1
Известно устройство для пайки сепарированных блоков электродов электрических аккумуляторов, содержащее плавильный котел, насос, трубопроводы, промежуточный котел, узел заливки, литейную форму, выталкиватель, станипу и привод.
В этом устройстве подача сплава от плавильного котла к формам производится по трубопроводам на значительное расстояние, а это вызывает необходимость установки нагревателей для предупреждения переохлаждения сплава и затрудняет поддержание постоянной температуры последнего, что сказывается на качестве спая.
Кроме того, дозирование сплава производится пробковыми кранами, которые быстро забиваются окислами, а дозирование по времени дает большие разбросы поданного количества сплава.
Целью изобретения является повышение надежности работы и качества спая.
Это достигается тем, что литейная форма выполнена в виде ползуна, смонтированного на верхней плоскости промежуточного котла, снабженной заливочными отверстиями.
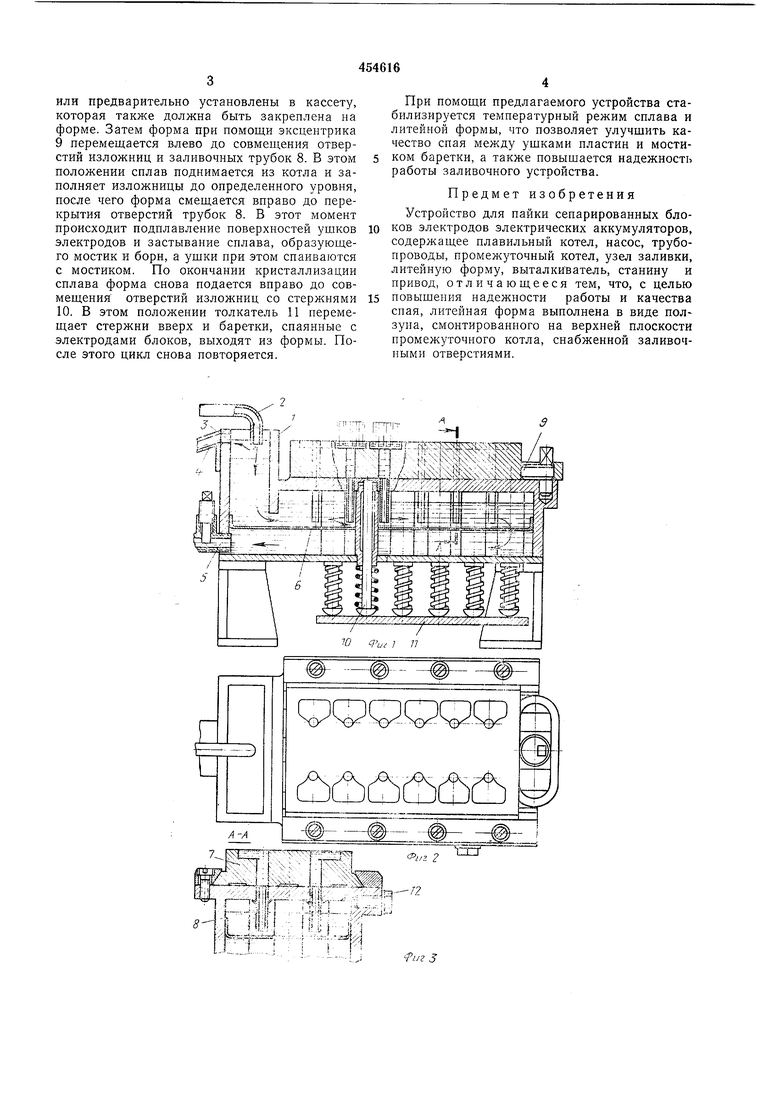
На фиг. 1 изображено предложенное устройство; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез по А-А на фиг. 1.
Устройство состоит из промежуточного котла 1, подающего трубопровода 2, сливного отверстия 3 с лотком 4, регулировочпого крана 5, нанравляющей перегородки 6, литейной формы 7 в виде ползуна, установленного на верхней плоскости котла 1, заливочных трубок 8, экспептрика 9, выталкивающих стержней 10, толкателя 11 и регулировочного болта 12.
Работает устройство следующим образом. Из плавильного котла по трубопроводу 2
сплав подается в промежуточный котел 1, где поддерживается постоянный уровень его благодаря сливному отверстию 3, что обеспечивает необходимое дозирование сплава в пзложницы литейной формы.
С помощью крана обеспечивается необходимая циркуляпия сплава в промежуточном котле, в результате чего регулируется температура сплава, подаваемого в изложницы литейной формы. Температура литейной формы 7
регулируется болтом 12 за счет изменения зазора между сплавом и нижней плоскостью литейной формы.
Когда отверстия изложниц литейной формы 7 находятся над выталкивающими стержнями
10, нижняя плоскость формы перекрывает отверстия трубок 8, препятствуя выходу сплава наружу. В этом положении производится установка ушков электродов в изложницы предварительно подобранн)1х блоков. При
этом блоки могут быть закреплены на форме.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для отливки ДЕТАЛЕЙ СВИНЦОВОГО | 1973 |
|
SU383129A1 |
| Устройство для плавки и литья в вакууме или контролируемой среде химически активных металлов и сплавов | 1980 |
|
SU929712A1 |
| УСТРОЙСТВО для отливки ПЕЧАТНЫХ ФОРМ | 1970 |
|
SU262116A1 |
| Поточная линия производства литых трубных заготовок центробежным способом | 1981 |
|
SU984653A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТОК ДЛЯ ЭЛЕКТРОДОВ СВИНЦОВЫХ АККУМУЛЯТОРОВ | 1973 |
|
SU376838A1 |
| Устройство для литья чушек из типографского сплава | 1983 |
|
SU1278105A1 |
| Машина для разливки жидких металлов в изложницы | 1980 |
|
SU869940A1 |
| Плавильно-заливочный тигель с автоматическим выпуском расплава через канал сифонного типа | 2019 |
|
RU2728142C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЗАПОЛНЕНИЯ ИЗЛОЖНИЦЫ В РАЗЛИВОЧНЫХ МАШИНАХ ДЛЯ ЦВЕТНЫХ МЕТАЛЛОВ С КОНТРОЛЕМ ВЕСА ПОДАВАЕМОГО МЕТАЛЛА | 2003 |
|
RU2319579C2 |
| Вакуумная плавильно-заливочная установка | 1990 |
|
SU1747238A1 |
