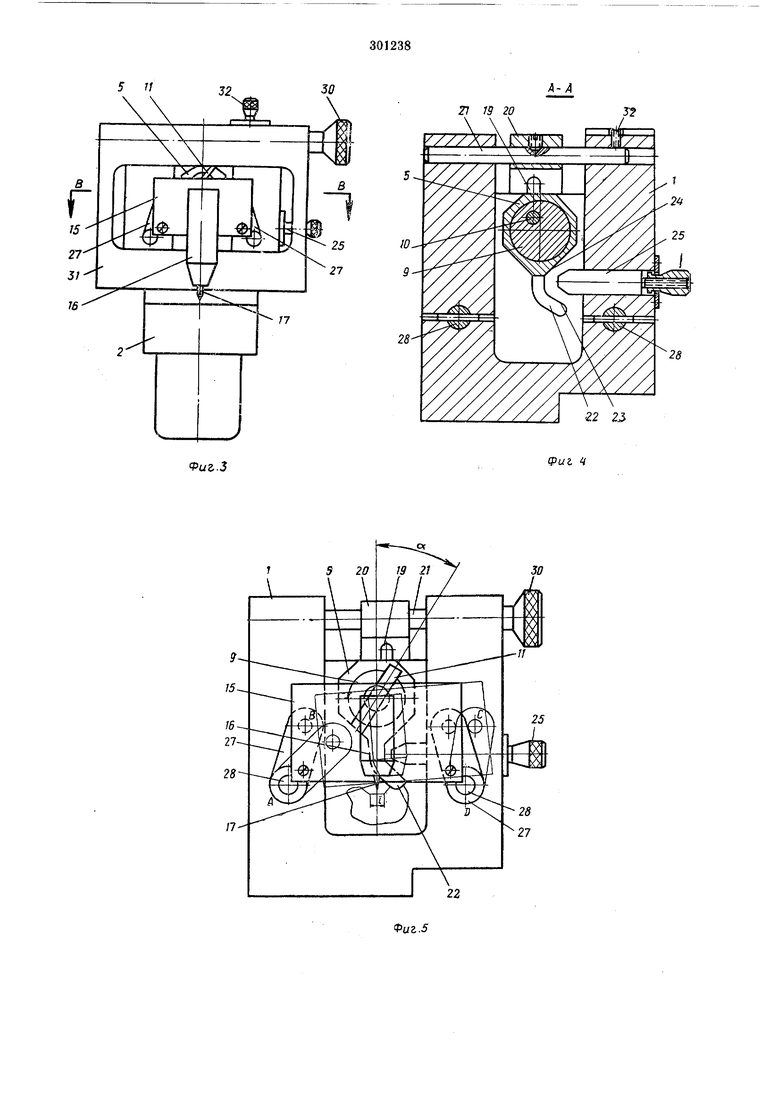
разрез по А-А на фиг. 1; на фиг. 5 - схема колебания горелки; на фиг. 6 - разрез по Б-Б фиг. 2; на фиг. 7 - разрез по В-В фиг. 3.
ный профиль, с кулачком кинематически связаны ролики 4, которые закреплены на каретке 5. В корпусе выполнены шариковые неподвижные направляющие 6, которые через шарики 7 связаны с подвижными направляюш;ими 8, выполненными на каретке. В каретке 5 подвижно установлена ось 9, в которую с одного торца по подвижной посадке посажен сухарь 10. Другой торец оси 9 имеет выступ 11, который установлен в пазу 12 оси 13. На оси 13 подвижно посажена плата 14, жестко связанная с платой 15 и горелкой 16 с электродом 17.
Головка 18 сухаря 10 установлена в пазу 19 каретки 20, которая жестко скреплена с направляюш;ей 21, установленной с возможностью перемещения в корпусе. Каретка 5 имеет выступ 22 с рабочими поверхностями 23 и 24. В корпусе 1 смонтирован сухарь 25. В каретку 20 ввинчен винт 26, установленный с возможностью поворота в корпусе.
Горелка 16 установлена на приближенном прямиле, содержаш,ем платы 14 и 15 и рычаги 27. Последние сидят иа осях 28, установленных в корпусе, и связаны с платами 14 и 15 осями 29. В корпусе установлены винт 30, закрепленный с возможностью поворота в каретке 31 и стопорный винт 32, а также смонтированы направляюшие 33. Ролики 4, сидящие на осях 34, и кулачок 5 закрыты кожухом 35.
Устройство работает следующим образом.
Врашая винт 30 и перемещая корпус 1 по направляющим, устанавливают электрод 17 еа середину стыка. Устанавливают амплитуду колебаний электрода /7, вращая винт 26 и перемещая направляющую 21, а следовательно, и каретку 20. Положение направляющей 21 фиксируют винтом 32. При этом сухарь 10 проворачивается в отверстии оси 9. Одновременно ось 9 поворачивается вокруг своей оси, выступ 11 разворачивается относительно вертикальной оси на угол а, а связанная с ним ось 13 поворачивается в отверстии платы 14. Включают механизм привода 2. При вращении кулачка 3 ролики 4 вместе с подвижными направляющими 8, осью 9 и выступом 11 перемещаются в вертикальном направлении вверх-вниз.
При вертикальном движении выступа 11 приближенное прямило перемещает конец электрода по определенной траектории. При этом рычаги 27 вместе с платами 14 vi 15 -л
горелкой с электродом 17 поворачиваются на осях 28, одно из положений приближенного прямила при движении выступа вверх-вниз показано пунктиром на фиг. 5. Электрод 17 совершает сложное движение. На длине / он движется по прямой с одновременным наклоном в углах стыка. Благодаря такой траектории движения электрода исключается перебег дуги с электрода на боковую
поверхность (двойное дугообразование), так как образующие конуса электрода не подходят близко к стенке разделки. Такая траектория движения конца электрода определяется подбором длины рычагов, которую выбирают в зависимости от длины / прямого участка (соотнощение следующее: fi 0,584, ,592, CZ) 0,584, см. фиг. 5).
При движении вверх-вниз каретки 5 выступ 22 своими рабочими поверхностями 23 и
24 поочередно касается сухаря 25, и каретка 5 на определенное время останавливается. Горелка 16 с электродом 17 задерживается в углах стыка, вследствие чего увеличивается глубина проплавления стенки разделки стыка. При этом один из роликов 4 под действием кулачка 5 разворачивается на оси 34. Время задержки электрода в углах стыка зависит от вылета сухаря 25.
Предмет изобретения
Устройство для электродуговой сварки с колебаниями сварочной горелки, содержащее корпус, сварочную горелку и механизм поперечного перемещения горелки, отличающееся тем, что, с целью повышения качества сварки, механизм поперечного перемещения выполнен в виде установленного в корпусе кулачка кардиоидного профиля, кинематически
связанного с роликами подвижной каретки, взаимодействующей посредством направляющих через шарики с неподвижными направляющими корпуса, при этом в каретке подвижно установлена ось, на одном из торцов
которой смонтирован подвижный сухарь, а на другом выполнен выступ, размещенный в пазу второй оси, на которой с возможностью поворота установлено несущее сварочную головку приближенное прямило с рычагами, смонтированными в корпусе, причем головка сухаря расположена в пазу второй каретки, установленной с возможностью перемещения в корпусе устройства.
SO 32 A, 2&
IS --
Фиг. r 
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1967 |
|
SU202408A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1972 |
|
SU338337A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Устройство для сварки | 1985 |
|
SU1250422A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Устройство для сварки с колебаниямиэлЕКТРОдА | 1979 |
|
SU841854A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| Устройство для сообщения сварочной горелке колебаний | 1979 |
|
SU863241A2 |
| Устройство для автоматической сварки неплавящимся электродом | 1983 |
|
SU1301616A1 |
| Устройство для автоматической сваркиНЕпОВОРОТНыХ КОльцЕВыХ СТыКОВ | 1979 |
|
SU823039A1 |
J/
2526
5 Г/
52
{ yN I
1
25 27
Г7
Фиг.5
Д-/4
J
/с.
92828
22 23
9ui Ч
3S
27
22
/7
1 5 20 18
W 9 8
23
