кают одновременно. При этом боковые плиты закрывают рабочую полость штампа, ограничивая течение металла в поперечном направлении.
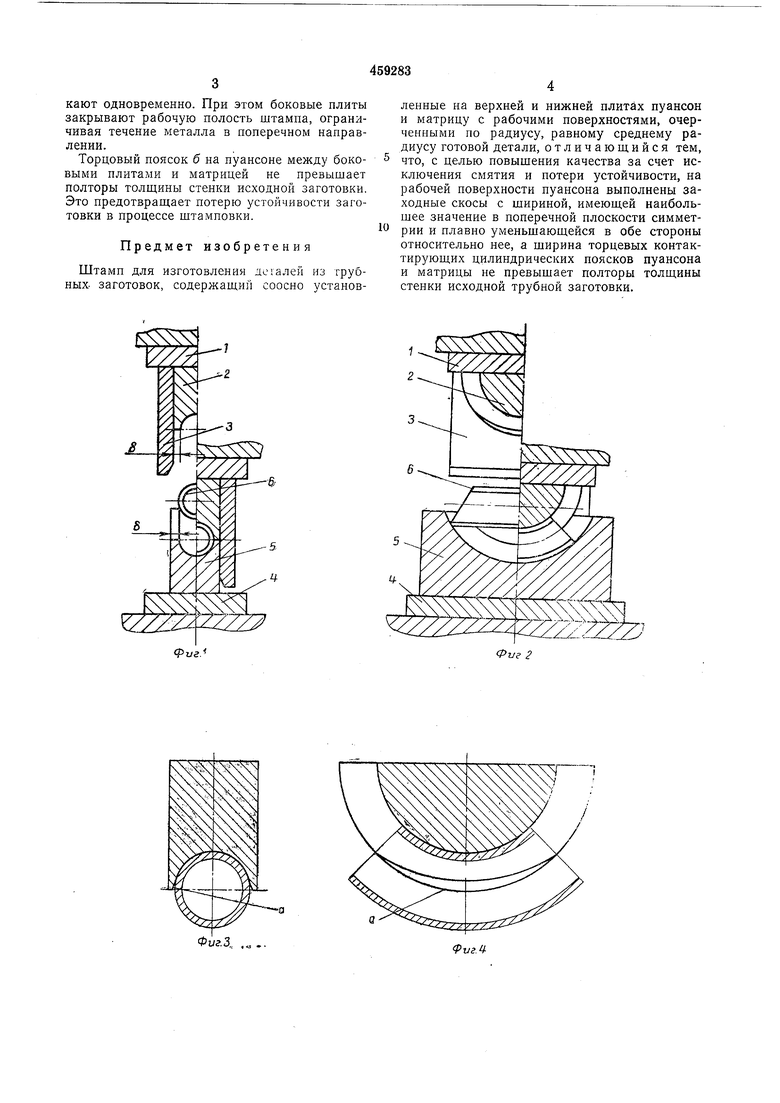
Торцовый поясок б на пуансоне между боковыми плитами и матрицей не превышает полторы толщины стенки исходной заготовки. Это предотвращает потерю устойчивости заготовки в процессе штамповки.
Предмет изобретения
Штамп для изготовления дегалей из трубных заготовок, содержащий соосно установ
Фг/г.
лепные па верхней и нижней плитах пуансон и матрицу с рабочими поверхностями, очерчеппыми по радиусу, равному среднему радиусу готовой детали, отличающийся тем, что, с целью повышения качества за счет исключения смятия и потери устойчивости, на рабочей поверхности пуапсона выполнены заходные скосы с шириной, имеющей наибольшее значение в поперечной плоскости симметрии и плавно уменьшающейся в обе стороны относительно нее, а ширина торцевых контактирующих цилиндрических поясков пуансона и матрицы не превышает полторы толщины стенки исходной трубной заготовки.
Фие 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для предварительной формовкиТРОйНиКОВ из ТРубНыХ зАгОТОВОК | 1978 |
|
SU837439A1 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| Способ изготовления тройников (варианты) | 2016 |
|
RU2635491C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА ДЛЯ ТРАНСПОРТИРОВКИ АБРАЗИВНЫХ СЫПУЧИХ МАТЕРИАЛОВ И ПУЛЬП И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2087226C1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РАВНОПРОХОДНЫХ ТРОЙНИКОВ | 2006 |
|
RU2311982C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ (ВАРИАНТЫ) | 2012 |
|
RU2492952C1 |
| СПОСОБ ГИБКИ ТРУБ С ОБРАЗОВАНИЕМ КОЛЕН ПОВТОРЯЮЩЕЙСЯ ФОРМЫ | 2013 |
|
RU2534483C1 |
| Штамп для изготовления тройников из трубных заготовок | 1982 |
|
SU1076163A1 |
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ СИЛЬФОНОВ | 2007 |
|
RU2354481C1 |
| ШТАМП ДЛЯ ТОРЦЕВОЙ ФОРМОВКИ ДЕТАЛЕЙ ИЗ ПОЛЫХ ЗАГОТОВОК | 1992 |
|
RU2043808C1 |
