(54) СТАН ДЛЯ ВОЛОЧЕНИЯ СТУПЕНЧАТЫХ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ДЛЯ ВОЛОЧЕНИЯ ТРУБ НА ЗАКРЕПЛЕННОЙ ОПРАВКЕ | 2008 |
|
RU2378069C1 |
| Волочильный стан | 1973 |
|
SU452384A1 |
| УСТРОЙСТВО ДЛЯ ВОЛОЧЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ПЕРЕМЕННОЙ ПО ДЛИНЕ ТОЛЩИНОЙ СТЕНКИ | 1994 |
|
RU2089309C1 |
| Способ волочения труб | 1990 |
|
SU1722644A1 |
| ЗАДАЮЩЕЕ БАРАБАННОЕ УСТРОЙСТВО К ТРУБОВОЛОЧИЛЬНОМУ СТАНУ | 1971 |
|
SU301199A1 |
| Способ изготовления составных труб | 1979 |
|
SU848112A1 |
| ТЯНУЩИЙ БЛОК ДЛЯ ВОЛОЧЕНИЯ ПРОДОЛЬНО-ТЯНУТОГО МАТЕРИАЛА И ВОЛОЧИЛЬНЫЙ СТАН | 2002 |
|
RU2245203C2 |
| СТАН ДЛЯ ВОЛОЧЕНИЯ ТРУБ НА ПОДВИЖНОЙ ОПРАВКЕ | 2007 |
|
RU2336964C1 |
| СТАН НЕПРЕРЫВНОГО ХОЛОДНОГО ВОЛОЧЕНИЯ-ПРОКАТКИ ТРУБ | 2003 |
|
RU2236919C1 |
| Тележка волочильного стана | 1972 |
|
SU551830A1 |
1
Изобретение относится к трубоволочильному производству, в частности к станам для волочения ступенчатых труб.
Известен стан для волочения ступенчатых труб, содержащий ряд соосных волок с рабочим диаметром, соответствующим диаметрам ступеней труб, и выдвижные упоры по числу волок.
Недостатками известного стана являются увеличенная длина забитого конца трубы, нежесткость крепления волок на длинных тягах и возникновение ударных нагрузок из-за наличия выдвижных упоров, регулирующих длину хода волок.
Для уменьшения длины забитого конца трубы предлагается упоры устанавливать в поперечных пазах общей для всех волок волочильной доски.
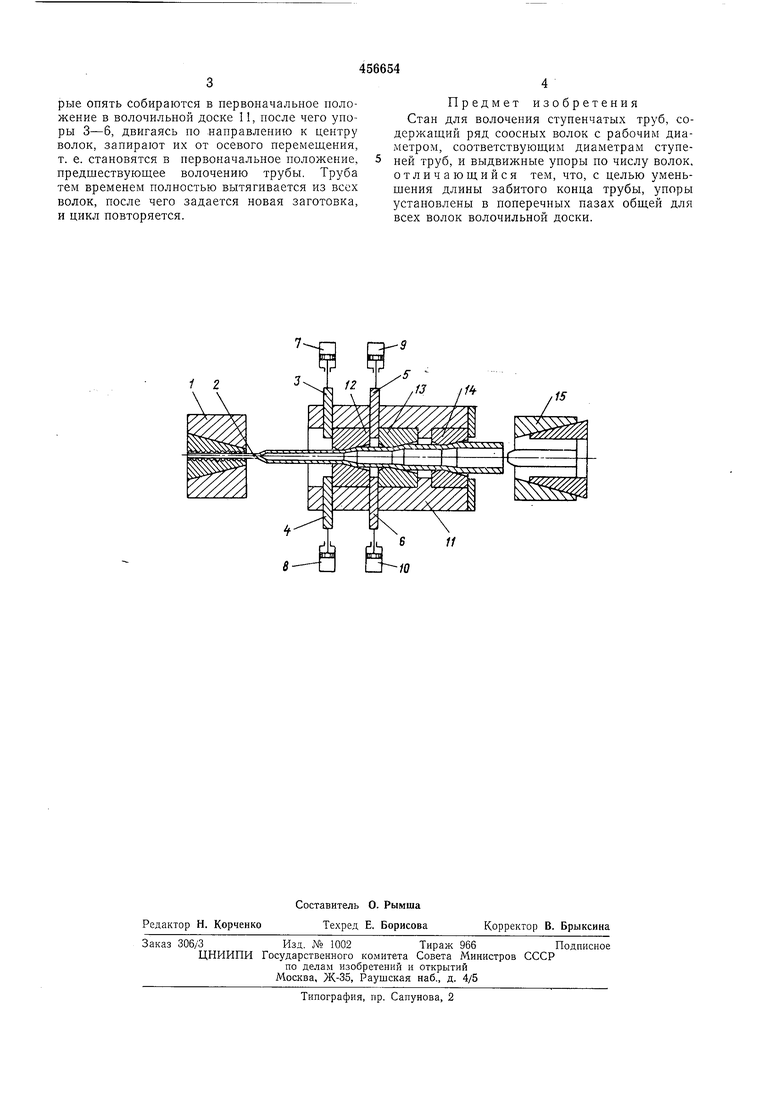
На чертеже показана схема описываемого стана.
Стан содержит тележку 1, осуществляющую захват переднего конца трубы 2 и волочение, выдвижные упоры 3-6, соединенные со штоками пневмо- или гидроцилиндров 7-10, причем выдвижные упоры входят в поперечные пазы общей для всех волок волочильной доски И, в которой установлены волоки 12-14. Рабочие диаметры волок равны диаметрам соответствующих ступеней готовой трубы.
Для вытягивания протянутой трубы из волок перед волочильной доской размещена задняя тележка 15 с любым приводом (гидравлическим, цепным и т. д.). Стан работает следующим образом.
Трубная заготовка с предварительно забитым передним концом задается через набор волок 12-14 в захваты тележки 1, которая .начинает протягивать заготовку через набор волок. После того, как протягиваемый участок трубы достигает заданной длины, упоры 3 и 4 при помощи, например, пневмоцилиндров 7 и 8 быстро раздвигаются и освобождают волоку 12, которая движется вперед вместе с трубой 2. С этого момента идет волочение ступени с большим диаметром, чем первая. Когда длина указанной ступени достигает заданной, упоры 5 и 6 освобождают волоку
13, которая также перемещается вперед вместе с трубой и т. д. Последняя волока упирается в неподвижный упор. Когда перед последней волокой остается непротянутая час1ь трубы длиной, равной последней ступени, тележка 1 останавливается и освобождает трубу от зажима. Задняя тележка 15 подходит к непротянутой части трубы, захватывает ее и начинает вытягивать из последней волоки 14. При этом вместе с трубой перемещаются
плотно сидящие на ней волоки 12 и 13, которые опять собираются в первоначальное положение в волочильной доске 11, носле чего уноры 3-6, двигаясь по направлению к центру волок, запирают их от осевого перемещения, т. е. становятся в первоначальное положение, предшествующее волочению трубы. Труба тем временем полностью вытягивается из всех волок, после чего задается новая заготовка, и цикл повторяется.
Предмет изобретения Стан для волочения ступенчатых труб, содержащий ряд соосных волок с рабочим диаметром, соответствующим диаметрам ступеней труб, и выдвижные упоры по числу волок, отличающийся тем, что, с целью уменьшения длины забитого конца трубы, упоры установлены в поперечных пазах общей для всех волок волочильной доски.
15
