1
Известны устройства для регулирования скорости оплавления деталей при контактной стыковой сварке, содержащие датчик сварочного тока, включенный Б первичную цепь сварочного трансформатора, орган сравнения и задающее устройство.
Недостатком известных устройств является низкая точность регулирования скорости оплавления при сварке изделий замкнутой формы, например колец, вследствие того, что формируемый датчиком тока сигнал обратной связи пропорционален полному току в сварочной цепи, включая то« щунтирования. Величину тока шунтирования предусмотреть заранее не удается, так как она изменяется в процессе сварки по мере нагрева деталей.
Для повышения точности регулирования сварочного тока в процессе сварки в цепь шунтирования включены дополнительно датчик тока и сумматор, причем один вход сумматора соединен с выходом первого датчика тока, второй вход сумматора соединен с выходом дополнительного датчика тока, а выход сумматора подключен к органу сравнения.
На чертеже показана блок-схема предлагаемого устройства.
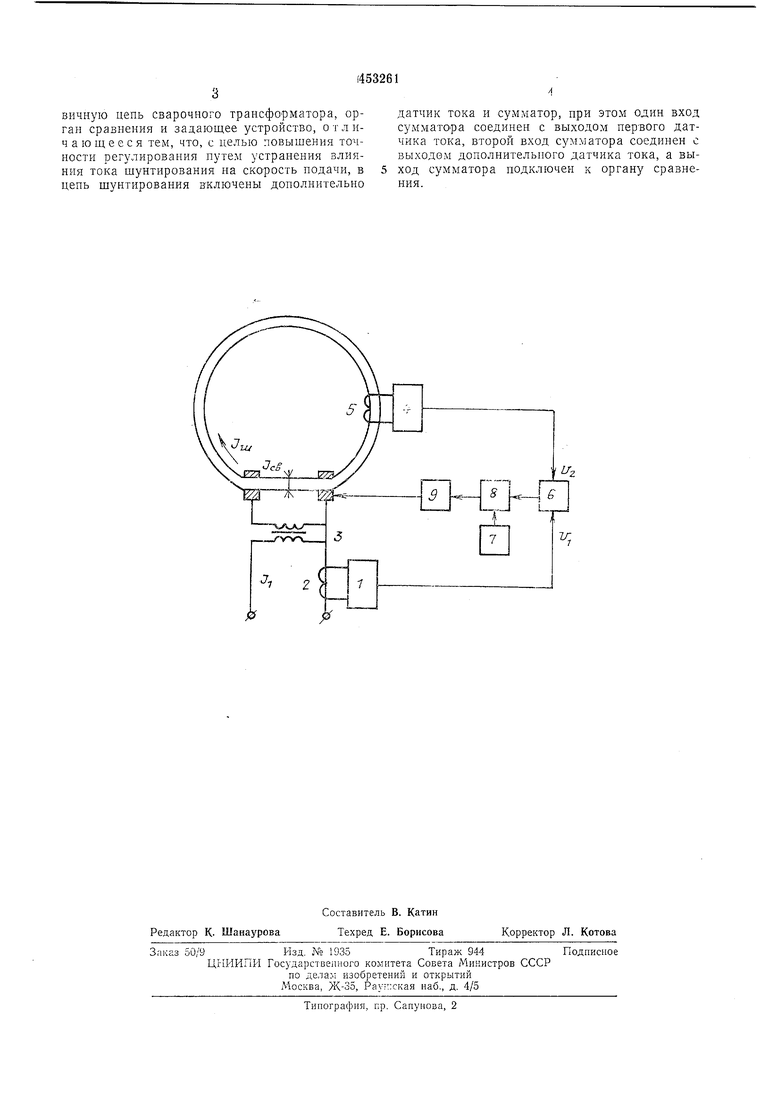
Схема содержит датчик 1 тока, включенный с помощью трансформатора 2 тока в первичную цепь сварочного трансформатора 3; датчик 4 тока шунтирования с трансформатором
5 тока, выполненным на разъемном сердечнике, охватывающем свариваемую деталь; сумматор 6, в котором происходит вычитание выходных сигналов датчиков 1 и 4; задатчик 7 требуемого значения сварочного тока, орган 8 сравнения, сравнивающий сигнал задания с сигналом обратной связи; механизм 9 привода ллиты машины.
В процессе оплавления с датчиков I и 4 поступают сигналы L/i и t/a, пропорциональные соответственно полному току /i в сварочной цепи и току шунтирования /ш. Разность указанных сигналов, пропорциональная сварочному току /ев, с выхода сумматора 6 поступает в
орган 8 сравнения. Нри отклонении величины сварочного тока в ту или иную сторону от заданного значения на выходе органа 8 сравнения появляется сигнал рассогласования. Он подается на механизм 9 привода плиты машины и изменяет скорость ее перемещения таким образом, чтобы поддержать заданное значение сварочного тока.
Предмет изобретения
Устройство для регулирования скорости оплавления при контактной стыковой сварке изделий замкнутой формы, например колец, создающих цепь шунтирования, содерл ащее датчик сварочного тока, включенный в первичную цепь сварочного трансформатора, орган сравнения и задающее устройство, отличающееся тем, что, с целью повышения точности регулирования путем устранения влияния тока шунтирования на скорость подачи, в цепь шунтирования включены дополнительно
датчик тока и сумматор, при этом один вход сумматора соединен с выходом первого датчика тока, второй вход сумматора соединен с выходом дополнительного датчика тока, а выход сумматора подключен к органу сравнения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования скорости оплавления при контактной стыковой сварке изделий замкнутой формы | 1989 |
|
SU1646746A1 |
| Машина для контактной стыковой сварки | 1979 |
|
SU1039669A1 |
| Устройство контроля при контактной стыковой сварке оплавлением | 1982 |
|
SU1101336A1 |
| Способ регулирования процесса контактной стыковой сварки оплавлением | 1983 |
|
SU1080941A1 |
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1388228A1 |
| Машина для контактной стыковой сварки непрерывным оплавлением | 1979 |
|
SU1039668A1 |
| Устройство для автоматического управ-лЕНия пРиВОдОМ пЕРЕМЕщЕНия пОдВижНОйплиТы МАшиНы СТыКОВОй СВАРКи | 1979 |
|
SU841856A1 |
| Устройство контроля при контактной стыковой сварке сплавлением | 1984 |
|
SU1181819A1 |
| Устройство для автоматического программного управления процессом контактной стыковой сварки | 1988 |
|
SU1540877A1 |
| Устройство для регулирования скорости оплавления при контактной стыковой сварке изделий замкнутой формы | 1984 |
|
SU1181826A1 |
