1
Изобретение относится к обработке металлов давлением.
Известна матрица для гидростатического прессования изделий с двумя последовательно расположенными поясами и с полостью подпора между ними.
Недостатком такой матрицы являются плохая смазка во втором формующем пояске и неудовлетворительная для деформирования схема напряженного состояния заготовки на выходе из первого формующего пояска из-за отсутствия регулируемого по величине бокового лодпора.
С целью обеспечения регулирования давления в полости подпора в процессе прессования в предлагаемой матрице предусмотрены отверстия, соединяющие полость подпора с атмосферой.
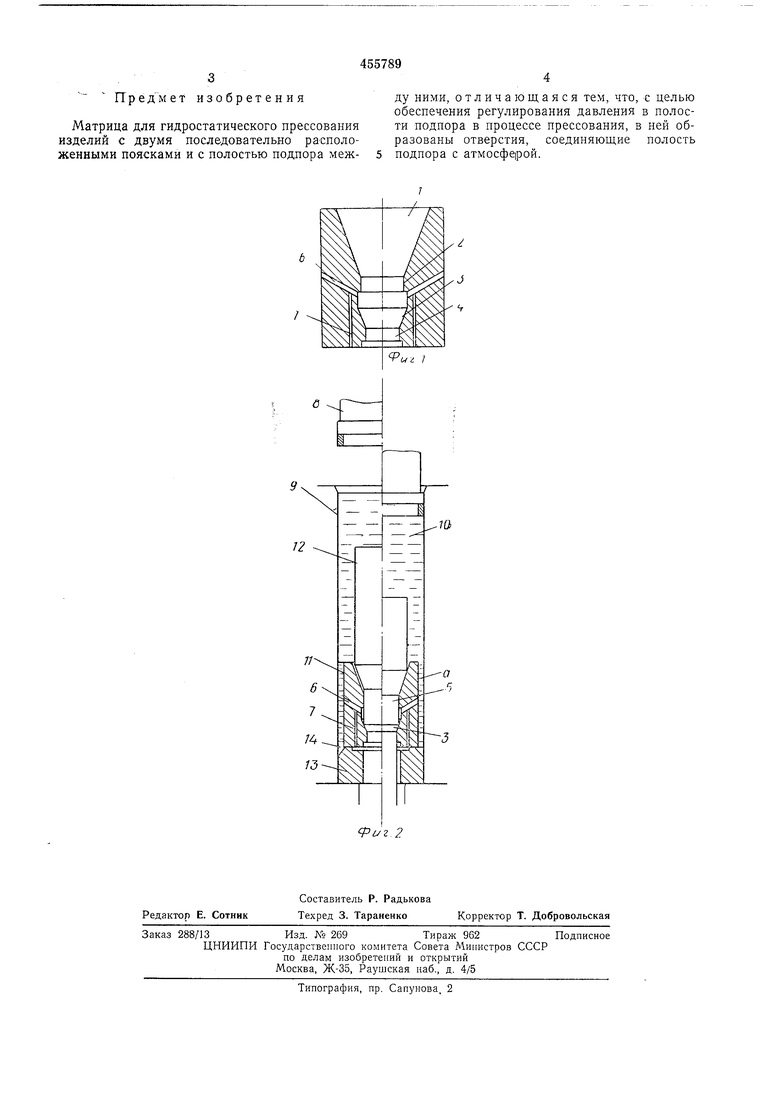
На фиг. 1 изображена предлагаемая матрица; на фиг. 2 - вариант установки матрицы в устройстве для гидростатического прессования.
Рабочий профиль матрицы образован верхней конической воронкой 1, которая переходит в цилиндрический формующий поясок 2, и нижней конической воронкой 3, переходящей в цилиндрический формующий поясок 4. Между ними имеется полость 5 подпора. Полость 5 сообщена отверстиями 6 с рабочей камерой
контейнера и отверстиями 7 меньщего сечения с атмосферой.
Устройство для гидростатического црессования состоит из пуансона 8, контейнера 9 с рабочей жидкостью 10, матрицы И с отверстиями 6 и 7, соединяющими полость 5 с рабочей камерой контейнера и атмосферой. Полость 5 и заготовка 12 образуют замкнутую кольцевую полость.
Матрица 11 с зазором а помещена в контейнер я опирается на подставку 13. Между матрицей и подставкой находится уплотнение 14. Конусный передний конец заготовки 12 установлен в воронке 3 матрицы П.
При прессовании рабочая жидкость 10 сжимается пуансоном 8 и передает давление на заготовку 12, которая при определенном давлении начинает выдавливаться. В полость 5 через отверстия 6 поступает рабочая жидкость
10 из рабочей камеры контейнера 9. Давление в полости 5 несколько меньше, чем в рабочей ка.мере контейнера, что достигается за счет сброса части жидкости из полости 14 в атмосферу через отверстия 7.
В результате улучшается смазка в конусной воронке 3 и во втором цилиндрическом формующем пояске матрицы 11, и возникает боковой регулируемый подпор в полости 5, обеспечиваемый соответствующим соотношением
сечений отверстий 6 и 7.
П р е дм ет изобретения
Матрица для гидростатического прессования изделий с двумя последовательно расположенными поясками и с полостью подпора между ними, отличающаяся тем, что, с целью обеспечения регулирования давления в полости подпора в процессе прессования, в ней образованы отверстия, соединяющие полость подпора с атмосферой.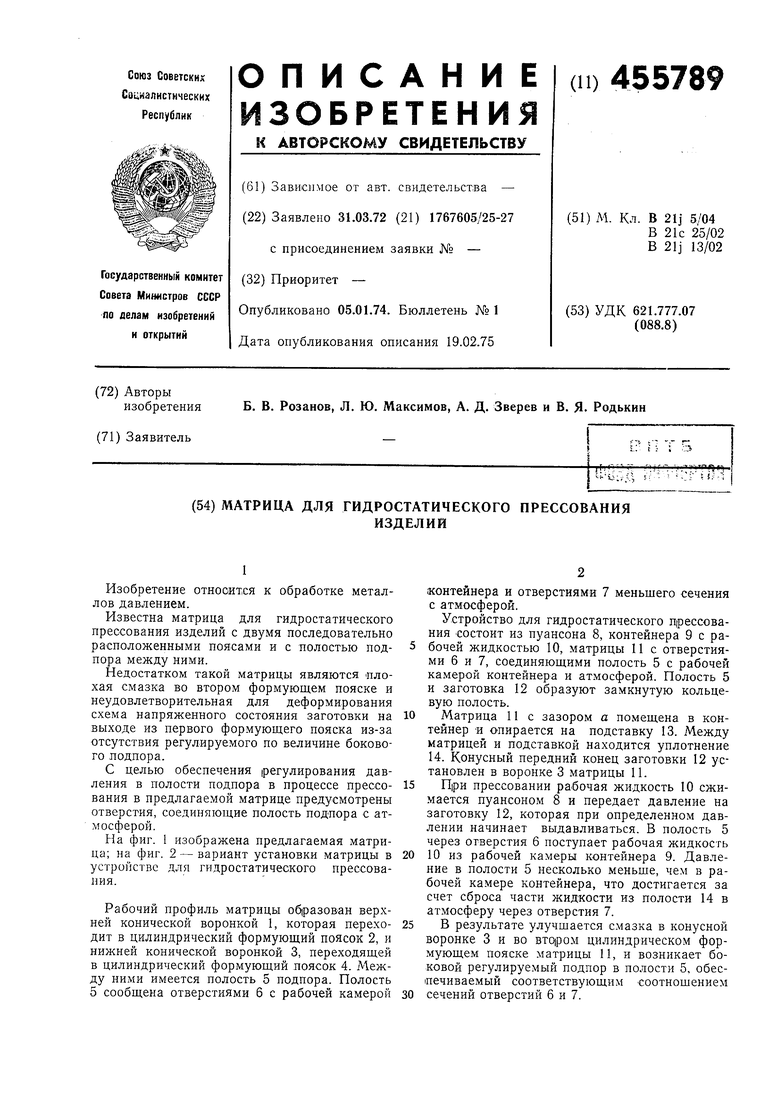
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для экструдирования заготовок | 1976 |
|
SU632426A1 |
| Способ получения полых изделий и устройство для его осуществления | 1988 |
|
SU1701416A1 |
| СПОСОБ ГИДРОПРЕССОВАНИЯ ТОЧНЫХ ПРОФИЛЕЙ ИЗ СПЛАВОВ ЦВЕТНЫХ И БЛАГОРОДНЫХ МЕТАЛЛОВ | 1995 |
|
RU2084304C1 |
| ПРЕССШТЕМПЕЛЬ ДЛЯ ГИДРОСТАТИЧЕСКОГО ПРЕССОВАНИЯ | 1971 |
|
SU304042A1 |
| УСТРОЙСТВО для ПРЕССОВАНИЯ ИЗДЕЛИЙ | 1972 |
|
SU343420A1 |
| СПОСОБ ПРЕССОВАНИЯ ПРЯМОУГОЛЬНЫХ ПРОФИЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2003 |
|
RU2255823C1 |
| Штамп для полугорячего выдавливания длинномерных труб с вырубкой из пресс-остатка | 2022 |
|
RU2793661C1 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2006 |
|
RU2352417C2 |
| Механизм прижима заготовки к матрице | 1972 |
|
SU462623A1 |
| Способ получения полых изделий из трубчатых заготовок | 1986 |
|
SU1407622A1 |
