,1
Изобретение относится к производству стекловолокна.
Известно устройство для контроля толщины вырабатываемой стеклонити из стеклоплавильного сосуда, снабженного замасливающим лотком, содержащее узел измерения скорости намотки и узел взвешивания намотанной стеклонити, соединенные с вычислительной машиной.
Однако в таком устройстве время намотки определяется но положению контактов в цепи питания приводного двигателя раскладчика нити на бобине, т. е. при пуске этого двигателя контакты замыкаются и на вычислительную машину подается команда начала счета времени намотки, а при обрыве нити или в конце заданного цикла намотки оператор отключает приводной двигатель раскладчика и на вычислительную машину подается команда окончания счета времени намотки. Если оператор не уследит за моментом обрыва нити и не отключит приводной двигатель раскладчика, вычислительная машина будет продолжать счет времени намотки и при расчете толщины стеклонити возникнет ошибка.
Для повышения точности предлагается устройство, которое снабжено узлом определения момента начала и прерывания намотки стеклонити, выполненным в виде термочувстзительного элемента, установленного между
стеклоплавильным сосудом и замасливающим лотком, и соединенным с вычислительной машиной.
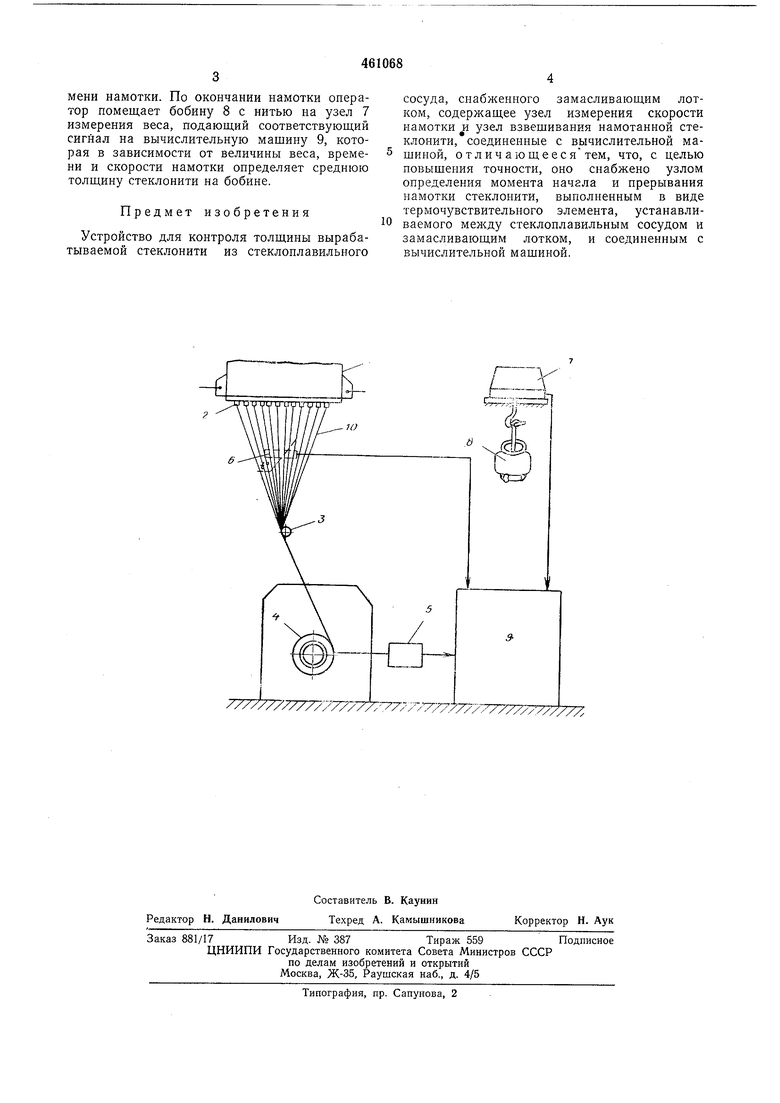
На чертеже схематично изображено предлагаемое устройство.
Оно содержит стеклоплавильный сосуд 1 с фильерами 2, замасливающий лоток 3 и бобину 4, узел 5 измерения скорости вращения бобины 4, узел 6 определения моментов начала и прерывания намотки, узел 7 измерения веса бобины 8 с нитью и вычислительную машину 9, стелянные волокна 10. Устройство работает следующим образом. Когда элементарные стеклянные волокна
10, вытягиваемые из фильер 2 стеклоплавильного сосуда 1, начинают наматываться на бобину 4 резко повышается температура в зоне между стеклоплавильным сосудом 1 и замасливающим лотком 3. В результате этого
узел 6 автоматического определения момента начала и окончания намотки - термочувствительный элемент, соединенный с вычислительной машиной 9, подает на эту машину сигнал для начала счета времени намотки.
В процессе выработки на вычислительную машину 9 подается также сигнал от узла 5 измерения скорости вращения бобины, а при обрыве нити и соответствующем понижении температуры в зоне термочувствительного
элемента - сигнал для окончания счета времени намотки. По окончании намотки оператор помещает бобину 8 с нитью на узел 7 измерения веса, подающий соответствующий сигнал на вычислительную машину 9, которая в зависимости от величины веса, времени и скорости намотки определяет среднюю толщину стеклонити на бобине.
Предмет изобретения
Устройство для контроля толщины вырабатываемой стеклонити из стеклоплавильного
сосуда, снабженного замасливающим лотком, содержащее узел измерения скорости намотки и узел взвешивания намотанной стеклонити,соединенные с вьиислительной машиной, о тл ич а ю щеесятем, что, с целью повышения точности, оно снабжено узлом определения момента начала и прерывания намотки стеклонити, выполненным в виде термочувствительного элемента, устанавливаемого между стеклоплавильным сосудом и замасливающим лотком, и соединенным с вычислительной машиной.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического регулирования линейной плотности стеклянной нити | 1973 |
|
SU452545A1 |
| Способ получения кабельной стеклопряжи и машина для его осуществления | 1986 |
|
SU1440878A1 |
| Устройство для стабилизации средней линейной плотности стеклонити | 1978 |
|
SU791667A1 |
| Устройство для определения времени намотки стеклонити на бобину | 1980 |
|
SU925884A1 |
| Устройство для стабилизации средней линейной плотности стеклонити | 1976 |
|
SU549432A1 |
| Устройство для намотки стеклонити на оправку | 1975 |
|
SU867656A1 |
| Замасливающее устройство | 1974 |
|
SU521237A1 |
| Устройство для измерения линейной массы движущейся стеклонити | 1977 |
|
SU779802A1 |
| Машина для производства штапели-РОВАННОй СТЕКлОпРяжи | 1979 |
|
SU812777A1 |
| Машина для производства штапе-лиРОВАННОй СТЕКлОпРяжи | 1978 |
|
SU793953A1 |
