1
Изобретение относится к литейному производству, в частности к оборудованию для автоклавпого литья.
Известна литейная компрессионная установка, позволяющая получать отливки в уелоВИЯХ приложения избыточного газового давления на всех трех стадиях литейного цикла выдержка жидкого металла перед заливкой, заливка металла в форму и кристаллизация отливки.
Однако при изготовлении отливок на указанной установке значительно уменьшается заполпяемость литейных форм. В связи с этим необходимо повышать температуру заливаемого металла, и она должна быть тем более, чем меньше толш,ина стенки изготовляемой отливки. В результате этого, а также из-за отсутствия возможности регулирования условий теплоотвода, скорость кристаллизации отливок уменьшается, а время выдержки залитой формы в камере установки в условиях избыточного газового давления увеличивается, что в конечном итоге приводит к ухудшению качества отливок и снижению производительности.
Для улучшения заполпяемости литейных форм и повышения производительности в камере избыточного газового давления установлена дополнительная камера пониженного давления, во внутреннюю полость которой
помещена литейная форма, заключенная в опоку с фланцем, причем верхняя часть формы расположена в камере избыточного газового давления, а нижняя - в камере пониженного давления, которая с помощью штуцера, шланга и клапана соединена с атмосферой и вакуумной системой, а от камеры избыточного газового давления отделена уплотнительной прокладкой, установленной между фланцем опокп и фланцем камеры пониженного давления. Кроме того, литейная форма помешена в опоку с газопроницаемыми стенками и дном.
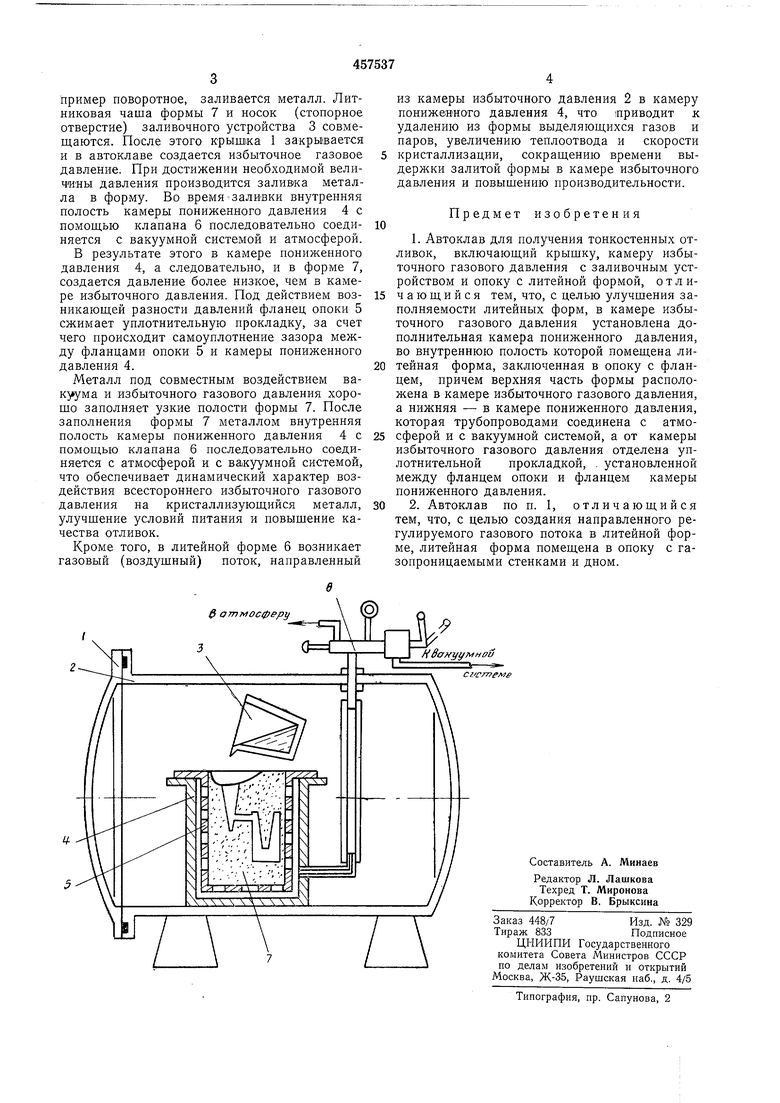
На чертеже изображен автоклав для получения тонкостенных отливок.
Автоклав имеет крышку 1, корпус 2 с заливочным устройством 3, камеру пониженного давления 4, которая выполнена в виде герметичного сосуда, например круглой формы, с фланцем и штуцером на боковой поверхности. Опока 5 выполнена съемной. На наружной поверхности корпуса 2 установлен распределительный клапан 6 со штуцером.
Автоклав работает следующим образом.
При открытой крышке 1 в камеру пониженного давления 4 устанавливается опока 5 с литейной формой 7. При этом фланец опоки своей нижней плоскостью опирается на уплотнительную прокладку, расположенную в канавке фланца камеры пониженного давления 4. В разогретое заливочиое устройство 3, на
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения отливок | 1990 |
|
SU1766588A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1990 |
|
RU2020040C1 |
| ЛИТЕЙНАЯ КОМПРЕССИОННАЯ УСТАНОВКА | 1973 |
|
SU371018A1 |
| СПОСОБ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ (ЛВКД) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2234392C2 |
| АППАРАТ ДЛЯ ПЛАВКИ И ЦЕНТРОБЕЖНО-ВАКУУМНОГО ЛИТЬЯ | 2005 |
|
RU2304035C2 |
| Способ определения скорости кристаллизации механических расплавов в газопроницаемых формах | 1977 |
|
SU648338A1 |
| Способ литья в песчаные формы с противодавлением | 1982 |
|
SU1060294A1 |
| Устройство для литья" | 1976 |
|
SU556893A1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| Способ литья под газовым давлением | 1983 |
|
SU1118475A1 |
