1
Известно устройство для изготовления формующих деталей оснастки, имеющих для совмещения деталей направляющие колонки и втулки, для производства изделий из полимерных материалов, например парного комплекта полуформ, оформляющих внешнюю конфигурацию полых изделий из термопластов путем заливки в устройство формовочного материала, содержащее сборные полукорпусы с днищами, промодель изделия и стяжки. На таком устройстве можно изготовить лишь одну деталь оснастки, что требует после изготовления парного комплекта деталей их дополнительной доводки для точного ориентирования одной детали относительно другой.
В предлагаемом устройстве между полукорпусами установлена шлифованная плита, по обе стороны которой на обпдих штифтах размещены половины промодели и направляющие колонки и втулки деталей оснастки.
Это обеспечивает одновременное изготовление ориентированного на совмещение парного комплекта формующих деталей с одинаковым профилем в плоскости разъема оснастки.
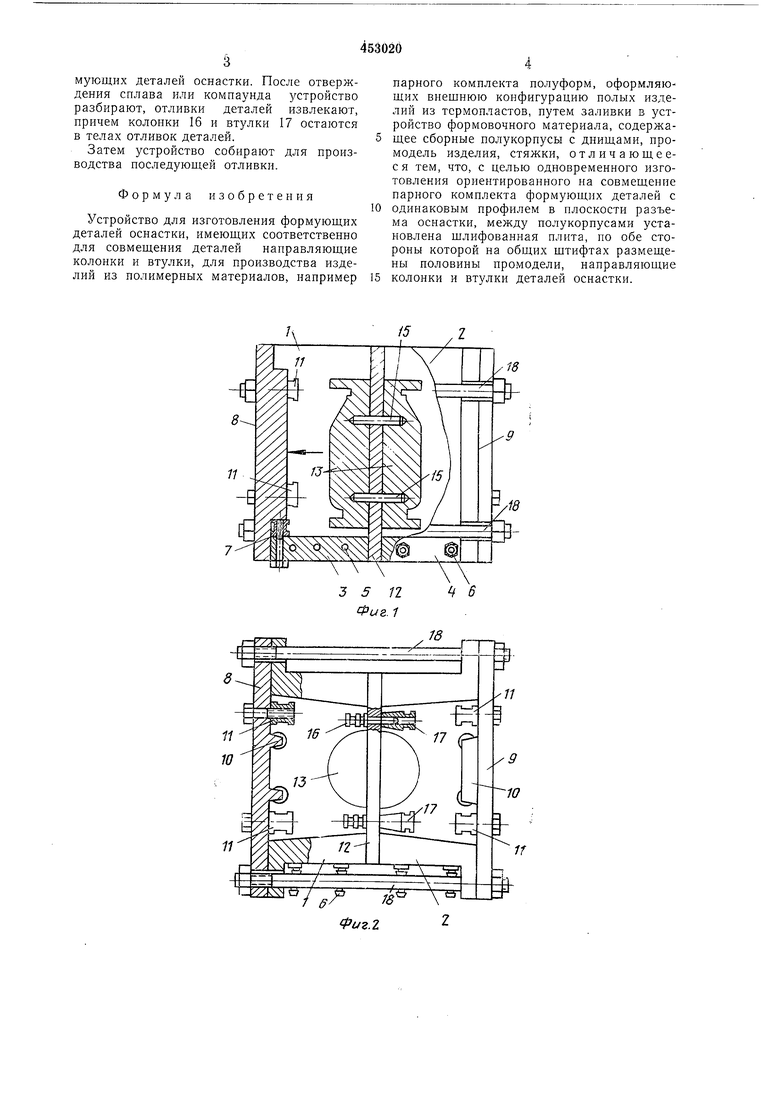
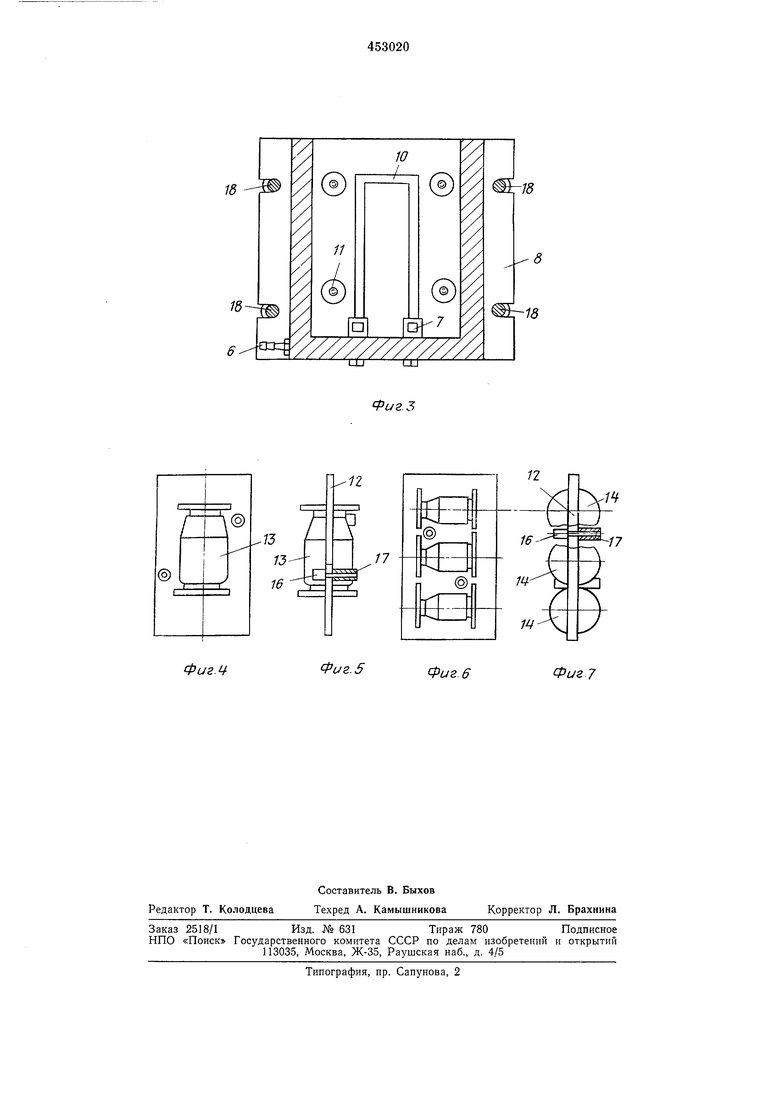
На фиг. I изображено предлагаемое устройство, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - вид по стрелке А на
фиг. 1; на фиг. 4 и 5 - плита с промоделью; на фиг. 6 и 7 - плита с комплектом промоделей.
Устройство состоит из полукорпусов 1 и
2, в днищах 3 и 4 которых расположены каналы 5 охлаждения с ниппелями 6. В днищах закреплена арматура в виде BTJлок 7, необходимых для оформления резьбовых отверстий для каналов охлаждения
в изготавливаемых формующих деталях. Боковые стенки 8 и 9 полукорпусов имеют выступы 10 и знаки 11 для оформления каналов охлаждения и мест крепления отливаемых полуформ к монтажным плитам оснастки.
Между полукорпусами 1 и 2 закреплена плита 12, на которой закреплены половины промодели 13 пли комплект половин про.моделей 14, соосно закрепленных на
штифтах 15. На плите 12 размещены знаки совмещения - направляющие колонки 16 н втулки 17 с кольцевыми проточками. Колонки 16 устанавливают в отверстиях плиты 12, а втулки 17 надевают на колонки. Устройство скрепляют при помощи стяжек 18.
Прп заливке устройства формовочным материалом, например металлическим расплавом, органическим или неорганическим
компаундом осуществляется отливка формующих деталей оснастки. После отверждения сплава или компаунда устройство разбирают, отливки деталей извлекают, иричем колонки 16 и втулки 17 остаются в телах отливок деталей.
Затем устройство собирают для производства последующей отливки.
Формула изобретения
Устройство для изготовления формующих деталей оснастки, имеющих соответственно для совмещения деталей направляющие колонки и втулки, для производства изделий из полимерных материалов, например
парного комплекта полуформ, оформляющих внешнюю конфигурацию полых изделий из термопластов, путем заливки в устройство формовочного материала, содержащее сборные полукорпусы с днищами, промодель изделия, стяжки, отличающееся тем, что, с целью одновременного изготовления ориентированного на совмещение парного комплекта формующих деталей с
одинаковым профилем в плоскости разъема оснастки, между полукорпусами установлена щлифованная плита, по обе стороны которой на общих щтифтах размещены половины промодели, направляющие
колонки и втулки деталей оснастки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заливки литейных форм с применением метода локального поверхностного вакуумирования формы и устройство для его осуществления | 2023 |
|
RU2813437C1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ОТЛИВОК С АРМИРУЮЩИМИ ЭЛЕМЕНТАМИ И ОСНАСТКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2151667C1 |
| Способ изготовления разовой модели | 1980 |
|
SU954141A1 |
| Литьевая форма для изготовления полых длинномерных изделий | 1991 |
|
SU1757900A1 |
| Литьевая форма | 1978 |
|
SU753658A1 |
| Способ изготовления формообразующих элементов из неметаллических материалов | 1987 |
|
SU1512780A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ. | 2013 |
|
RU2563398C2 |
| Прессформа для литья под давлением отливок с боковыми отверстиями | 1976 |
|
SU608605A1 |
| Способ изготовления промежуточной модели | 1983 |
|
SU1154028A1 |
| Способ безопочной формовки и сборки | 1981 |
|
SU1061911A1 |
e
18
Г
:г--b-JLJ-с
ir
JsL J
Is
Puz.2
18-9
X.
Ш
©
7
. J
