I
Изобретение относится к литейному производству, в частности к формам для штамповки жидкого металла.
В известной форме доза жидкого металла заливается в нижнюю часть формы и там металл застывает в тонких сечениях до подачи на него давления, что приводит к неравномерной чистоте поверхности и плотности заготовки. Недостатком является также прерывность процесса формообразования заготовки, что требует значительных усилий для удаления избыточного металла в облой.
Цель изобретения - получение заготовки с более точными размерами при ее высокой плотности и чистоте поверхности. Это достигается тем, что форма снабжена металлоприемной камерой с установленным в ней подпружиненным плунжером, передвигаемым в плоскости разъема формы при помощи клина, соединенного с толкающей плитой, которая связана с прессующим блоком.
Кроме того, для настройки формы на оптимальный технический режим она оборудована регулируемыми по длине толкателем, тягой перемещения прессующего пуансона и упорами, фиксирующими положение прессующего пуансона и выжимающего плунжера.
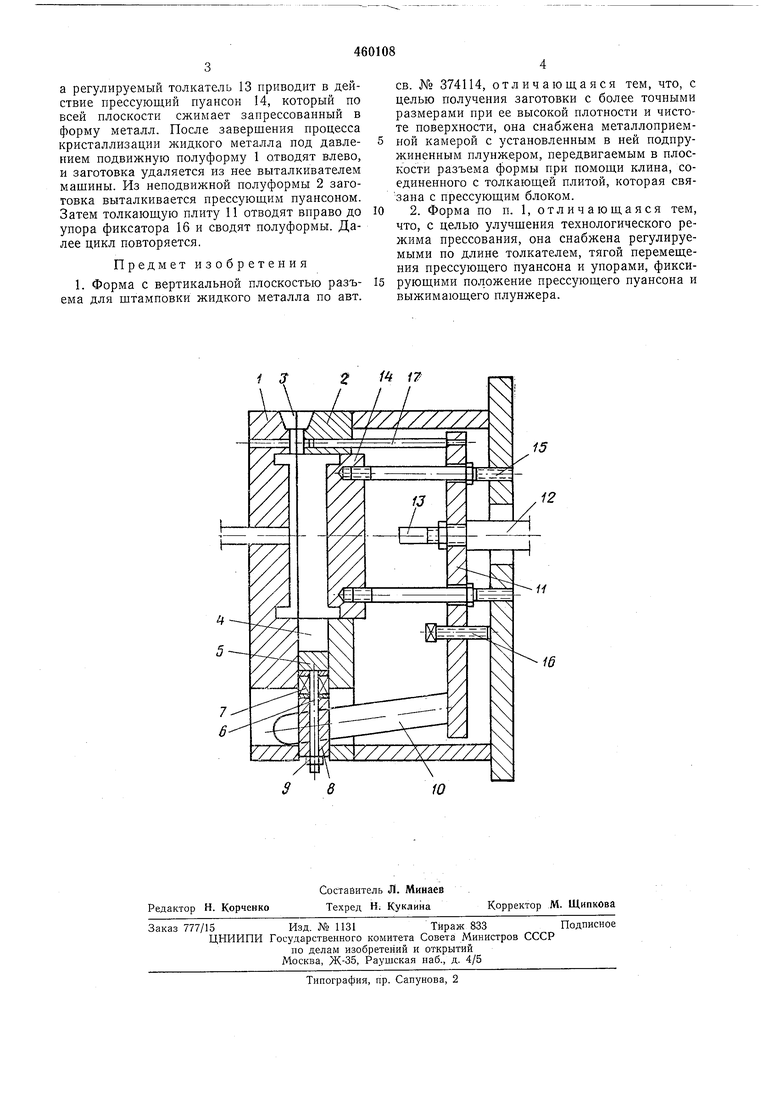
На чертеже схематично показана предлагаемая форма в положении перед заливкой металла.
Форма включает подвижную полуформу 1 и неподвижную полуформу 2 с выполненным в плоскости разъема заливочным отверстием 3 и металлоприемной камерой 4, в которой установлен выжимающий плунжер 5. На хвостовик 6 плунжера надет пружинящий буфер 7, поджимаемый к ползуну 8 гайкой 9. Передвижение ползуна осуществляется посредством клина 10, запрессованного в толкающую плиту 11, связанную с щтоком 12 прессующего блока мащины. Кроме того, форма содержит регулируемый толкатель 13 прессующего пуансона 14, регулируемые упоры 15 прессующего пуансона, фиксатор 16 толкающей плиты и стержень 17, перекрывающий заливочное отверстие.
Форма работает следующим образом. Через заливочное отверстие 3 подают мерную дозу жидкого металла, который попадает
в металлоприемную камеру 4. Затем включают прессующий блок мащины литья под давлением, в результате чего передвигается влево щток 12 с толкающей плитой 11, а вместе с ней стержень 17, перекрывающий заливочное отверстие. При этом передвигается клин 10, поднимающий ползун 8, который через пружинящий буфер 7 передает движение выжимающему плунжеру 5. Последний выжимает жидкий металл из металлоприемной камеры
4 в выщерасположенную полость плиты 11,
а регулируемый толкатель 13 приводит в действие прессующий пуансон 14, который по всей плоскости сжимает запрессованный в форму металл. После завершения процесса кристаллизации жидкого металла под давлением подвижную полуформу 1 отводят влево, и заготовка удаляется из нее выталкивателем машины. Из неподвижной полуформы 2 заготовка выталкивается прессуюш,им пуансоном. Затем толкающую плиту И отводят вправо до упора фиксатора 16 и сводят полуформы. Далее цикл повторяется.
Предмет изобретения
1. Форма с вертикальной плоскостью разъема для штамповки жидкого металла по авт.
св. № 374114, отличающаяся тем, что, с целью получения заготовки с более точными размерами при ее высокой плотности и чистоте поверхности, она снабжена металлоприемной камерой с установленным в ней подпружиненным плунжером, передвигаемым в плоскости разъема формы при помощи клина, соединенного с толкающей плитой, которая связана с прессуюшим блоком.
2. Форма по п. 1, отличающаяся тем, что, с целью улучшения технологического режима прессования, она снабжена регулируемыми по длине толкателем, тягой перемещения прессующего пуансона и упорами, фиксирующими положение прессующего пуансона и выжимающего плунжера.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМА С ВЕРТИКАЛЬНОЙ ПЛОСКОСТЬЮ РАЗЪЕМА ДЛЯ ШТАМПОВКИ ЖИДКОГО МЕТАЛЛА | 1973 |
|
SU374114A1 |
| Способ производства поршней двигателей внутреннего сгорания из алюминиевых сплавов | 2018 |
|
RU2674543C1 |
| Способ производства поршней для двигателей внутреннего сгорания с нирезистовым кольцом | 2024 |
|
RU2828524C1 |
| Форма для литья под давлением | 1983 |
|
SU1196124A1 |
| Способ производства поршней двигателей внутреннего сгорания из алюминиевых сплавов с нирезистовой вставкой | 2020 |
|
RU2773555C2 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1994 |
|
RU2070475C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ. | 2013 |
|
RU2563398C2 |
| Пресс-форма для литья под давлением | 1978 |
|
SU698721A1 |
| ШТАМП И СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА БУКСЫ ИЗ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ С ГЛОБУЛЯРНОЙ СТРУКТУРОЙ | 2010 |
|
RU2443494C1 |
| Установка для литья металлических заготовок | 1984 |
|
SU1196123A1 |
1 У
/ / /
/ /7
15
