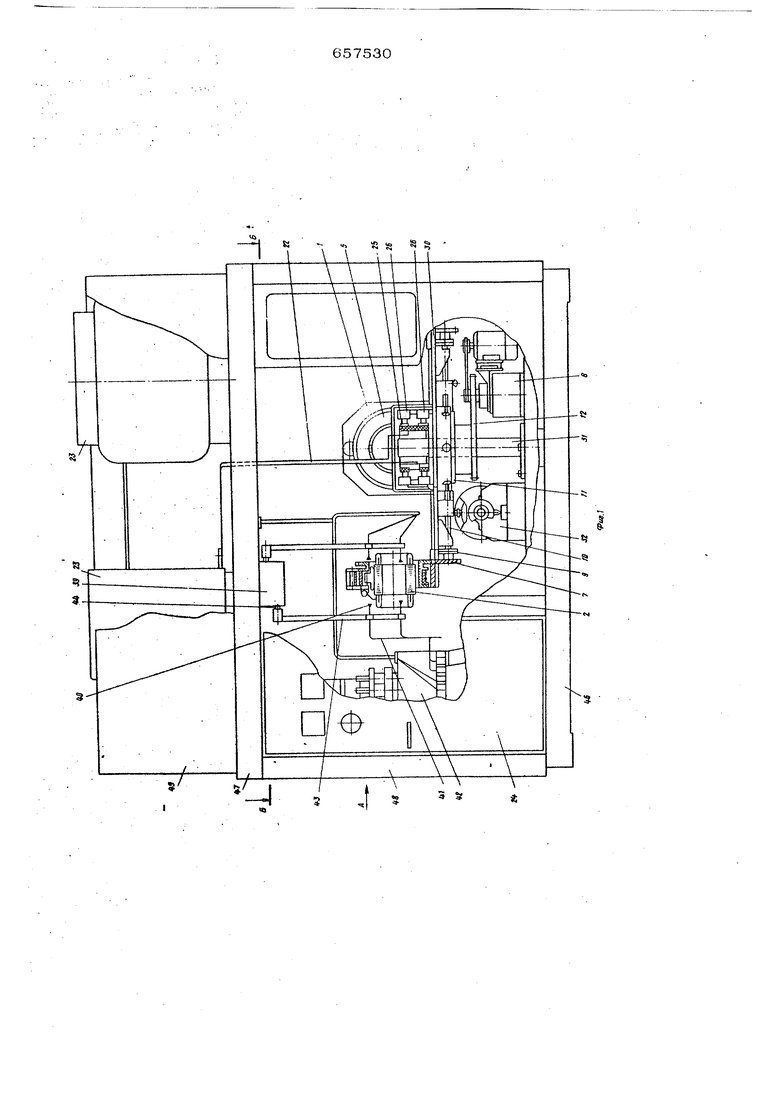
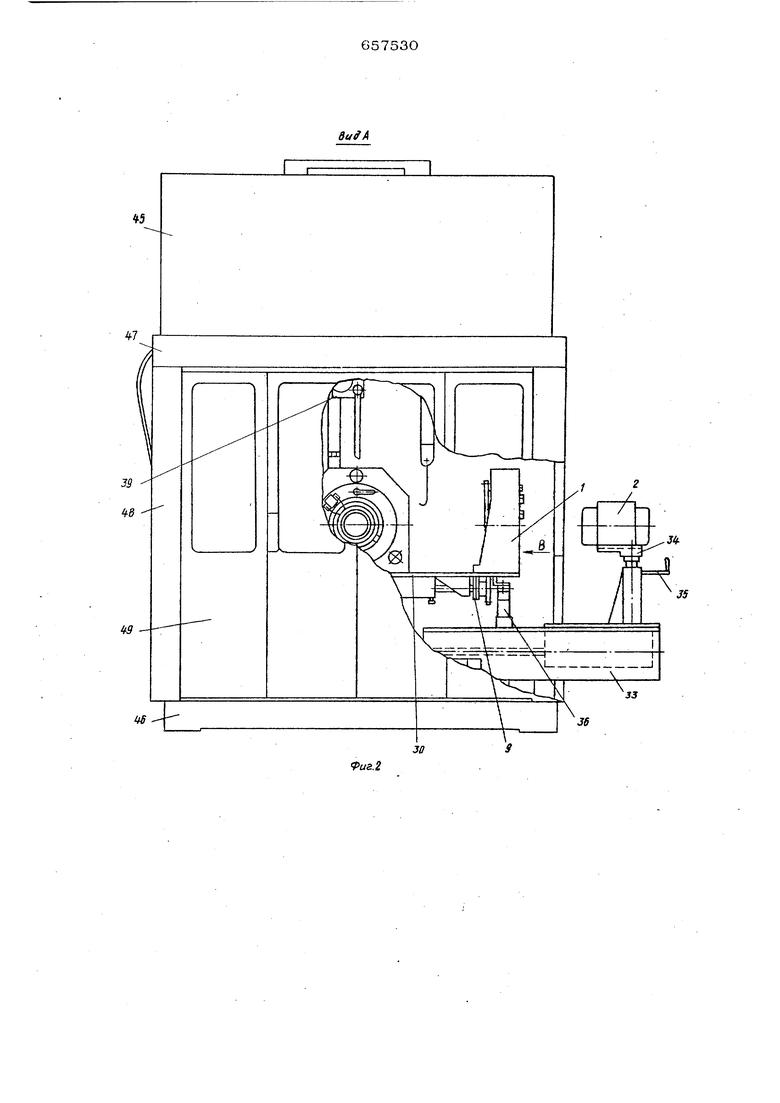
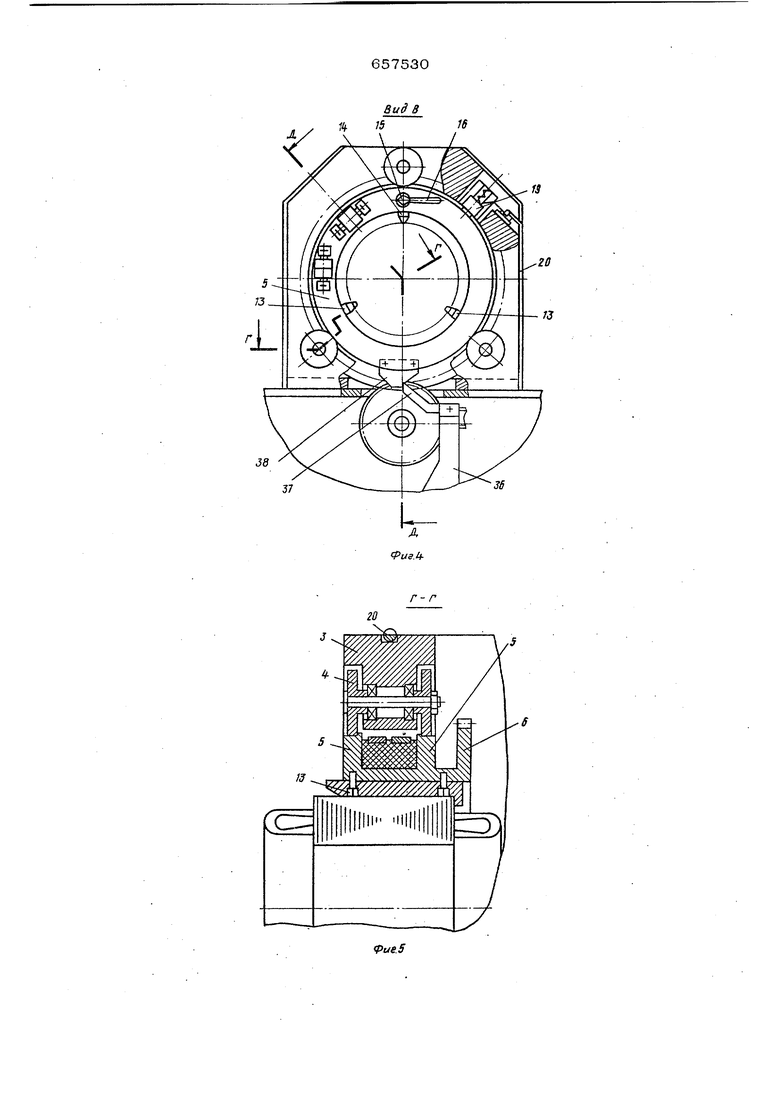
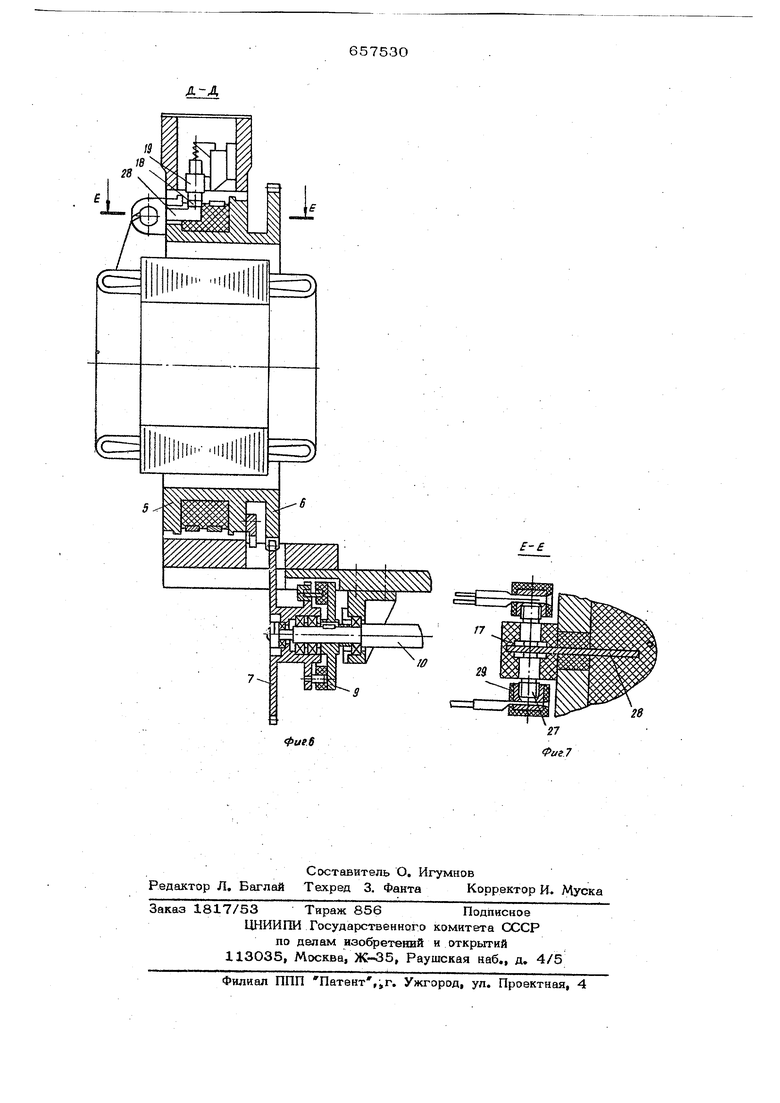
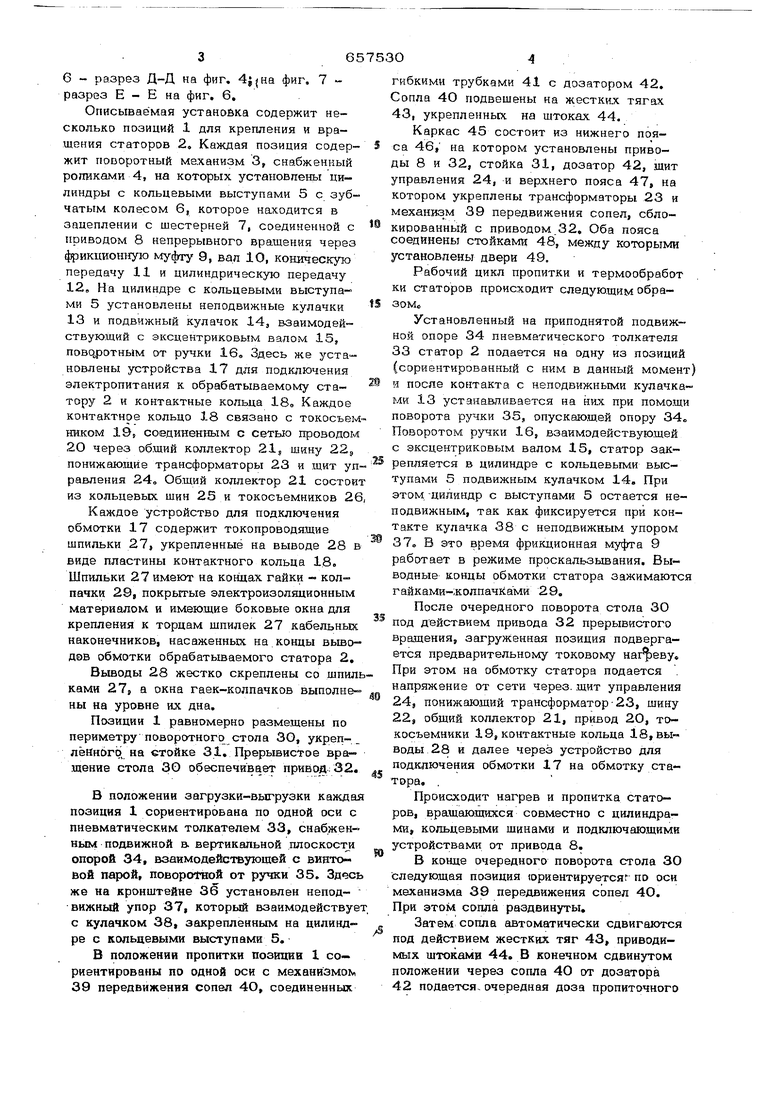
Изобретение относится к те.хнопогическому оборудованию для изготовления электрических машин и может быть использовано в электромашиностроении. Известна установка пропитки и термообработки обмоток статоров электродвигателей с подвижными консольными опора ми, на которых статоры фиксируются и вводятся в рабочую зону установки ij . Недостатком этой установки является значительная затрата времени при загрузке и выгрузке изделий и недостаточная . надежность их крепления на опорах. Известно и другое устройство, содержашее поворотный приводной стол с позициями для горизонтальной установки статоров, механизм дозирования изоляционного лака и подачи его на обмотку, устройство фиксации и вращения обрабаты ваемых статоров, систему подачи электро питания для токового нагрева обмоток 2 Данное устройство является наиболее близким к изобретению по тахнической сущности и дсютигаемому результату. Недостатками этого устройства являются неудобство в эксплуатации, а также сложность выполнения устройств для фиксации и вращения статоров. Целью изобретения йвляется упрощение конструкции. Цель достигается тем, что устройство фиксации и вращения обрабатываемых статоров выполнено в виде цилиндра с опирающимися на ролики кольцевыми выступами, между которыми расположены контактные кольца, на одном торце цилиндра со сто роньГ привода выполнено зубчатое колесо на дугом торце - устройство ддя подклк чения обмотки. Устройство для подключения обмотки выполнено в виде пластин , скрепленных с токоподводяшими шпильками и зажимными гайками в виде колпачков с окнами для размешения выводой обмотки. . На фиг.Т изофажен обиий вид уста-. новки;;на фиг. 2 - вид по стрелке А на фиг. 1; (на фиг, 3 - разрез Б-Б на фиг. Ij на фиг, 4 - вид по стрелке В на фиг, 2р на фиг. 5 - разрез Г-Г на фиг. 4j на фиг. 6 - разрез Д-Д на фиг. 4j{Ha фиг. 7 разрез Е - Е на фиг, 6, Описываемая устанобка содержит несколько позиций 1 для крепления и вращения статоров 2, Каждая позиция содержит поворотный механизм 3, снабженный роликами 4, на которых установпещ 1 ци линдры с кольцевыми выступами 5 с зубчатым колесом 6, которое находится в зацеплении с шестерней 7, соединенной с приводом 8 непрерывного вращения через фрикционную муфту 9, вал 10, коническую передачу 11 и цилиндрическую передачу 12, На цилиндре с кольцевыми выступами 5 установлены неподвижные кулачки 13 и подвижный кулачок 14, взаимодействующий с эксцентриковым валом 15, повсуэотным от ручки 16« Здесь же установлены устройства 17 для подключения электропитания к обрабатываемому статору 2 и контактные кольца 18 Каждое контактное кольцо 18 связано с токосъеМ НИКОМ 19 соединенным с сетью проводом 20 через общий коллектор 21, шину 22 понижающйе трансформаторы 23 и щит уп равления 24о Общий коллектор 21 состоит из кольцевых шин 25 и токосъемников 26 Каждое устройство для подключения обмотки 17 содержит токопроводящие шпильки 27, укрепленные на выводе 28 в виде пластины контактного кольца 18, Шпильки 27 имеют на концах гайки - колпачки 29, покрытые электроизоляционным материалом и имеющие боковые окна для крепления к торцам шпилек 27 кабельных наконечников, насаженных на концы выводов обмотки обрабатываемого статора 2, Вьшоды 28 жестко скреплены со шпил ками 27, а окна гаек-колпачков выполнены на уровне их дна, Позиции 1 равномерно размещены по периметру поворотного стола ЗО, укреп- лёНнЬгр. на стойке 31, Прерывистое врагяцение стола 30 обеспечивает привод: 32, В положении загрузки-выгрузки каждая позиция 1 сориентирована по одной оси с пневматическим толкателем 33, снабженным подвижной а вертикальной плоскости опорой 34, взаимодействуюшей с винтовой парой, поворопвюй от ручки 35. Здесь же на кронштейне 36 установлен неподвижный упор 37, который взаимодействуе с кулачком 38, закрепленным на цилиндре с кольцевыми выступами 5. В положении пропитки позиции 1 сориентированы по одной оси с механизмогл 39 передвижения сопел 4О, соединенных гибкими трубками 41 с дозатором 42. опла 40 подвешены на жестки.х тягах 43, укрепленных на штоках 44. Каркас 45 состоит из нижнего пояса 46, на котором установлены приводы 8 и 32, стойка 31, дозатор 42, шит управления 24, и верхнего пояса 47, на котором укреплены трансформаторы 23 и механизм 39 передвижения сопел, сблокированный с приводом 32, Оба пояса соединены стойками 48, между которыми установпены двери 49. Рабочий цикл пропитки и термообработ ки статоров происходит следующим обраУстановленный на приподнятой подвижной опоре 34 пневматического толкателя 33 статор 2 подается на одну из позиций (сориентированный с ним в данный момент) и после контакта с неподвижными кулачками 13 устанавливается на них при помощи поворота ручки 35, опускающей опору 34. Поворотом ручки 16, взаимодействующей с эксцентриковым валом 15, статор закрепляется в цилиндре с кольцевыми выступами 5 подвижным кулачком 14. При этом, -цилиндр с выступами 5 остается неподвижным, так как фиксируется при контакте кулачка 38 с неподвижным упором 37 В это время фрикционная муфта 9 работает в режиме проскальзывания. Выводные концы обмотки статора зажимаются гайками-жолпачками 29, После очередного поворота стола ЗО под действием привода 32 прерывистого Вращения, загруженная позиция подвергается предварительному токовому При этом на обмотку статора подается . напряжение от сети через, щит управления 24, понижающий трансформатор-23, шину 22, общий коллектор 21, привод 20, токосъемники 19, контактные кольца 18, выводы 28 и далее через устройство для подключения обмотки 17 на обмотку статора, . Происходит нагрев и пропитка статоров, вращающихся совместно с цилиндрами, кольцевыми шинами и подключающими устройствами от привода 8, В конце очередного поворота стола 30 следующая позиция (ориентируетсяг по оси механизма 39 передвижения сопел 40, При этом сопла раздвинуты. Затем сопла автоматически сдвигаются под действием жестких тяг 43, приводимых штоками 44, В конечном сдвинутом положении через сопла 40 от дозатора 42 подается,очередная доза пропиточного 56 лака на наружную и внутреннюю поверхности обеих лобовых частей. Двусторонний полив пропитьюаемых о& моток обеспечивается горизонтальным расположением цилиндров и закреппетгых в них статоров. По окончании пропитки оператор отсоединяет обмотку статора от устройства для подключения 17, поднимает подвижно кулачок 14, заводит подвижную опору 34 под статор и выгружает его толкателем 33. Цикл продолжается. Данное изобретение позволяет упростить конструкции имеющихся установок для пропитки и термообработки обмоток статоров электродвигателей а также повысить надежность подключения пропитываемой обмотки к источнику электропитания. Формула изобретения 1. Установка для пропитки и термообработки обмоток статоров электродвигате лей, содержащая поворотный приводной стол с позициями для горизонтальной усОтановки статоров, механизм дозирования изоляционного лака и подачи его на обмотку, устройство фиксации и вращения обрабатываемых статоров, систему подачи электропитания для токового нагрева обмоток, отличающаяся тем, что, с целью упрощения конструкции, устройство фиксации и вращения обрабатываемых статоров выполнено в виде цилиндров с опирающимися на ролики кольцевыми выступами, между которыми расположены контактные кольца, на одном торцэ цилиндра со стороны привода выполнено зубчатое колесо, на другом - устройство для подключения обмотки. 2. Установка по п,. 1, о т л и ч а ющ а я с я тем, что устройство для подключения обмотки выполнено в виде пластин, скрепленных с токоподводящими шпильками и зажимными гайками в виде колпачков с окнами для размещения вьшодов обмотки. Источники информации, принятые во внимание при экспертизе 1.Патент ФРГ № 12122О4, 21 d 53, 1966. 2.Авторское свидетельство СССР №516155, Н 02 К 15/12, 1972,
I ic
38
37
13
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка пропитки и термообработки обмоток статоров электродвигателей | 1972 |
|
SU516155A1 |
| Многопозиционная установка для пропитки и сушки обмоток электрических машин | 1975 |
|
SU692011A1 |
| Устройство для термообработки обмоток электротехнических изделий | 1978 |
|
SU864446A1 |
| Автоматический регулятор нагрева | 1973 |
|
SU589626A1 |
| Установка для пропитки и сушки обмоток электрических машин | 1981 |
|
SU989691A1 |
| Установка для пропитки и сушки обмоток электрических машин | 1977 |
|
SU640400A1 |
| Уустановка для прропитки и сушки обмоток статоров электрических машин | 1969 |
|
SU458040A1 |
| ИМПУЛЬСНЫЙ ГЕНЕРАТОР ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ | 2001 |
|
RU2256278C2 |
| Установка для капельной пропитки и сушки электротехнических изделий | 1983 |
|
SU1157621A1 |
| ГИДРОДРОБЕСТРУЙНАЯ УСТАНОВКА ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ | 1997 |
|
RU2134190C1 |