Предлагаемое приспособление служит для автоматической подачи прокатываемых изделий (напр, вильных заготовок) в взлки секторного стана.
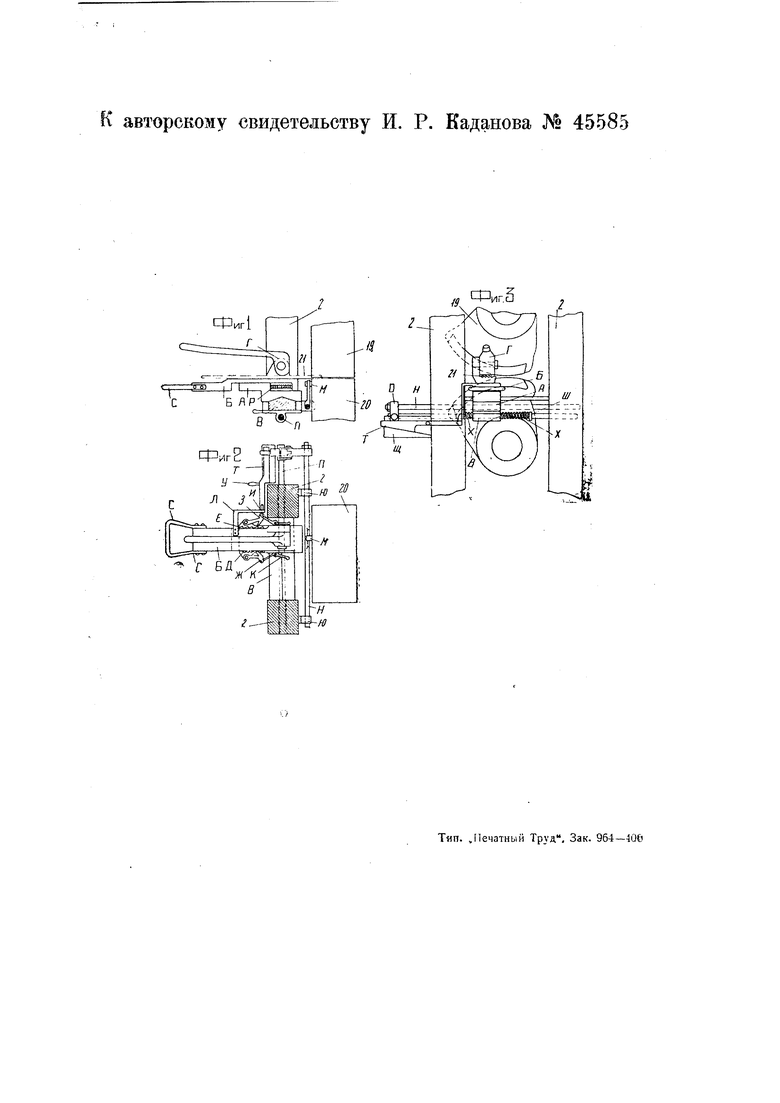
На чертеже фиг. 1 изображает вид установки спереди; фиг. 2-вид сверху и фиг. 3-вид сбоку.
Приспособление выполнено в виде двух установленных на станине супортов А и Б, имеющих взаимноч ерпендикулярное перемещение. Верхний супорт Я имеет зажим Г для удержания прокатываемой заготовки и несет две гребенки Д и Е с прижимаемыми к ним собачками Ж и 3. Вдоль станины на двух подщиггниковых опорах Ю установлено водило//. Нижний рабочий сектор 20 снабжен пальцем Af, воздействующим на водило Н и заставляющим его совершить возвратно-поступательное движение.
На конце водила Я закреплен наглухо шарнирный рычаг О с пружиной Ф, давящей вниз н& свободную половину рычага О. Свободная часть рычага О входит в паз конца стержня /7. Рычаг О служит соединением водила Н со стержнем /7. Водило Н и рычаг О движутся в течение всего времени рзботы стана, а стержень /7 только при захождении рычага О в паз на его конец.
Стержень /7 проходит через подкладку Ц, соединенную с су портом Б. По обе
стороны подкладки Ц, упираясь в нее, одним концом надеты на стержень две пружинки X, а с другого конца каждая пружина упирается в стопорное кольцо Ш, закрепленное на стержне /7 таким образом, что стержень /7 при своем движении через кольца Ш и пружины А движет супорт Б. Действие приспособления следующее. В зажим Г закладывают нагретую заготовку 2J, верхние салазки Ь перед этим за ручку С отводят в заднее крайнее положение, пружина Р при этом сжимается и супорт Б удерживается в этом положении собачкой , упирающейся в гребенку М. Выключатель 7 в это время находится в левом крайнем положении, зайдя между опорой-направляющей Ш и концом рычага О он поднимает конец рычага О вверх и выводит его этим из паза в стержне; в это время стержень /7 и супорт Б остаются неподвижными.
При пуске супорта Б выключатель Т за ручку У переводят в крайнее правое положение, после чего выключатель, скользя по опоре - направляющей Щ опускается вниз, а вместе с ним опускается и конец рычага О. Рычлг О, скользя по стержню /7 и оказавшись над пазом в его конце, под дейстзием собственного веса и пружины Ф заходит в паз, а стержень /7 и супорт Б начинают двигаться вправо. Так происходи г рас«атка первой части заготовки, когда Супорт Б подойдет к крайнему правому положению и одним концом рычажка К упрется в станину 2, а другой его конец отведет собачку Ж от гребенки Д.
Гребенки расположены так, что против выступа одной приходится начало Выемки второй. При выходе прокатываемого изделия из секторов 19, 20 верхний супорт Б под действием пружины Р передвигаются вперед на один шаг зубьев, и гребенки задерживаются в этом положении собачкой 3, упирающейся в гребенку . Двигаясь в обратную сторону, т. 6. переходя в левое крайнее положение, обрабатываемое изделие проходит вторую часть обработки; при этом.супорт Б, подходя в крайнее левое положение, упрется в левую станину 2 одним концом рычага К, а другим концом его отведет собачку 3 от гребенки Е, вследствие чего супорт 6 вместе с заготовкой, вышедшей уже из секторов 20, под действием пружины Р подвинется снова на один шаг вперед, где и задержится с помощью собачки Ж и гребенки Д. Это продвижейие верхнего супорта Б происходит до тех пор, пока останов /, закрепленный на супорте Б, не окажется против выключателя Т, что произойдет 3 крайнем правом положении супорта Б.
Двигаясь влево, супорт Б упрется остановом J ,в выключатель Т и переведет его в крайнее левое положение, причем выключатель Т выжмет рычаг О из паза в стержне /7, стержень П и супорт Б останавливаются, а водило //и рычаг О продолжают движение
Затем cyriopT заручку ( отводится назад; раскатанное изделие извлекается, вставляется новйя sarofoBk V выключйтель Т за ручку У переводится в крайнее правое положение, и процесс повторяете-) по предыдущему циклу.
Предмет изобретения.
Приспособление для автоматической подачи прокатываемого материала в валки секторного прокатного стана, отличающееся тем, что оно выполнено в виде двух установленных на станине супортов А и Б, имеющих взаимно перпендикулярное перемещение, из коих верхний супорт Б снабжен механизмами для удержания прокатываемой-заготовки и ее автоматической подачи в рабочие валки синхронно с движением последних, а нижний супорт Л, служащий для поперечного перемещения супорта Б, получает возвратно-поступательное движение через передачу от рабочего валка 20.
СРиг
« сриг.а .
-(