Изобретение относится к литью в постоянные формы и может быть использовано для получения чушек из типографского сплава в гартоплавильных установках.
Цель изобретения - повышение производительности путем сокращения времени затвердевания отливок.
На фиг. 1 изображено устройство для литья чушек, обший вид; на фиг. 2 -- то же, поперечный разрез.
Устройство состоит из станины 1, на которой установлены котел 2 с клапаном 3, правая 4 и левая 5 опоры. В последних с возможностью поворота установлена литейная форма б, имеющая полость 7. В форме 6 выполнена изложница -8, служащая для отливки чушки 9.
К левой опоре 5 жестко прикреплен пробковый кран 10, соединенный с неподвижной душирующей трубкой 11, расположенной по оси литейной формы 6 в полости 7. В левой опоре 5 выполнен водосборник 12 для слива отработанной воды. На душирующей трубке 11 шарнирно установлена вапна 13, охватывающая изложницу 8 по всей длине. Литейная форма 6 снабжена хвостовиком 14, одновременно служащим для поворота формы 6 и герметизации полости 7.
Устройство для литья чушек из типографского сплава работает следующим образом.
Перед разливкой типографского сплава оператор открывает кран 10, и вода, непрерывно вытекающая из отверстий душирующей трубки 11, заполняет ванну 13. Избыток воды переливается в полость 7 литейной формы 6, а оттуда стекает в водосборник 12. Расплавленный в котле 2 до 300°С типографский сплав через клапан 3 выпускают в излож/ницу 8, погруженную в ванну 13, заполненную охлаждающей проточной водой. В течение всего времени затвердевания чушки 9 происходит процесс охлаждения изложницы 8. При этом обмен воды в ванне 13 осушествляется в течение всего времени затвердевания чутки 9.
После затвердевания и охлаждения до 100°С чушки 9 литейную форму 6 с помощью хвостовика 14 поворачивают. Вместе с литейной формой 6 поворачивается и ван- на 13. Вода из ванны 13 выливается в полость 7 и вместе с непрерывно поступающей из дущирующей трубки 11 водой попадает в водосборник 12, а чушка 9 выпадает из изложницы 8 и попадает на наклонные направляющие (не показаны).
После этого литейную форму 6 поворачивают с помощью хвостовика 14 в исходное положение, вместе с ней возвращается в исходное положение и ванна 13, которая вновь заполняется водой, выходящей из отверстий душирующей трубки 11. Процесс отливки чущки повторяется.
Благодаря постоянному погружению изложницы 8 с чушкой 9 в ванну 13, заполненную проточной охлаждающей водой, происходит более интенсивный отбор тепла. При этом время о.хлаждения чушки сокращается, а следовательно, сокращается и время разливки, что приводит к увеличению производительности труда. С сокращением времени разливки уменьшаются потери «на угар остродефицитного типографского сплава. Кроме того, вследствие сокращения вре.ме- ни охлаждения чушки уменьшается и расход воды, необходимый для ее охлаждения.
30
Формула изобретения
Устройство для литья чушек из типографского сплава, содержащее станину, плавильный котел, изложницу, выполненную в поворотной полой литейной форме, в которой размещена неподвижная дущирую- щая трубка для охлаждающей воды, отличающееся тем, что, с целью повышения производительности путем сокращения времени затвердевания чушки, оно снабжено ванной, для охлаждающей воды охватывающей изложницу по всей длине и установленной на дущирующей трубке с возможностью поворота вокруг нее.
/5
Фиг.2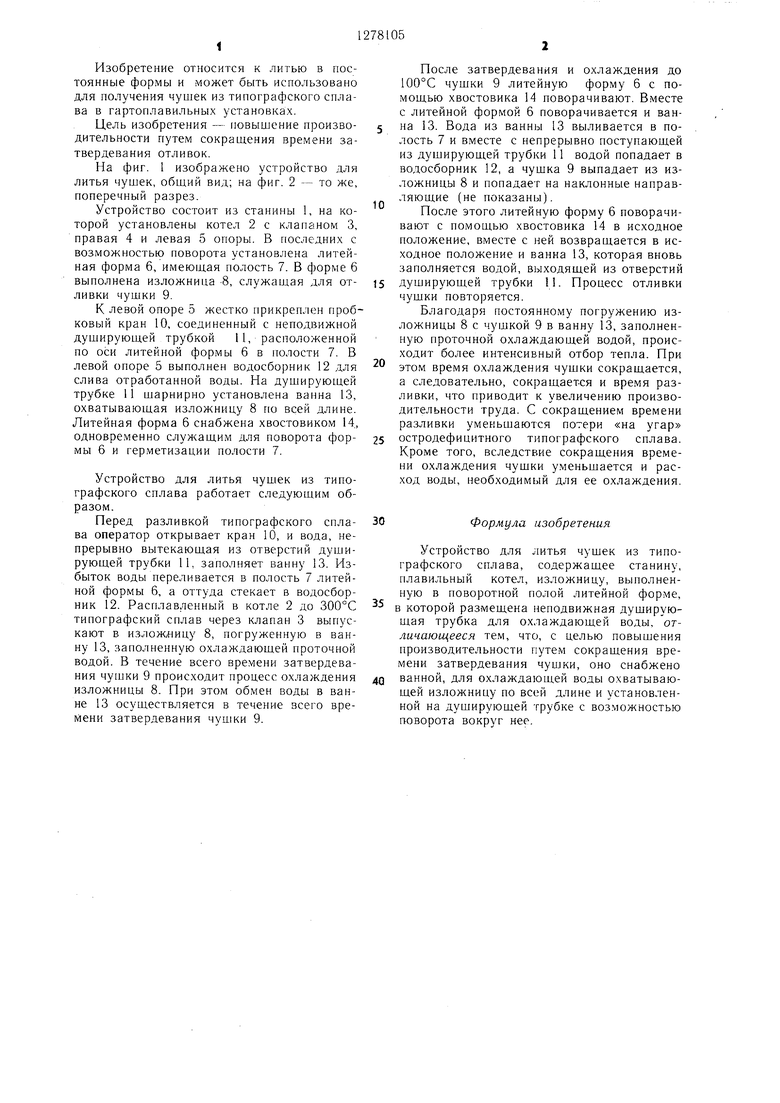
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для литья чушек из типографского сплава | 1987 |
|
SU1502165A1 |
| Установка для литья чушек | 1983 |
|
SU1088867A1 |
| Устройство для литья в постоянные формы | 1981 |
|
SU1065077A1 |
| СПОСОБ ЛИТЬЯ АЛЮМИНИЕВЫХ ЧУШЕК В ИЗЛОЖНИЦЫ ЛИТЕЙНОГО КОНВЕЙЕРА И КОМПЛЕКС ДЛЯ ЛИТЬЯ | 2010 |
|
RU2457919C2 |
| ПАКЕТИРУЕМАЯ МЕТАЛЛИЧЕСКАЯ ЧУШКА | 2024 |
|
RU2840502C1 |
| Способ изготовления металлических чушек | 1983 |
|
SU1148696A1 |
| СПОСОБ ПОЛУЧЕНИЯ ШИХТОВОЙ ЗАГОТОВКИ | 1996 |
|
RU2113503C1 |
| УСТАНОВКА ДЛЯ ОТЛИВКИ ЧУШЕК | 2018 |
|
RU2686174C1 |
| ИЗЛОЖНИЦА ДЛЯ ЛИТЬЯ ЧУШЕК МОДИФИЦИРУЮЩИХ ЛИГАТУР | 2002 |
|
RU2226446C2 |
| Установка для отливки чушек | 2020 |
|
RU2744726C1 |
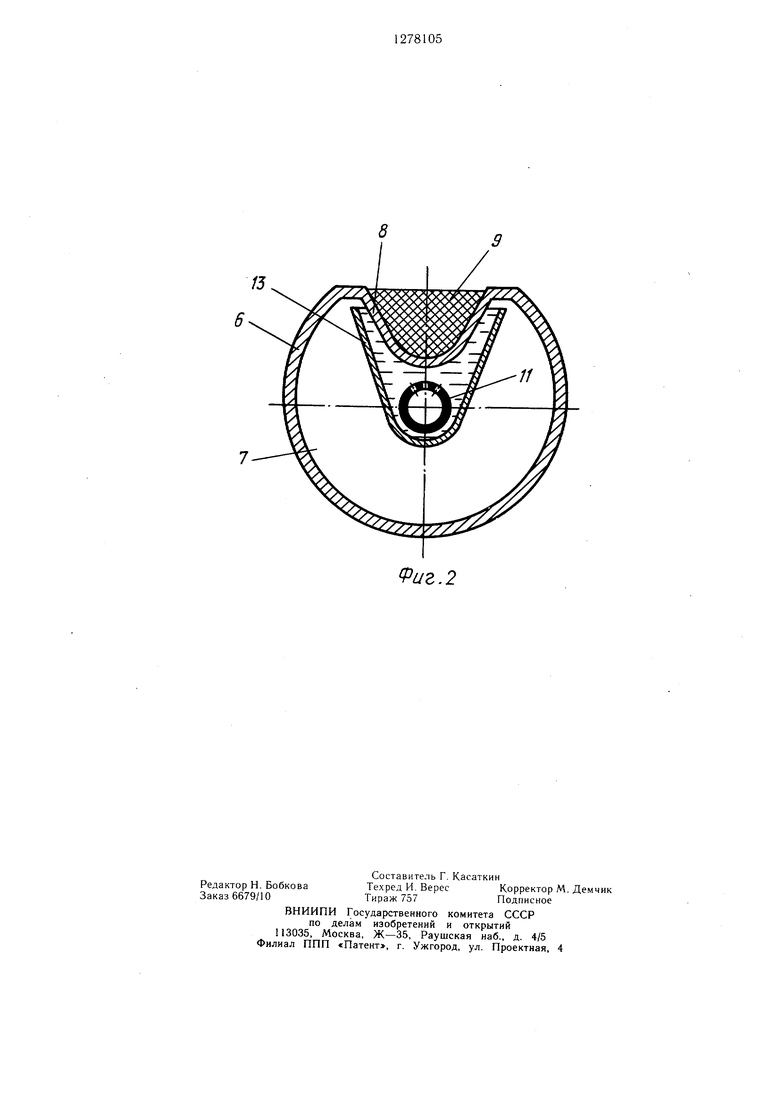
Изобретение касается литья в постоянные формы и может быть использовано для получения чушек из типографского сплава в гартоплавильных установках. Целью изобретения является повышение производительности путем сокраш.ения времени затвердевания отливок. Устройство для литья чушек состоит из обогреваемого котла 2, под которым расположена поворотная полая форма 6. В верхней части формы 6 выполнена изложница 8. Форма 6 закреплена на души- рующей трубке 11. На последней также закреплена ванна 13, охватывающая изложницу 8. 2 ил. 7 (Л N3 00
| Либерзон А | |||
| А | |||
| и Переплетчик Е | |||
| Облицовка комнатных печей | 1918 |
|
SU100A1 |
| - Полиграфия, № 4/1973, с | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
