Изобретение относится к литейному производству, в частности к литью в металлические формы, и может быть применено при изготовлении мелющих тел.
Целью изобретения является уменьшение расхода металла и повышение производительности.
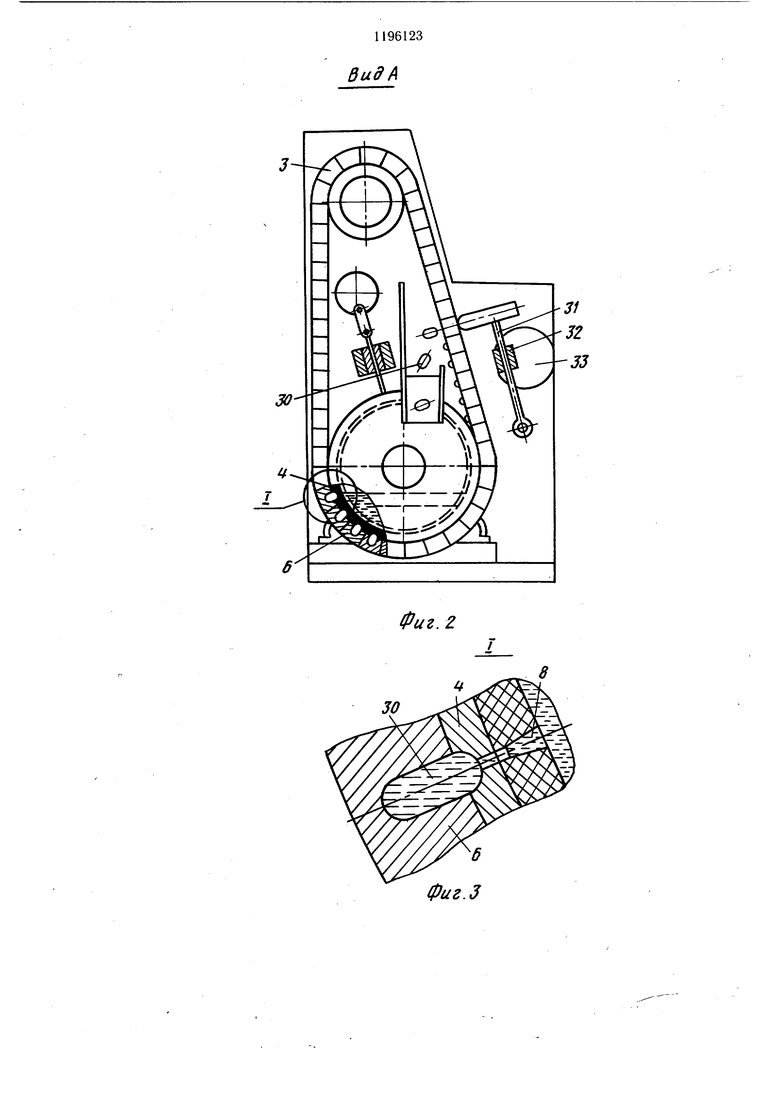
На фиг. 1 представлена установка для литья металлических заготовок, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - узел I на фиг. 2; на фиг. 4 - узел установки в момент отделения литников от отливки; на фиг. 5 - вариант размещения металлоприемника.
Установка для литья металлических заготовок содержит станину 1, установленный на станине поворотный барабан 2 и бесконечный конвейер 3- На наружной поверхности барабана 2 закреплены полуформы 4. Бесконечный конвейер 3 образован транспортными цепями 5 с закрепленными на них полуформами 6. Внутри барабана 2 выполнена металлоприемная полость 7, футеровка которой выполнена из огнеупорного материала с коэффициентом теплопроводности 0,015-0,1 Вт/м К, например, из каолиновых волокон. Металлоприемная полость 7 соединена литниковыми каналами 8 с рабочими полостями полуформ 4.
Барабан 2 приводится во вращение через двигатель 9, вал 10, водило 11 и мальтийский механизм 12, установленный жестко на валу 13. Барабан 2 жестко связан с валом 13 посредством соединительных элементов 14.
Привод конвейера 3 cocrowf из звездочки 15, закрепленной на одной оси со звездочкой 16, которая цепью 17 соединена со звездочкой 18, связанной с приводом поворота барабана 2.
На барабане 2 установлена крышка 19 с форсункой 20 для подачи топлива с целью обогрева расплава в металлоприемной полости 7. Для заливки металла в металлоприемную полость предусмотрена заливочная тележка 21 с лотком 22 и ковшом 23.
Устройство для выталкивания литников из литниковых каналов 8 в металлоприемную полость состоит из толкателя 24, кривошипно-шатунного механизма 25, установленного на валу 26 со звездочкой 27, которая цепью 28 соединена со звездочкой 29, связанной с приводом поворота барабана 2. Устройство для удаления отливок 30 из полуформ 6 состоит из ударника 31, ползуна 32,
водила 33 и звездочки 34, которая цепью 35 соединена со звездочкой 36, связанной с приводом поворота барабана 2.
Ось вращения металлоприемника 2 может быть расположена горизонтально или для уменьшения габаритов установки наклонена под углом (фиг. 5). При этом параметр Н для отливки, например цильпебсов, должен быть в пределах 30-60 мм. Это создает оптимальные условия для заполнения форм на участке заливки, а также необходимые возможности для разъема форм и удаления отливки.
Установка работает следующим образом.
Предварительно металлоприемная полость 7 разогревается форсункой 20, после чего она вместе с крышкой 19 снимается с барабана и в это отверстие устанавливается с помощью тележки 21 заливочный лоток 22, по которому из ковша 23 внутрь вращающегося барабана 2 заливается металл до необходимого уровня, поддерживаемого в течение всего времени разливки.
Формы образуются движущимися синхронно барабаном 2 и конвейером 3.
В определенной точке периметра барабана 2 происходит соединение полуформ 4 и 6. При дальнейшем движении литниковый канал 8 опускается ниже уровня жидкого металла и под действием гидростатического напора происходит заполнение фор0 мы.
Заполнение формы происходит в ламинарном режиме движения струи металла, спокойно, с постепенным увеличением гидростатического напора по мере поворота
металлоприемника. Когда заполненная форма окажется выше уровня жидкого металла, полуформы 4 и 6 разъединяются. Поворачивающаяся полуформа отламывает литник, причем затвердевщая заготовка 30 остается в более глубокой полуформе 6 конве0 йера 3.
Литники из литникового канала 8 удаляются с помощью толкателя 24 и попадают в металлоприемную полость 7, где происходит их расплавление.
с Использование изобретения позволит уменьщить расход металла за счет переплавки литников и более точной дозировки металла. Повыщение производительности обеспечивается за счет гарантированного удаления отливок из форм и отсутствия
0 операции отделения литника.
Вид/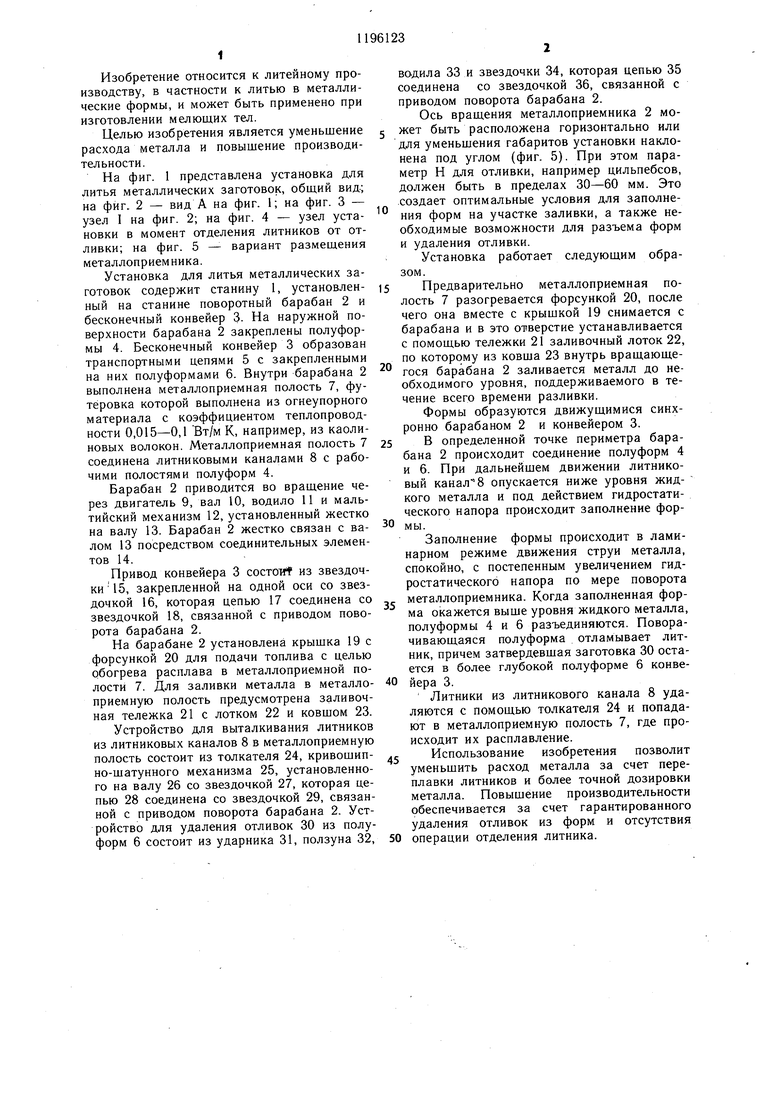
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ НЕПРЕРЫВНОЙ ОТЛИВКИ ПОД ДАВЛЕНИЕМ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1936 |
|
SU49076A1 |
| ЛИТЕЙНЫЙ КОНВЕЙЕР | 1972 |
|
SU354935A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1994 |
|
RU2070475C1 |
| Машина для вертикального непрерывного литья заготовок | 1987 |
|
SU1650336A1 |
| КОКИЛЬНАЯ УСТАНОВКА | 1970 |
|
SU258537A1 |
| КОНВЕЙЕРНАЯ КОКИЛЬНАЯ УСТАНОВКА | 1995 |
|
RU2090307C1 |
| Способ литья под давлением отливок с наружной резьбой и пресс-форма для его осуществления | 1990 |
|
SU1743681A1 |
| Двухкокильная машина для литья под низким давлением | 1972 |
|
SU424654A1 |
| Машина для центробежного литья с вертикальной осью вращения | 1976 |
|
SU582892A1 |
| Способ литья под давлением и пресс-форма для его осуществления | 1984 |
|
SU1201051A1 |

1. УСТАНОВКА ДЛЯ ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК, содержащая поворотный барабан с рабочими полостями на наружной поверхности и бесконечный конвейер, смыкающийся с поворотным барабаном на участке заливки и затвердевания металла, отличающаяся тем, что, с целью уменьшения расхода металла и повышения производительности, бесконечный конвейер выполнен с рабочими полостями, а внутри поворотного барабана выполнена металлоприемная полость, соединенная литниковыми каналами с его рабочими полостями. 2. Установка по п. 1, отличающаяся тем, что она содержит устройство для выталкивания литников из литниковых каналов в металлоприемкую полость. Од N9 СО
Фиг. 2
8
м
8
30
ФигЛ
Фиг. 5
| Способ проходки скважин без подъема бурильных труб | 1947 |
|
SU109382A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
