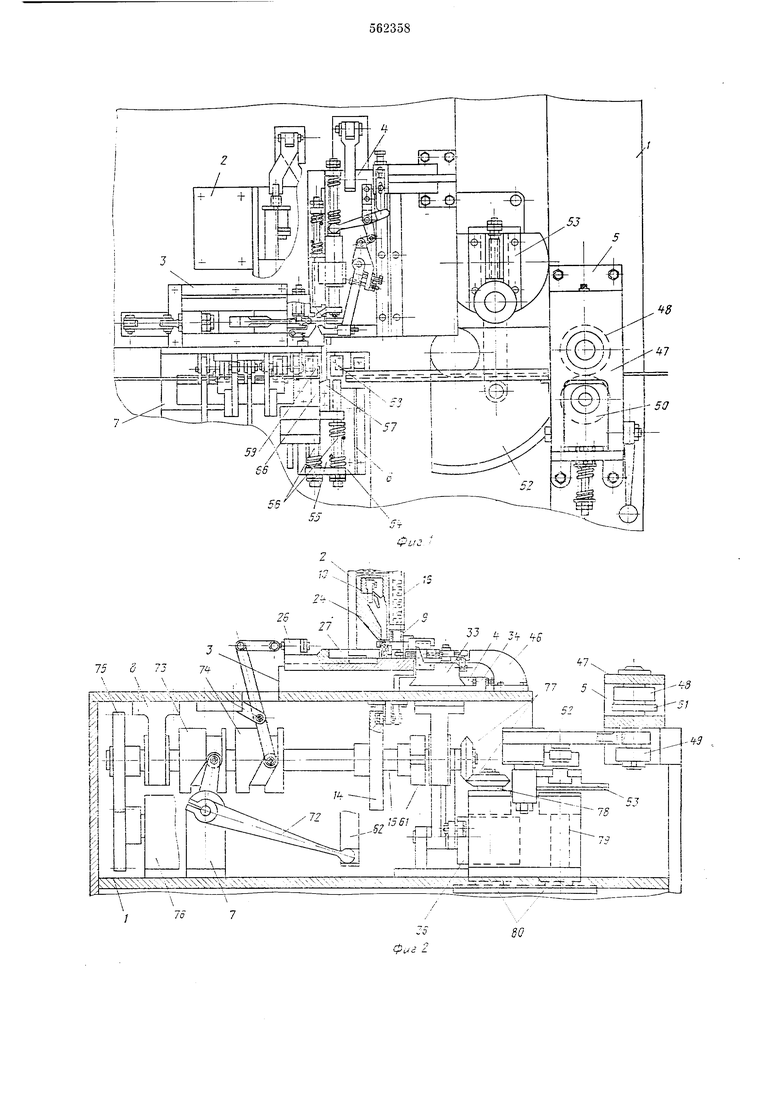
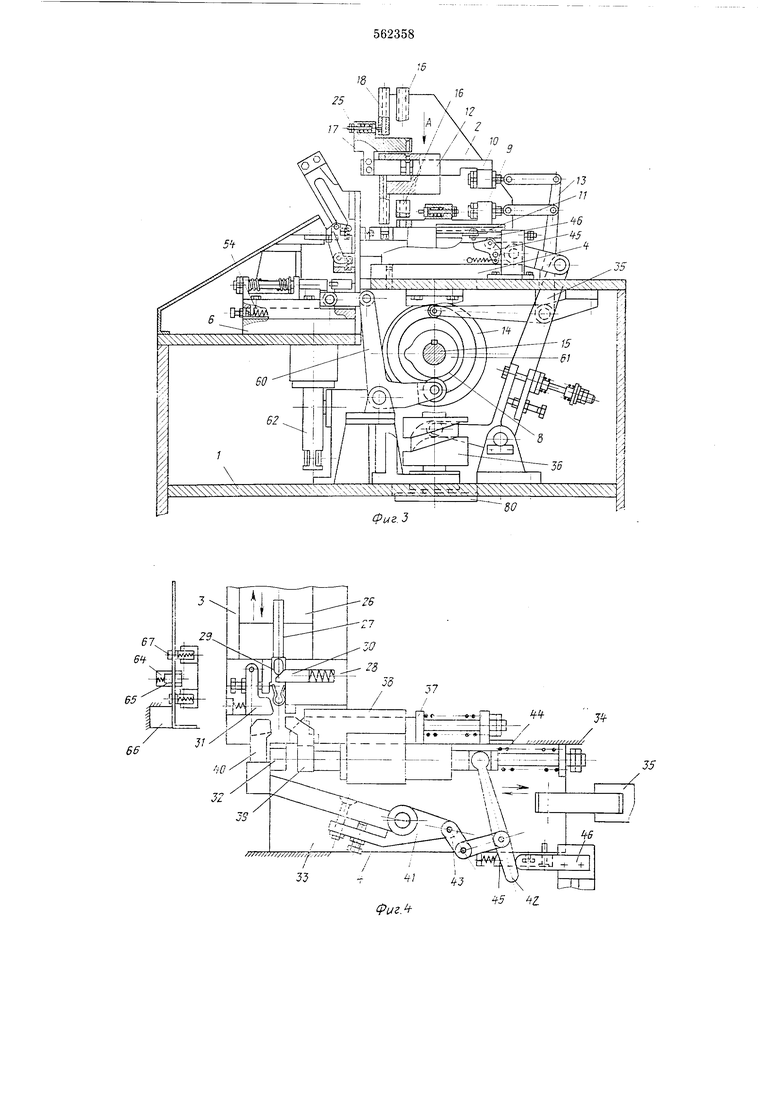
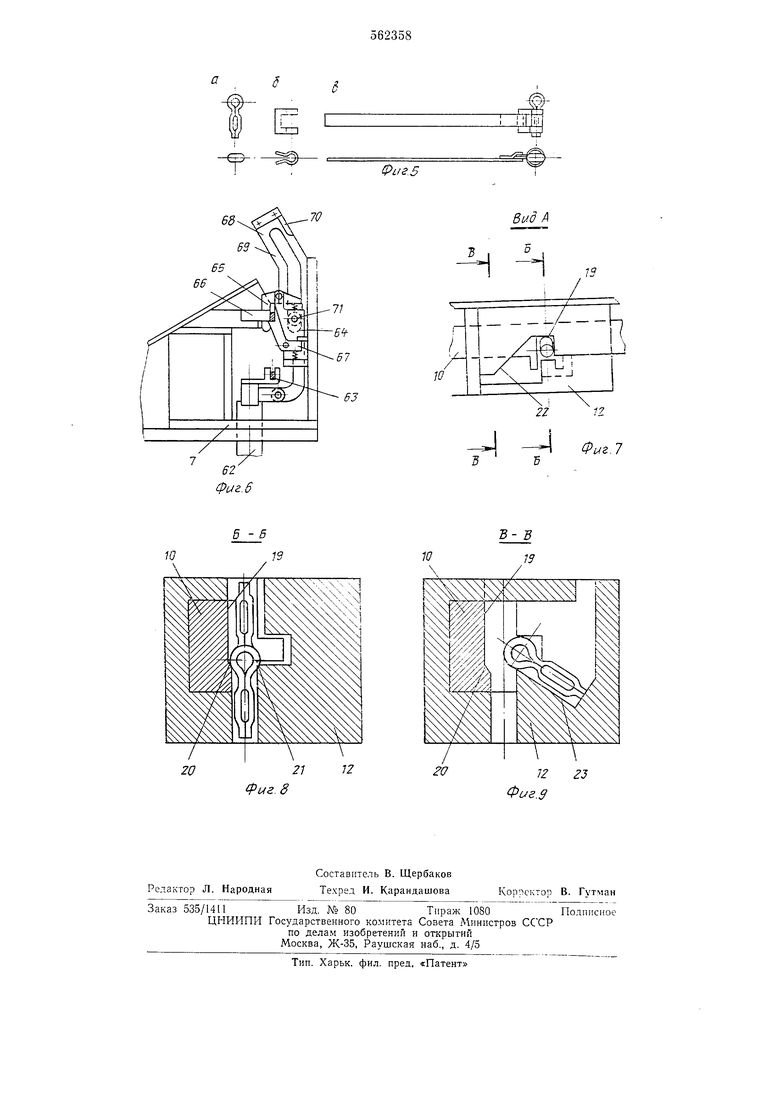
приЖИмами для фиксации скобы и шплинта. Механизм окончательной сборки хомута выполнен в виде перемещающейся возвратнопоступательно от привода в горизонтальной плоскости ползушки, расположенного на ней пуансона окончательной гибки конца ленты, подпружиненного пуансона предварительной гибки конца ленты, перемещающегося в имеющемся на пуансоне окончательной гибк;: пазу, и двух подпружиненных захватов для зажима (Скобы, связанных между собой системой рычагов. Механизм удаления готовых хомутов выполнен в виде подвижной в вертикальной плоскости от привода .скалки, расположенной па ней направляющей для захода ленты и подъема отрезанной заготовки и щарнирно закрепленного на ста-нине с возможностью поворота от упомянутой скалки захвата с подпружиненной губкой для зажима отрезанной заготовки при сборке и подъеме готового хомута. На фиг. 1 показан автомат, общий вид; на фиг. 2 - то же, продольный разрез; на фиг. 3 - то же, поперечный разрез; на фиг. 4 - схема сборки хомута; на фиг. 5: а - шплинт, б - скоба, в - собранный хомут; на фиг. 6 - мехаиизм удаления готовых хомутов; па фиг. 7 - по стрелке А на фиг. 3; на фиг. 8 - разрез Б-Б на фиг. 7; на фиг. 9 - разрез В-В на фиг. 7. На станине / установлены кинематически связанные между собой мехаиизм 2 поштучной выдачи скобы и шилинта, механизм сборки 3 щплинта и скобы, механизм 4 окончательной сборки хомута, механизм 5 шаговой подачи ленты, механизм 6 отрезки и предварительиой отгибки конца ленты, механизм 7 удаления готовых хомутов, привод 8 для сообщения движеиия всем мехаиизмам. Мехаиизм 2 поштучной выдачи шплинта и скобы выполнен в виде двух перемещающихся относительно станины возвратно-поступательно от одного привода расположенных одна над другой ползушек 9, 10, совершающих движение соответственно в корпусах //, /2 посредством рычага 13 от кулачка 14 распределительного вала 15. Ползущка 9 с отверстием для западанич скобы для отделения скобы из вертикальиого лотка 16 и передачи ее на исходную позицию в механизм сборки 3 шплинта и скобы. Ползушка 10 снабжена отсекателем 17 с отверстием для западания и отделения шплинта из лотка 18, пазом 19 для повторного западания шплинта. Паз 19 имеет уступ 20, образующий с уступом 21 корпуса 12 ловушку для головки шплинта. На корпусе Г2 имеется скос 22 и наклонная плоскость 23 для окончательной ориентации шплинта. Западание сориентированных шплинтов в механизм сборки скобы и шплинта 3 происходит по направляющей 24. На ползушках 9, 10 установлены подпружиненные щупы 25 для контроля наличия скоб и шплинтов. При отсутствии последних шупы 25 воздействуют на конечные выключатели и отключают автомат. Механизм 3 шплинта и скобы представляет собой ползушку 26 с толкателем 27, направляюшую 28 с пазом 29 и подпружиненными прижимами 30, 31, обеспечивающими надежное западание и сборку щплинта со скобой при перемещении шплинта и скобы толкателем 27 до упора 32 механизма окончательной сборки хомута 4. Механизм окончательной- сборки хомута 4 выполнен в виде ползушки 33, перемещающейся возвратно-поступательно в горизонтальной плоскости по направляющей 34 рычагом 35 от кулачка 36 привода 8. На ползушке 33 установлены подпружиненный пуансон 37 предварительной гибки отогнутого конца ленты, перемещаюшейся в пазу пуансона 38 для окончательной гибки отогнутого конца ленты совместно со скобой с целью их соединения. Скоба во время сборки удерживается двумя захватами 39, 40, связанными между собой рычагами 41, 42 и серьгой 43. Захваты 39, 40 сжимаются -под действием дружины 44. При сборке в конце хода ползушки 33 захваты 39, 40 фиксируются в раскрытом положении подпружиненной собачкой 45. При обратном ходе ползушки 33, когда собачка 45 паходит на подвижной упор 46 и утапливается, захваты 39, 40 сходятся. Механизм шаговой подачи ленты представляет собой корпус 47, в котором установлены неподвижный валик 48 с обгонной муфтой 49 и -подвижный подпружиненный валок 50. Валки 48, 50 соединены шестернями 5/. Привод валков 48, 50 осуществляется через обгонную муфту 49 зубчатым сектором 52 от планщайбы 53, установленной на одном из вертикальных валов привода 8. Механизм 6 отрезки и предварительной отгибки конца ленты состоит из корпуса 54. в котором перемещается ползушка 55 с подпружиненными прижимами 56, нож.а 57 для отрезки и гибки конца отрезанной ленты. На корпусе 54 закреплены пластины 58, 59 для отрезки и гибки соответственно. Перемещается ползушка 55 рычагол 60 от кулачка 61 распределительного вала привода 8. Механизм удаления готовых хомутов выполнен в виде подвижной в вертикально плоскости скалки 62 с расположенной на ней направляющей 63 с пазом для захода ленты, поворачивающегося захвата 64 с подпружиненной губкой 65, пластины 66 для упора ленты и скобы при сборке, подпружиненных собачек 67 для установки заготовки на уровень сборки, кронштейна 68 с копирным пазом 69 и 70 для раскрытия лодпружииенной губки 65 в конце подъема с целью удаления готового хомута. По копирному пазу 69 кронщтейна 68 перемещается ролик 7/ поворачивающегося захвата 64. Перемещение подвижной скалки
осуществляется рычагом 72 от кулачка 73 вала привода 8.
Привод 8 автомата состоит из горизонтального вала 15 с кулачками 14, 61, 73, 74, соединенного цилиндрическими шестернями 75 с редуктором 76 электродвигателем. На другом конце вала 15 установлена коническая шестерня 77, передающая движение через такую же коническую шестерню двум вертикальным валам 78, 79, которые соединены между собой цилиндрическими шестернями 80.
На вертикальном валу 7:S расположен кулачок 36 для привода механизма окончательной сборки 4. На другом вертикальном валу 79 консольно установлена планшайба 53 для привода механизма 5 шаговой подачи ленты.
Автомат работает следующим образом.
При работающем приводе 8 вращение вала 79 посредством цланшайбы 58, зубчатого сектора 52, обгонной муфты 49 передается кинематически связанным валкам 48 и 50. За каждый оборот вала 79 валки 49, 50 подают ленту на один шаг.
Лента проходит через механизм 6 отрезки и предварительной отгибки конца ленты в паз направляющей 63 механизма 7 удаления готовых хомутов. В следующий момент кулачок 61 через рычаг 60 приводит в действие ползушку 55 с ножом 57, который отрезает ленту и отгибает конец отрезанной ленты на 90, предварительно прижав заготовку прижимами 56, а затем ползушка 55 с ножом 57 возвращается в исходное положение.
При дальнейшем вращении вала 15 привода 8 скалка 62 с направляющей 63, а следовательно, и отрезанная лента, находящаяся в ней, и поворачивающийся захват 64 поднимаются рычагом 72 от кулачка 61. При подъеме отрезанная лента отжимает подпружиненные собачки 67, заходящие в вырезы направляющей 63, и проходит вверх выще собачки 67.
При обратном ходе отрезанная лента находит на собачки 67 и остается на них, а при дальнейшем опускании поворачивающийся захват 64 с подпружиненной губкой 65 находит на отрезанную ленту и последняя оказывается зажатой между губкой 65 и захватом 64 как при сборке, так и при последующем удалении готового хомута. Одновременно щилинты и скобы подаются из загрузочных устройств, например вибробункеров, в лотки 16, 18.
Скобы ориентируются в вибробункере и за.нол.няют лоток 16 в один рад.
В исходном положении отверстие ползушки 9 1СОВ1иадает с каналом лотка 16 а одна скоба западает в отверстие ползушки 9.
При движении ползушки 9 влево скоба отсекается и западает в паз 29 направляющей 28 механизма сборки шплинта и скобы 3. Западание скобы происходит в крайнем левом положении ползушки 9 при совмещеНИИ отверстия ползущки 9 с пазом 29 направляющей 28.
Шплинты заполняют лоток 18 после первичного ориентирования в вибробункере в один ряд головкой вверх или -вниз. Когда ползушка W находится в крайнем левом положении, шплинт западает в отверстие отсекателя 17. При движении ползушки 10 вправо отсекатель 17 отделяет шплинт из лотка 18 и в Крайнем правом положении при совпадении отверстий корпуса 12, отсекателя 17 и паза ползушки 10 шплинт западает в паз 19 ползущки 10, ограниченный с одной стороны корпусом 12, в котором перемещается ползушка 10. В пазу 19 шплинт удерживается на уступах 20, 21 ползущки 10 и корпуса 12 соответственно головкой вверх или .
Правильно сориентированный щплпнт, головкой вверх, при движении ползущки 10 влево перемещается пазом 19 до конца уступа 20, после чего он падает .по каналу направляющей 24 на исходную нозицню механизма сборки щплинта и скобы 3. Если щплинт неправильно сориентирован, он занадает в паз 19 до уступов 20, 21 и удерживается в таком положении в пазу 19 стенкой корпуса 12. В таком положении щплинт перемещается пазом /9 ползущки 10 влево до конца стенки корпуса 12 и падает на наклонную плоскость 23 в корпусе 12.
Для надел ного опрокидывания щплинта гз корпусе 12 предусмотрен скос 22. Опрокинутый на наклонную плоскость 23 шплинт остается головкой в пазу 19 ползушки 10 и в таком положении перемещается по наклонной плоскости 23. Как только кончается наклоннач плоскость 23, щплиит по каналу в направляющей 24 западает на исходную позицию механизма сборки щплинта и скобы 3 уже сориенTHipOBSHHbiM iB нужном положении.
В следуюп1ий момент, при движении ползушки 26 механизма ,3 сборки шплинта п скобы толкатель 27 перемешает по пазу 29 направляюи.1ей 28 шплинт. При своем перемещении щплинт заходит в скобу и захватывает ее. Перемеи1,аясь по пазу 29 направляющей 28, шплинт и скоба прижимаются к стенке паза 29 подпружиненными прижимами 30, 31.
Далее скоба со щплинтом заходят в захваты 39, 40 до упора 32 механизма окончательной сборки 4. Скоба останавливается, а щплинт, перемещаемый толкателем 27, разжимает скобу и заходит в нее.
Ползущка 35 механизма окончательной сборки 4 движется влево, освобождая пружину 44. Захваты 39, 40 под действием пружины 44 м новенно сжимают находящуюся между ними скобу со шплинтом за счет соотношения рычагов 41, 42 и перемещают их на соединение с отрезанной заготовкой.
При дальнейшем движении ползушки 33 скоба пазом заходит на отогнутый конец отрезанной ленты и перемещается до упора захвата 39 в пластину 66. При этом подпружиненный пуансон 37 своим скосом предварнтельно загибает отогнутый конец заготовки, обхватывая скобу, пока не упрется в нее, после чего начинает сжиматься пружина 44. Затем пуансон 38 в конце хода ползушки 33 окончательно догибает отогнутый конец заготовки. Соединенные скоба, шплинт и отрезаиная заготовка образуют готовый хомут. Когда захват 39 прижимает скобу к пластине 66, а ползушка 33 продолжает двигаться, захват 40 через рычаги 41, 42 поворачивается, освобождая собачку 45. При обратном ходе ползушки 33 захваты 39, 40 удерживаются в раскрытом положении за счет собачки 45. В захвате 40 сделан паз, соответствуюш,ий как толщине пластины 66, так и ширине отрезанной ленты. Фиксация захватов 39, 40 в раскрытом .положении позволяет механизму окончательной сборки 4 возвращаться в исходное положение сразу, н-г дожидаясь подъема собранного хомута. При возвращении ползушки 33 в исходное положение подпружиненная собачка 45 находит на скос упора 46 и утапливается, а захваты 39, 40 освобождаются и сходятся. Затем рычаг 42 в конце хода ползушки 33 находит на упор 46 и предварительно разжимает захваты 39, 40 для захода следующей скобы со шплинтом. Сброс собранного хомута производится следующим образом. При подъеме направляющей 63 с отрезанной заготовкой собранный хомут поднимается поворачивающимся захватом 64, удержизаемый подпружиненной губкой 65. Ролик 71 поворачивающегося захвата 64 перемещается по копирному пазу 69 кронщтейна вЗ, отклоняет захват 64 влево. В конце подъема подпружиненная губка 65 находит на упор 70 и отжимается. Освобожденный хомут сбрасывается. Одновременно с этим подается новая отрезанмая заготовка, скоба и щплинт для сборки. Цикл повторяется за один оборот вала 15. Положительной особенностью автомата является то, что сборка скобы со шплинтом :; обработка (подача, отрезка с отгибкой, передача на уровень сборки) ленты осуществляется параллельно, сокращая время на изготовление хомута и повышая производительность. Формула изобретения 1. Автомат для сборки хомута нз ленты, скобы и щплинта, содержащий смонтированные на станине приводные механизмы шаговой подачи ленты, отрезки и предварительной о ггибки конца ленты, отличающийся тем, что с целью обеспечения автоматической сборки хомута на одном агрегате, он снабжен последовательно установленными на станине и кинематически связанными механизмом поштучной .выдачи акобь к шплинта, обеспечиваюшнм ориентацию последнего, механизмом сборки скобы и щплинта, механизмом окончательной сборки хомута и механизмом удаления готовых хомутов. 2.Автомат по п. 1, отличающийся тем, что механизм поштучной выдачи скобы и шплинта выполнен в виде двух перемещающихся относительно станины возвратно-поступательно от одного привода и расположенных одна над другой нолзушек, имеющих отверстия одна для западания скоб, другая --шплинтов, поступающих из смонтированных на станине двух вертикально расположенных лотков, причем иолзушка для скоб снабжс-иа отсекателем с отверстием для заиадания и отделения шплинта и двумя паза.мн, один из которых имеет уступ, а другой - скос, образующие совместно ловушку для головки шплинта. 3.Автомат по п. 1, о т л и ч а ю ш и и с я тем, что механизм сборки шплинта и скобы выполнен в виде перемещающейся возвратнопоступательно в вертикальной плоскости ползущки с толкателем и смонтированными в направляющих станины подпружиненными прижимами для фиксации скобы и шплинта. 4.Автомат по п. , отличающийся тем, что механизм окончательной сборки хомута выполнен в виде перемещающейся возвратно-по-ступательно от привода .в горизонтальной плоскости ползушки, расположенного на ней пуансона окончательной гибки конца ленты, подпружиненного пуансона предварительной гибки конца ленты, перемещающегося в имеющемся иа пуансоне окончательной гибки пазу, и двух подпружиненных захватов для зажима скобы, связаниых между собой системой рычагов. 5.Автомат -по п. 1, о т л и ч а ю щ н и с я тем. что механизм удаления готовых хомутов выполгтен .в виде лодвиж.ной в вертикальной плоскости от привода скалки, расположенной на ней направляющей для захода ленты и подъема отрезанной заготовки и шарнирно закрепленного на станине с воз.можностью поворота от упомянутой скалки захвата с поднружиненной губкой для зажима отрезанной заготовки при сборке и подъеме готового хомута. Источники информации, принятые во внимание при экспертизе. 1.Авторское свидетельство СССР Ло 232507 М, Кл.2 В 23 Р 21/00, 9б8. 2.Авторское свидетельство СССР № 184236, М. Кл.2 В 2 F 45/24, 1965.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| Автомат для изготовления изделий из листового материала | 1981 |
|
SU1033347A1 |
| Устройство для перфорирования и отрезки ленты или полосы из эластичного материала П-образного профиля | 1986 |
|
SU1428503A1 |
| Автомат для сборки пряжек | 1981 |
|
SU986701A1 |
| Установка для изготовления изделий из ленты | 1981 |
|
SU1178556A1 |
| АВТОМАТ ДЛЯ ВЫСАДКИ ИЗДЕЛИЙ С БОЛЬШИМ ОБЪЕМОМ | 1966 |
|
SU184594A1 |
| Способ резки труб и устройство для его осуществления | 1981 |
|
SU1007860A1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Проволочно-гвоздильный автомат | 1977 |
|
SU766716A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
-ч№1| 7 ,,-life ).. ,, I
1
35 1--т-t-K; / «- I Lii ai
Зж
T nrfir
6S
Фаг. 5
А
-Ч -i
.7
Ю
12
21
Фиг. 8
