вательно расположенных закрытых калибрах, отличающийся тем, что, с целью уменьшения числа пропусков, необходимых для получения гребней требуемой высоты и снижения интенсивности износа боковых стенок калибров, при входе полосы в калибр деформируют его боковой стенкой сн ач:ал-а одну сторону гребня, после чего деформацию осуществляют по всему контуру гребня, а затем, в следующем калибре, начинают деформацию гребня с другой его боковой стороны и продолжают ее далее в той же последовательности.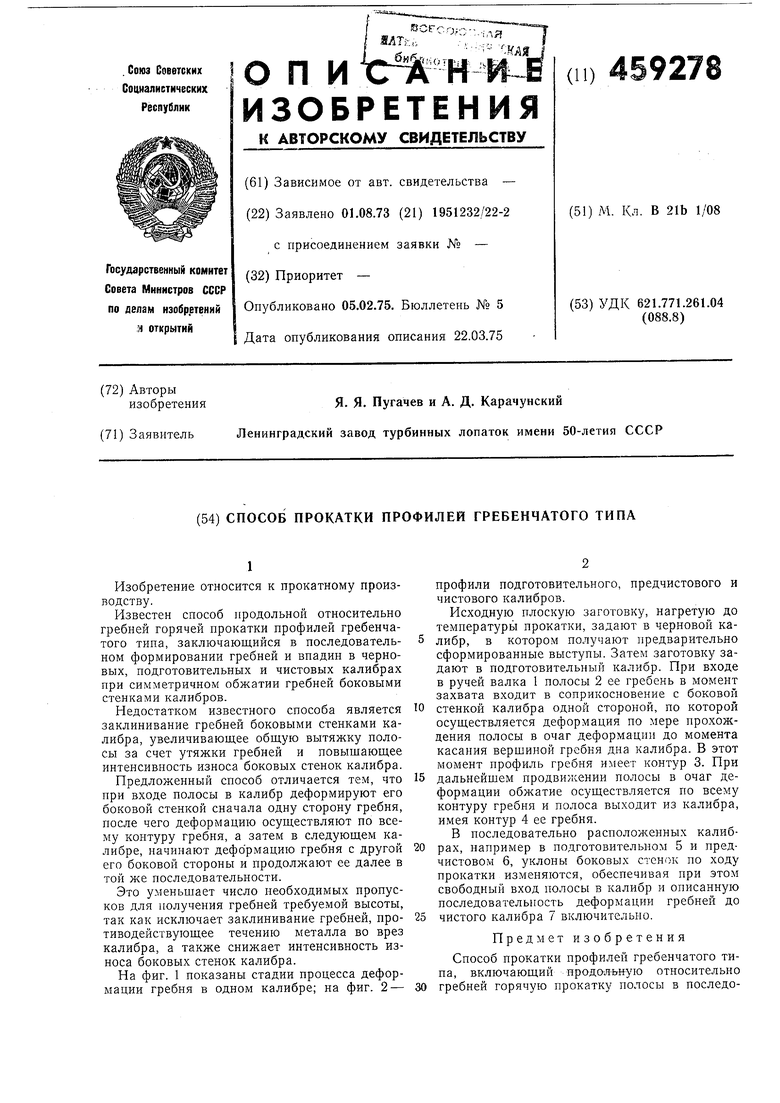
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывной прокатки двутавровых профилей | 1979 |
|
SU953765A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛЕЙ, КОНСТРУКЦИЙ | 2010 |
|
RU2529304C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННОЙ ЗАГОТОВКИ ФОРМЫ "СОБАЧЬЯ КОСТЬ" ИЗ НЕПРЕРЫВНО ЛИТОГО СЛЯБА | 2018 |
|
RU2677808C1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ПРОКАТКИ РЕЛЬСОВ В ЧЕРНОВЫХ ПРОПУСКАХ | 1994 |
|
RU2103077C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ С ПРОДОЛЬНЫМИ ПАЗАМИ | 2008 |
|
RU2403104C2 |
| УСТРОЙСТВО МНОГОРУЧЬЕВОЙ ПРОКАТКИ СОРТОВОГО ПРОКАТА | 2001 |
|
RU2201817C1 |
| Трехвалковый калибр для прокатки трамвайных рельсов | 1989 |
|
SU1776469A1 |
| СПОСОБ КАЛИБРОВКИ ВАЛКОВ ДЛЯ ПРОКАТКИ ЗАГОТОВОК ИЗ НЕПРЕРЫВНО-ЛИТОГО ТОЛСТОГО И ШИРОКОГО СЛЯБА | 2005 |
|
RU2318620C2 |
| Способ прокатки | 1991 |
|
SU1784293A1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 1991 |
|
RU2019322C1 |
