1
Изобретение предназначено для технологического процесса производства статоров электрических машин небольшой мощности.
Известны аналогичные установки, состоящие из одного или двух поворотных многопозиционных столов, в которых пропитка производится поливом, а сушка нронитанных обмоток индукционным или токовым способом.
При использовании таких установок на лобовых частях обмоток лак при пропитке распыляется неравномерно. На нижних лобовых частях скапливается много лака, который приходится удалять, в то время как верхние лобовые части пропитываются недостаточно.
Целью изобретения является повышение качества пропитки путем неоднократного автоматического переворачивания статоров во время сушки.
Для этого на отдельных позициях стола снизу установлены гидроцилиндры, штоки которых имеют кольцевые выточки, а на оси каждой статорозахватывающей головки установлена шестерня, находящаяся в постоянном зацеплении с зубчатой рейкой, имеющей на одном из концов буртик.
На соответствующих позициях буртик входит в выточку штока гидроцилиндра, и по команде схемы управления статор переворачивается.
2
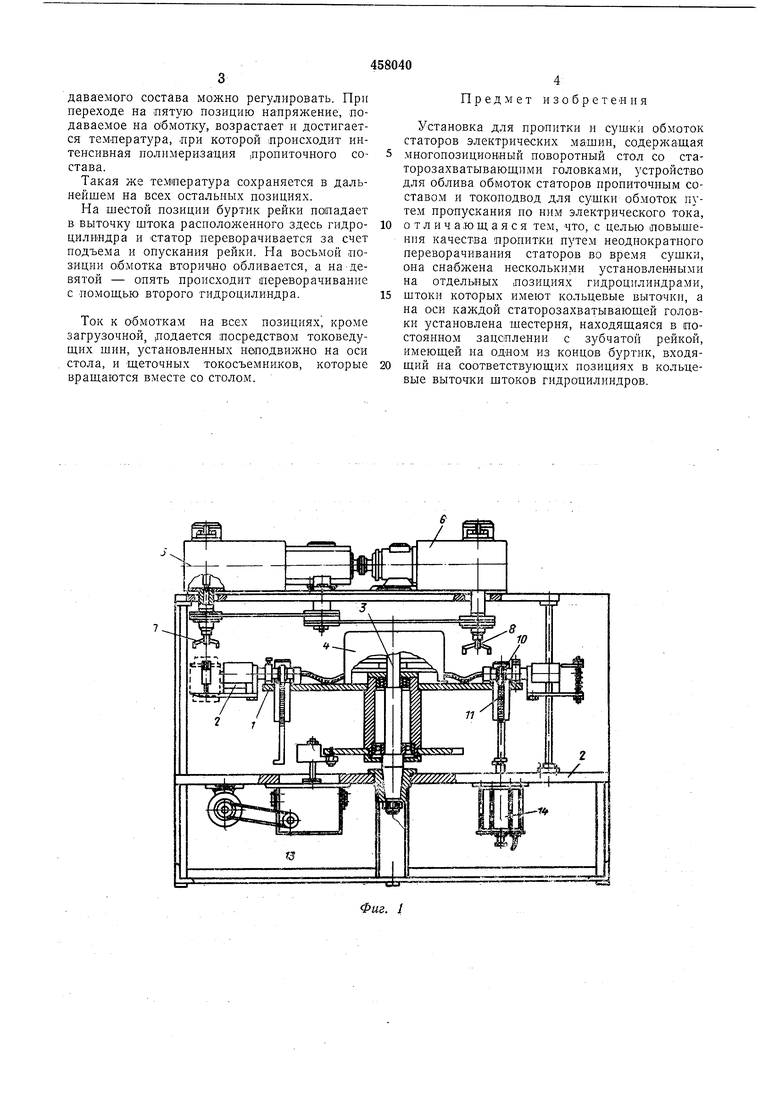
На фиг. 1 показана схематическая компоновка основных узлов установки; на фиг. 2 - узел переворачивания статоров.
Установка состоит из многопозиционного стола 1, который имеет, нанример, двенадцать статорозахватывающих головок 2 и установлен на неподвижной оси 3. Над столом смонтированы токоподводящее и токосъемное устройство 4. Сверху, против двух соответствующих позиций стола, установлены ванны 5 и 6, заполненные пропиточным материалом с вращающимися обливочными лейками 7 и 8. На оси 9 каждой статорозахватывающей головки жестко насажена шестерня 10, находящаяся в постоянном зацеплении с зубчатой рейкой 11. На неподвижной плите 12 расположены механизм привода стола пропитки 13 и, например, два гидроцилиндра 14 для переворачивания статоров. На конце истока 15 гидроцилиндра имеется кольцевая выточка, в которую входит буртик 16 зубчатой рейки
На первой позиции стола происходит загрузка и разгрузка статоров. На следующих трех позициях обмотки статоров нагреваются до определенной температуры, что способствует лучшему проникновению .пропиточного состава в обмотку. На четвертой позиции при Помощи лейки 7 обмотка обливается пропиточным составом из ванны 5. Количество подаваемого состава можно регулировать. При переходе на пятую позицию напряжение, подаваемое на обмотку, возрастает и достигается температура, лри которой происходит интенсивная полимериза-ция .пропиточного состава.
Такая же температура сохраняется в дальнейшем на всех остальных позициях.
На шестой позиции буртик рейки попадает в выточку штока расположенного здесь гидроцилиндра и Статор переворачивается за счет подъема и опускания рейки. На восьмой позиции обмотка вторично обливается, а на девятой - опять происходит переворачивание с помощью второго гидроцилиндра.
Ток к обмоткам на всех позициях кроме загрузочной, додается посредством токоведущих шин, установленных неподвижно на оси стола, и щеточных токосъемников, которые врашаются вместе со столом.
Нредмет изобретения
Установка для пропитки и сушки обмоток статоров электрических машин, содерл ащая многопозиционный поворотный стол со статорозахватываюшпми головками, устройство для облива обмоток статоров пропиточным составом и токоподвод для сушки обмоток путе.м пропускания по ним электрического тока, отличающаяся тем, что, с целью повышения качества пропитки путем неоднократного переворачивания статоров во время сушки, она снабжена несколькими установленными на отдельных позициях гидроцилиндрами, штоки которых имеют кольцевые выточки, а на о€и каждой статорозахватывающей головки установлена шестерня, находящаяся в постоянном зацеплении с зубчатой рейкой, имеющей на одном из концов буртик, входящий на соответствующих позициях в кольцевые выточки штоков гидроцилиндров.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пропитки и термообработки обмоток статоров электродвигателей | 1975 |
|
SU657530A1 |
| Установка для пропитки и сушки обмоток электрических машин | 1977 |
|
SU640400A1 |
| Способ изготовления обмотанных магнитопроводов | 1984 |
|
SU1246257A1 |
| Стенд для демонтажа обмоток статоров электрических машин | 1987 |
|
SU1453531A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
| Установка для пропитки и сушки статорных обмоток электродвигателей | 1961 |
|
SU149137A1 |
| Способ капиллярной пропитки обмоток электрических машин | 1991 |
|
SU1820453A1 |
| Способ дозированной пропитки всыпных обмоток статоров электрических машин | 1987 |
|
SU1525827A1 |
| СПОСОБ ТРЁХТАКТНОЙ СТРУЙНО-КАПЕЛЬНОЙ ПРОПИТКИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2015 |
|
RU2593826C1 |
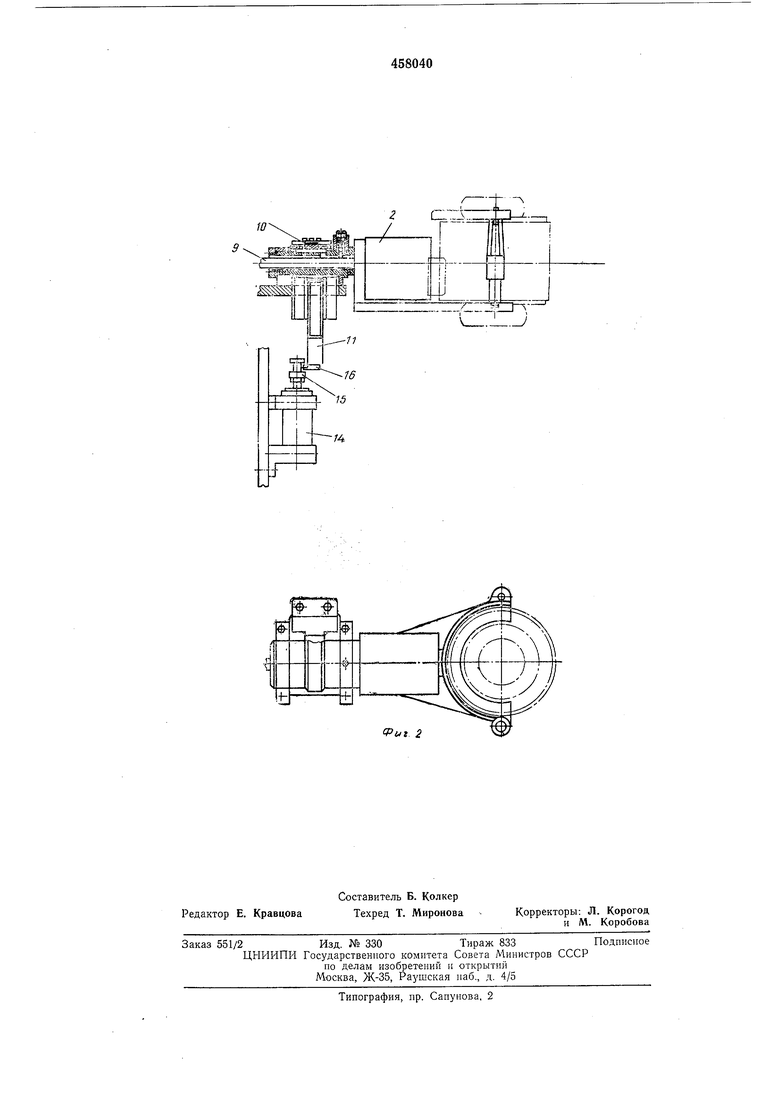
Фиг 2
