Согласно изобретению изготовление замкнутых резиновых полых изделий осуществляется путем предварительной клейки на дорне корпуса изделия, к которому приклеивают дно, затем выворачивают изделие до конца дорна и приклеивают второе дно.
Предлагаемым способом имеется в виду достижение следующих преимуществ перед существующими способами клейки полых замкнутых резиновых изделий:
1) получения замкнутых полых резиновых изделий с тканевыми прокладками или без них, без вставных днищ, для лучшей герметичности всего изделия; 2) удешевления изделия, так как отсутствуют металлические детали (кольца, болты), служащие для присоединения днища, что кроме того значительно облегчает вес изделия; 3) получения изделий, весьма удобных для транспортировки пустыми, так как изделие, изготовленное данным способом, представляет собою мягкий мешок, удобно складывающийся в виде пакета; 4) возможности получения замкнутых полых резиновых изделий с повышенной прочностью, поскольку клейка происходит на жестком дорне, с доброкачественной прикаткой швов.
Кроме того, так как изделие на вулканизацию поступает в сложенном виде, а не на формах, то получается возможность увеличения загрузки вулканизационных котлов (увеличение полезного коэфициента использования котла).
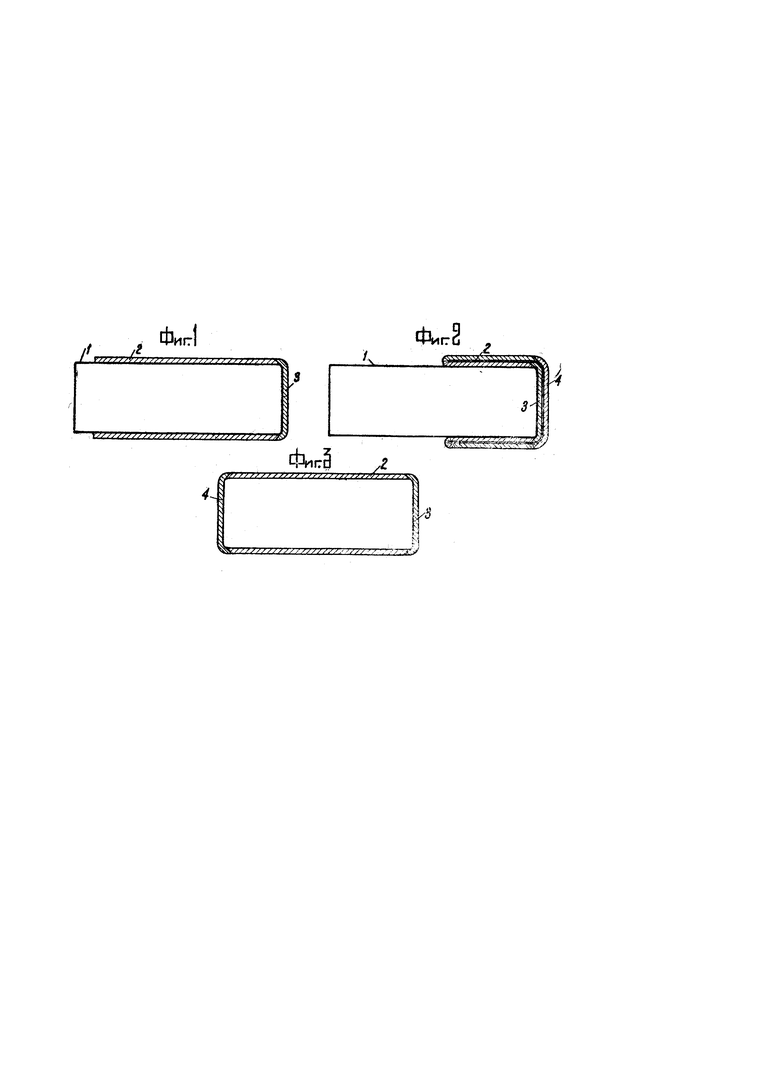
На чертеже фиг. 1-3 поясняют последовательные стадии работы согласно предлагаемому способу.
На жестком дорне 1 (фиг. 1-3), представляющем собою форму желаемого изделия с отъемным дном, сначала производится клейка корпуса 2 изделия, затем к корпусу на конце формы приклеивается дно 3 (фиг. 1), после чего делается выворот. Корпус 2 изделия при вывороте подтягивается до конца формы и приклеивается второе дно 4 (фиг. 2).
После этого выворот продолжается до конца, т.е. до снятия изделия с формы 1, и таким образом получается замкнутое полое изделие (фиг. 1).
Отверстия с горловинами можно делать по желанию в любом количестве и в любых местах корпуса иди днища. В том случае, когда производится клейка изделия с тканевыми прокладками, при приклейке дна следует чередовать слои резины и ткани при соединении в целях усиления швов.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗИНОВАЯ МАНЖЕТА ДЛЯ ПРОПУСКА В ЗАЩИТНОЙ ТРУБЕ КАБЕЛЯ СВЯЗИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2285854C2 |
| СПОСОБ БЕСТРАНШЕЙНОЙ ПРОКЛАДКИ ТРУБОПРОВОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2730767C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ ТРУБ НА ЭЛАСТИЧНОМ ДОРНЕ | 2009 |
|
RU2458276C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПОРНЫХ РЕЗИНОТКАНЕВЫХ РУКАВОВ | 2008 |
|
RU2376141C1 |
| НАДУВНАЯ ЛОДКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2250176C2 |
| НАПОРНАЯ ПЛАВАЮЩАЯ ТРУБА С ПНЕВМАТИЧЕСКИМИ ПОПЛАВКАМИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2358178C1 |
| Способ изготовления полых замкнутых цилиндрических изделий с плоскими днищами и устройство для его осуществления | 1982 |
|
SU1085846A1 |
| ПРЕСС-ФОРМА ДЛЯ РУКАВОВ-КОМПЕНСАТОРОВ | 2009 |
|
RU2418678C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛАСТИЧНОГО ДОМКРАТА | 1996 |
|
RU2109635C1 |
| Способ изготовления галстука | 1989 |
|
SU1625318A3 |
Способ изготовления клеенных замкнутых резиновых полых цилиндрических изделий с тканевыми прокладками, отличающийся тем, что на жестком дорне клеят корпус изделия, к которому приклеивают дно, выворачивают изделие до конца дорна, приклеивают второе дно и снимают с дорна полое изделие.
