1
Изобретение относится к трубопрокатному производству, в частности к холодной периодической прокатке труб.
Известен способ периодической прокатки труб, включающий подачу порции металла, ее деформацию на оправке ручьевыми валками переменного профиля и поворот заготовки.
Однако время, в течение которого возможен поворот заготовки, в известном способе очень мало (0,1 сек при средней скорости стана 90 ходов в минуту), что приводит при увеличении скорости к повышению динамических нагрузок в цепи поворота.
Цель изобретения - снизить динамические нагрузки в цепи поворота.
Это достигается тем, что поворот заготовки осуществляют в течение всего времени контактирования валков с порцией металла.
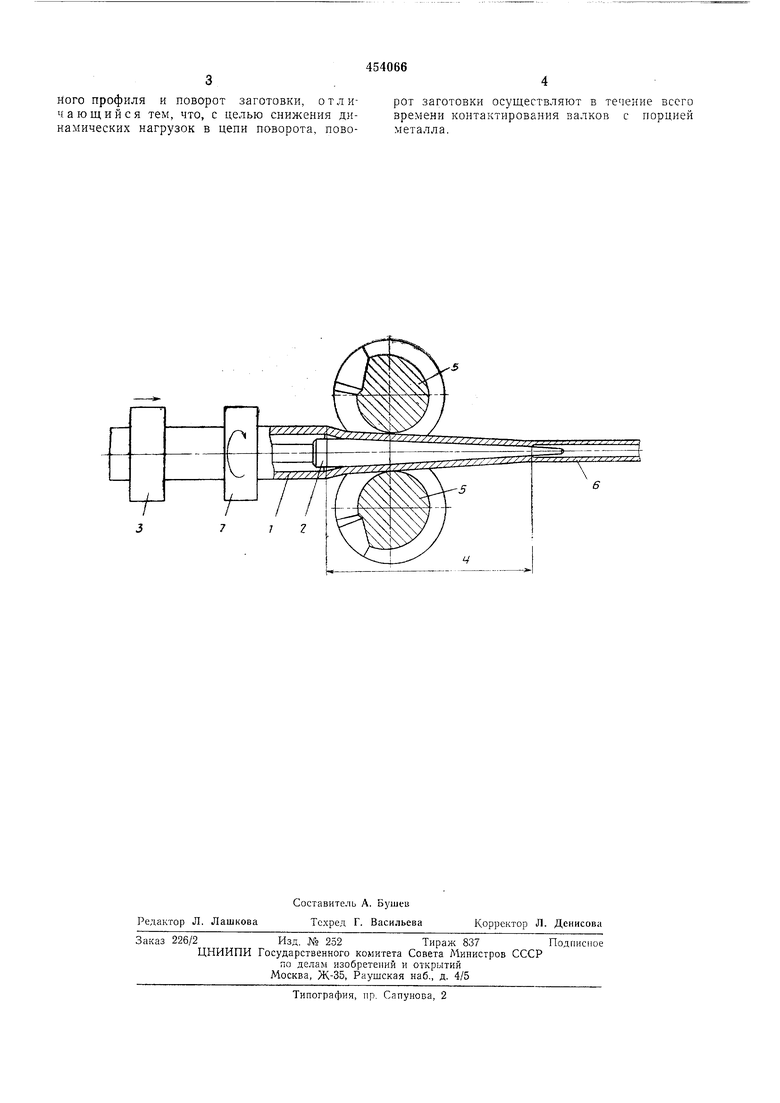
Изобретение поясняется чертежом.
Заготовку 1 вместе с оправкой 2 подающим механизмо.м 3 подают в зону обжатия 4 в момент отсутствия контакта заготовки с валками 5. Рабочие валки 5, соверщая возвратно-поступательное движение в зоне обжатия 4 (прямой и обратный ходы валков), производят обжатие заготовки 1 на оправке 2 до размера готовой трубы 6.
В случае прокатки в концах заготовку 1 поворотным механизмом 7 поворачивают непрерывно с равномерной угловой скоростью. В этом случае готовая труба поворачивается во время отсутствия контакта заготовки с валками. Во время контакта заготовки с валками труба не поворачивается, а заготовка поворачивается непосредственно перед очагом деформации.
В случае прокатки трубы в бу.хту заготовку поворачивают только во время контакта заготовки с валками, т. е. во время рабочего хода валков. Готовая труба в этом случае не поворачивается, поскольку заготовку во время отсутствия контакта ее с валками, не поворачивают.
В обоих случаях время поворота заготовки увеличивается не менее, чем в 4 раза, что дает снижение динамических нагрузок в поворотно-подающем механизме не менее, чем в 16 раз.
Йредлагаемый способ периодической прокатки позволяет повысить скорость прокатки и производительность станов холодной прокатки труб.
Предмет изобретения
Способ периодической прокатки труб, включающий подачу порции металла, ее деформацию на оправке ручьевыми валками переменного профиля и поворот заготовки, отличающийся тем, что, с целью снижения динамических нагрузок в цепи поворота, поворот заготовки осуществляют в течение всего времени контактирования валков с порцией металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пилигримовой прокатки труб | 1980 |
|
SU880525A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ И СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2241557C1 |
| Способ холодной прокатки труб | 1988 |
|
SU1657245A1 |
| Способ холодной пилигримовой прокатки профильных труб | 1989 |
|
SU1708454A1 |
| СПОСОБ ПЕРИОДИЧЕСКОЙ БУХТОВОЙ ПРОКАТКИ ТРУБ | 2002 |
|
RU2231404C2 |
| СПОСОБ МНОГОНИТОЧНОЙ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2403107C1 |
| СПОСОБ ХОЛОДНОЙ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 1994 |
|
RU2054980C1 |
| Способ изготовления мерных труб на пилигримовом стане | 1975 |
|
SU550188A1 |
| Стан пилигримовой прокатки труб | 1981 |
|
SU1051793A1 |
| Способ холодной пильгерной прокатки труб | 1972 |
|
SU438452A1 |
