1
Изобретение относится к производству пневматических шин, оно предназначено для стыковки авто камер.
Известен станок для стыковки автокамер содержащий смонтированный на станине ме- ханизм стыковки с приводны ли от цилиндра салазками и тисками, электрообогреваемые ножи, наковальню для резки и механизм заворота концов камеры. Недостатком известного станка является удаление вручную откодов от отрезки концов камеры, что увеличивает трудоемкость и снижает прюизводи- тельность труда.
Цель изобретения - устранение указанного недостатка. Поставленная цель достигается тем, .что наковальня установлена с возможностью поворота в вертикальной плоскости и снабжена приводом поворота и подпружиненными выталкивателякш, взаимодействующими с неподвижным упором, который закреплен на станине, а приводной цилиндр салазок выполнен трехполоотным, причем поршни верхней и средней полортей смонтированы на общем штоке,
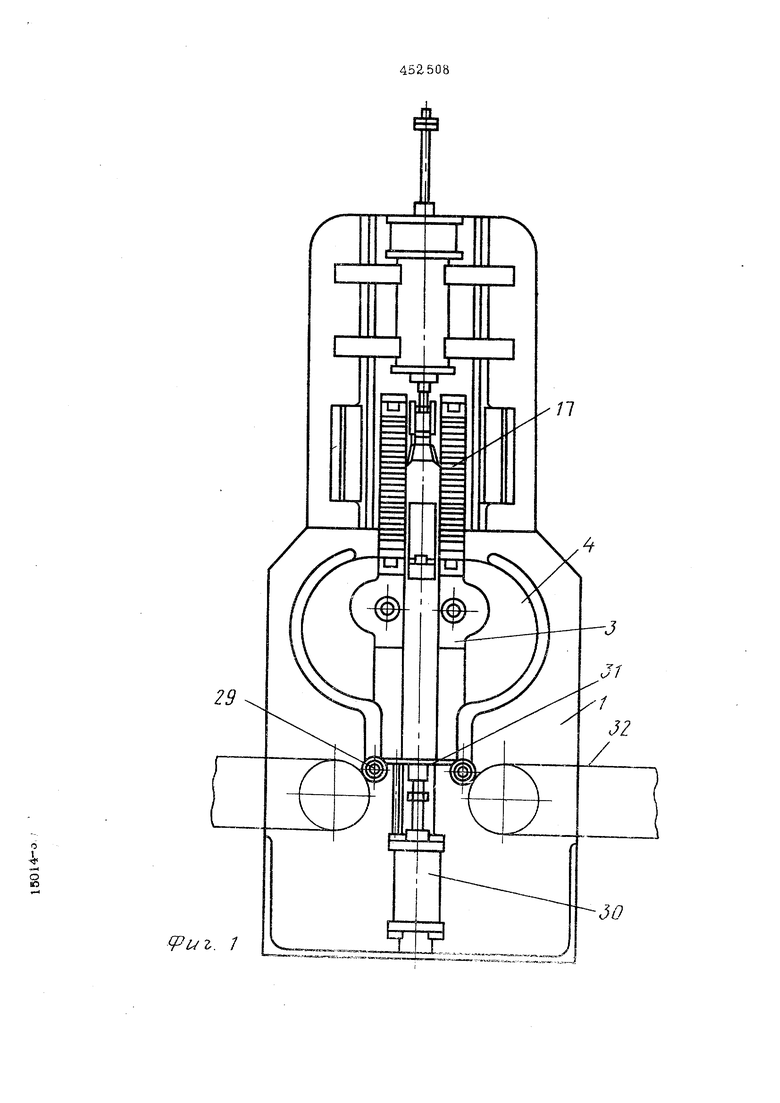
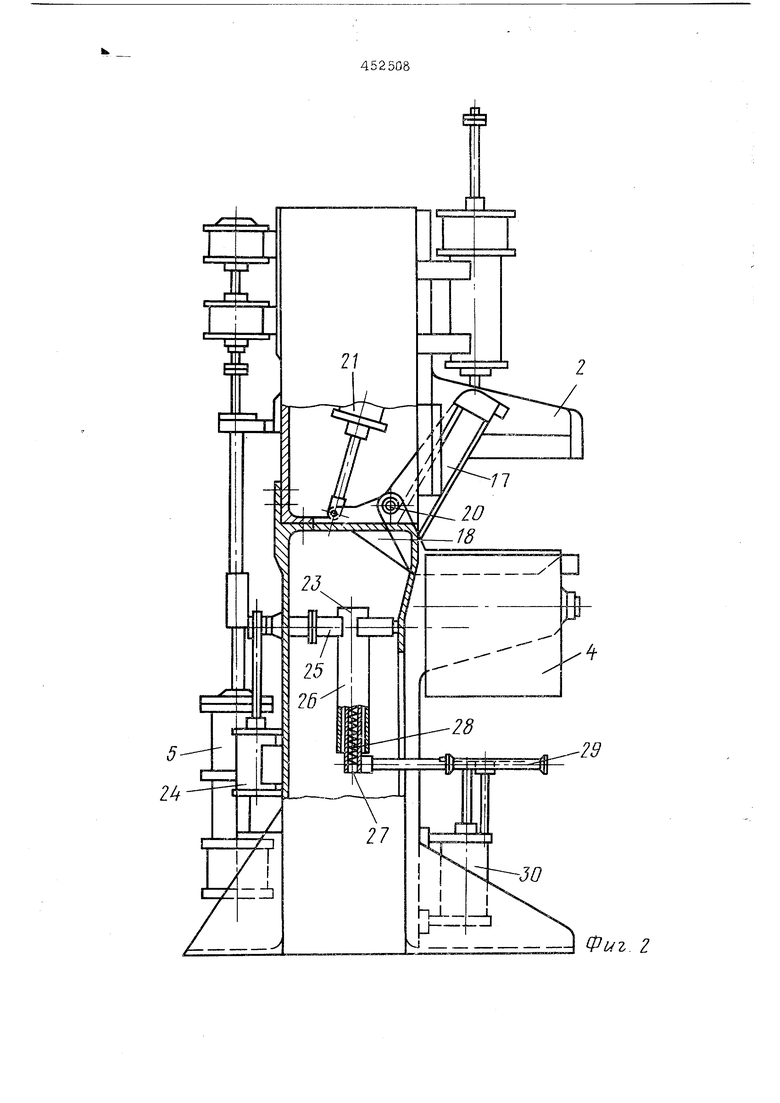
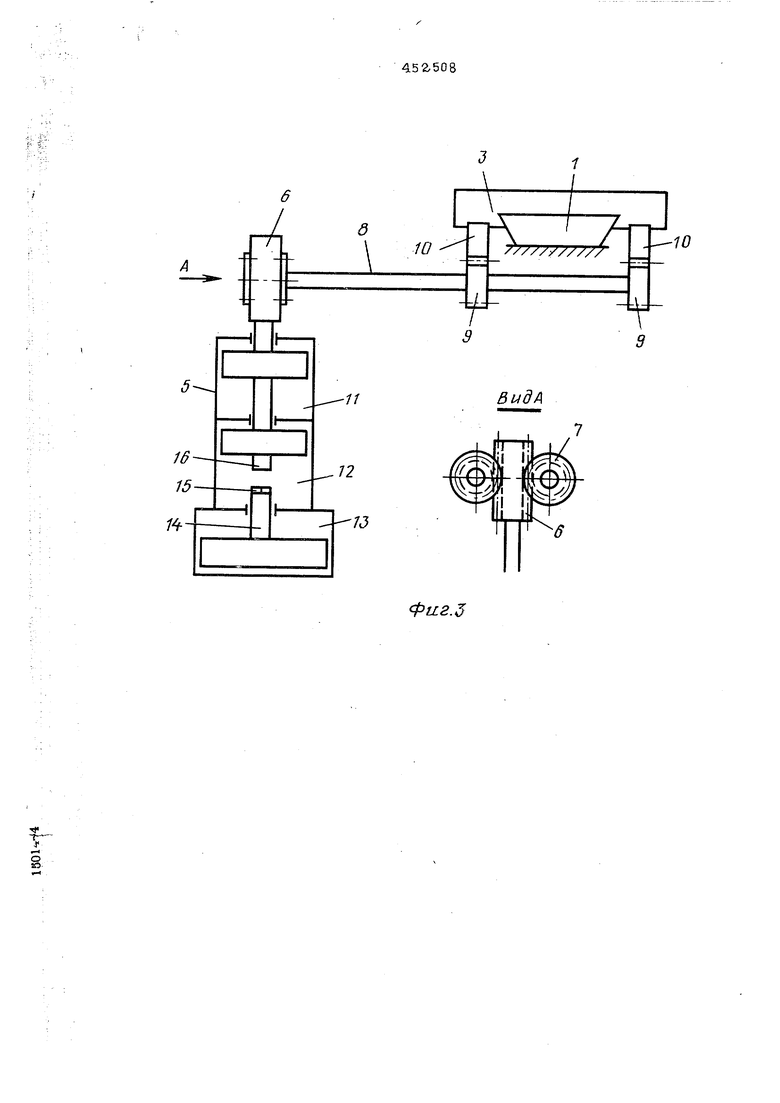
На фиг. 1 изображен предлагаемый станок; на фиг. 2 - то же, вид сбоку; на
фиг. 3 - привод салазок и вид по стрелке А; на фиг. 4 - узел наковальни и разрез по Б-Б (выталкиватель отходов).
Станок для стыковки автокамер содержит станину 1, по вертикальным направляющим которой перемешается режущий блок 2 с электрообогреваемыми ножами, а по горизонтальным направляющим - салазки 3 с шаблонами 4. Привод салазок 3 осуществляется от трехполостного цилиндра 5 через рейку 6,закрепленную на штоке цш1шздр)а и находящуюся в зацеплении с шестернями 7,которые -жестко смонтированы на валах 8. На валах 8 закреплены также по две шестерни 9, входящие в зацепление с рейками 10, жестко соединенными с салазками 3. Полости 11 и 12 цилиндра 5 служат для полного схождения и расхождения салазок 3,. а полость 13 большего диаметра, чем диаметр полостей 11 и 12, предназначена для предварительного расхождения салазок 3 на 5-10 мм по окончании процесса стыковки и освобождения заусенцев, образовавшихся во время стыковки и зажатых салазками, так как при полном расхождении салазок 3 камера разорвется. Для регулировки величины предварительного расхождения салазок 3 служит шток 1 с Боэрнутъш в Него винтом 15, в который отпирается верхний шток 16. На плитах сапазок 3 закреплены тиски 17с пневматическими подушками. Наковальня 18 -длярезки с подпружиненными выталкивателями 19 отходов поворачивается на оси 2О, закрепленной внутри станины 1, и имеет пневматический привод 21. Упор 22, за- крепоченный на станине, слуншт для лереме щения выталкивателей 19 отходов при повороте наковальни 18 внутрь станины. Механизм заворота 23 камеры приводится в движение от пневмоцилиндров 24, которые .через передачу рейка - шестерня поворачивают устанавливаемые внутри станины валы 25. К валаь. 25 приварены корпуса 26, внутри которых перемещаются направляющие - 2 7, поднимаемые пружинами 28 в верхнее положение. На конце направляющих 27 закреплены оси роликов 2 На станине под роликами расположен пнев- моцилиндр 30 с закрепленной на щтоке пластиной 31, который служит для перемещения роликов 29 вниз и установления их на уровне транспортных средств 32, подающих камерные рукава к станкам. Отходы 33 после обрезки -камерного рукава удаляются внутри станины 1. Станок работает следующим образом. Камерньш рукав, двил ущийся по транспортеру 32, центрируется по длине и ширине и останавливается под шаблонок) 4. Шток, цилиндра ЗО фиксации роликов 29 поднимается, освобождая ролики, которые при помощи пружин 28 поджимают камеру к шаблону4. От цилиндров 24 через передачу рейка - шестерня валы 25 приводятся во вращение, поворачивая направляю- , щие 27 с роликами 29, которые заворачивают камерный рукав на щаблон 4 салазок 3 и останавливаются в верхнем по .ложепии.по окончании заворота до тех пор пока тиски 17 не опустятся и не прижмет камерный рукав к салазкам 3. Затем ролики. 29 возвращаются в исходное положе- нне, заходят под скосы пластины 31 и цилиндром 30 перемещаются в нижнее пол жение на уровень транспортных средств 3 . После выдерлли необходимой для обогрева концов режущий блок 2 поднимается а наковальня 18 с наколотыми на ней отходами 33 от реза поворачивается внутрь станины и в конце поворота упирается выталкивателями 19 в упор 22 и сбрасывает обрезки 33 внутрь станины. После отвода наковальни 18 и режущего блока 2 из зоны салазок в подпоршневое пространство полостей 11 и 12 подается воздух, и происходит сближение салазок стыковка. По истечении времени выдержки сты ковки воздух подается под поршень в полость 13 пневмоцилиндра 5. Площадь полости 13. больше, чем площадь полостей 11 и 1-2, следовательно, при равном давлении воздуха больше усилие, с которым шток 14 с винтом 15 упирается в шток 16 и перемещает его вверх. Это перемещение штока 16 через рейку 6 и шестерни 7 поворачивает валы В на небольшой угол-и через шестерни 9 и рейки 10 разводит салазки 3 на расстояние, которое регулируется с помощью винта 15.. После съема состыкованной камеры с шаблонов 4 подается воздух в подпоршневое пространство полостей 11 и 12,и салазки расходятся, возвращаясь в исходное положение. Последовательность работы отдельных узлов станка задается с пульта управления. П редмет изобретения 1.Станок для стыковки автокамер, содержащий смонтированные на станине механизм стыковки с приводными от далиндра салазхсам.и и тисками, электрообогрева- емые ножи, наковальню для резки и механизм заворота концов камеры, отличающийся тем, что, с целью механизации удаления отходов после резки, наковальня установлена с возможностью поворота в вер-, тикальной плоскости и снабжена приводом поворота и подпружиненными выталкивателями, взаимодействующими с неподвижным упором, который закреплен на станине. 2.Станок по п. 1, отличающийся тем, что, с целью предотвращения повреждения стыка при снятии состыкованной камеры, приводной цилиндр салазок вьшолнен трехполостным, причем поршни верхней и средней полостей смонтированы на общем штоке.
о 4
g . / Фиг 2
-10
1
10
9

| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ СТЫКОВКИ концов ЗАГОТОВОК АВТОКАМЕР | 1970 |
|
SU284292A1 |
| Агрегат для установки вентиля на заготовки ездовых камер | 1976 |
|
SU648430A1 |
| Станок для изготовления деревянных конических, снабженных центральным каналом пробок | 1933 |
|
SU36000A1 |
| СУППОРТ ТОКАРНО-РЕВОЛЬВЕРНОГО АВТОМАТА | 1973 |
|
SU406646A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| СУППОРТ ТОКАРНО-РЕВОЛЬВЕРНОГО АВТОМАТА | 1973 |
|
SU405646A1 |
| ЛЕНТОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПРОФИЛЕЙ В ЗОНЕ СВАРНЫХ СТЫКОВ | 1966 |
|
SU216466A1 |
| Станок для точения деревянных пробок | 1981 |
|
SU986784A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ РЕЗЦОВ | 1964 |
|
SU167149A1 |
| Станок для резки труб | 1989 |
|
SU1787075A3 |

16П
15пТ
н
g
фиг.5
