1
Изобретение относится к металлообработке, в частности к обработке да-влением сложных аэродинамических профилей, например лопаток компрессоров и турбин, и может быть использовано во многих отраслях промышленности: авиационной, машинстроительной, судостроительной и др.
Известен способ изготовления лопаток штамповкой с последуюш,им вальцеванием с натяжением замковой части. При изготовлении лопаток по известному способу неравномерность припуска исходных заготовок под вальцевание и большая разница окружных скоростей различных точек профиля пера сектора-штампа вследствие значительных величин углов закрутки лопатки приводят ,к отгибу конца пера и не обеспечивают получения закрученного профиля с необходимой точностью.
По предлагаемому способу, с целью исключения отгиба конца пера и раскрутки пера, перед вальцеванием к концу пера лопатки прикладывают усилие, противоположное по направлению усилию натяжения замковой части и обеспечивающее создание в пере лопахки растягивающих напряжений в зоне упругости; при этом на выходе заготовки из зоны вальцевания нагревают ее до температуры, не превышающей температуры отпуска.
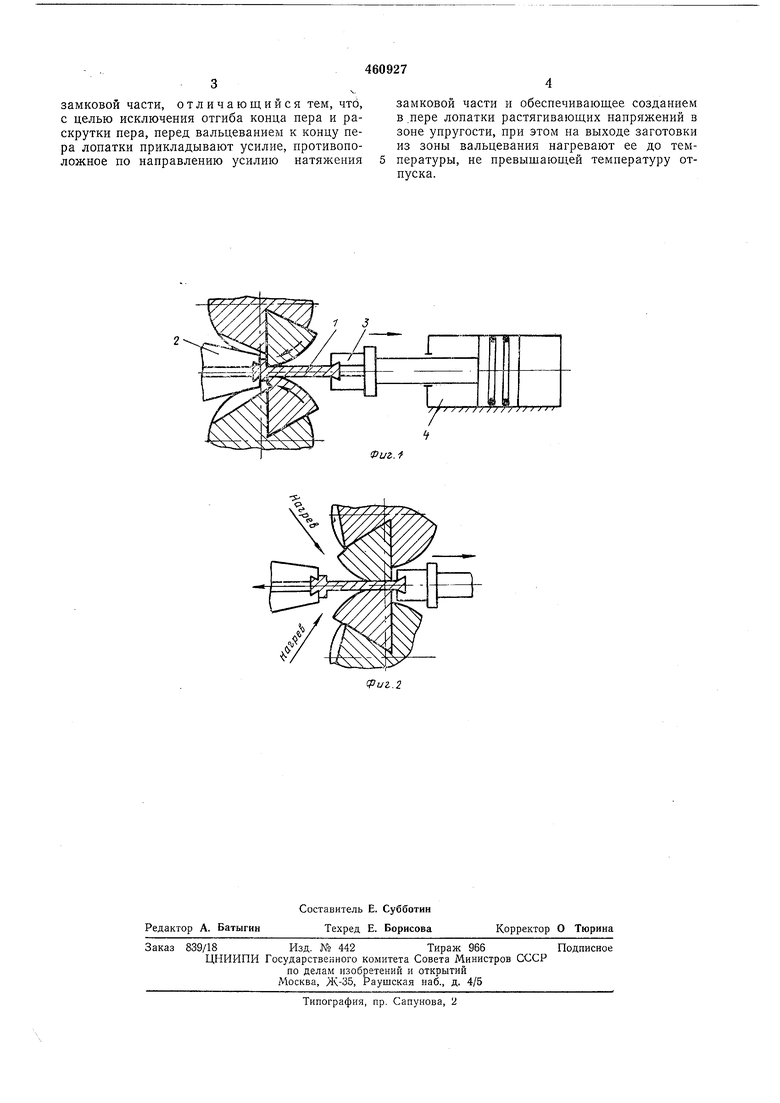
На фиг. 1 показана схема изготовления лопатки в начальной стадии; на фиг. 2 - то же, в конечной стадии. Предлагаемый способ заключается в следующем.
Заготовку 1 устанавливают и крепят в механизме 2 натяжения установки для вальцевания за замок, а в механизме 3 растяжения - за технологическую базу на конце пера заготовки. При помощи устройства 4 к заготовке прикладывают усилие, противоположное усилию натяжения замковой части, создающее в .пере растягивающие напряжения в зоне упругости, а затем заготовку вальцуют с
одновременным разупрочнением ее путем нагрева до температуры, не превышающей температуру отпуска.
Механизм 3 растяжения перемещается во время вальцевания по копиру, обеспечивая
необходимую закрутку пера заготовки. При этом концу пера заготовки придается необходимая устойчивость, позволяющая получать лопатки без отгиба и раскрутки пера.
Предлагаемый способ обеспечивает стабильность процесса вальцевания.
Предмет изобретения
Способ изготовления лопаток штамповкой и последующим вальцеванием с натяжением
замковой части, отличающийся тем, что, с целью исключения отгиба конца пера и раскрутки пера, перед вальцеванием к концу пера лопатки прикладывают усилие, противоположное по направлению усилию натяжения
замковой части и обеспечивающее созданием в .пере лопатки растягивающих напряжений в зоне упругости, при этом на выходе заготовки из зоны вальцевания нагревают ее до температуры, не превышающей температуру отпуска.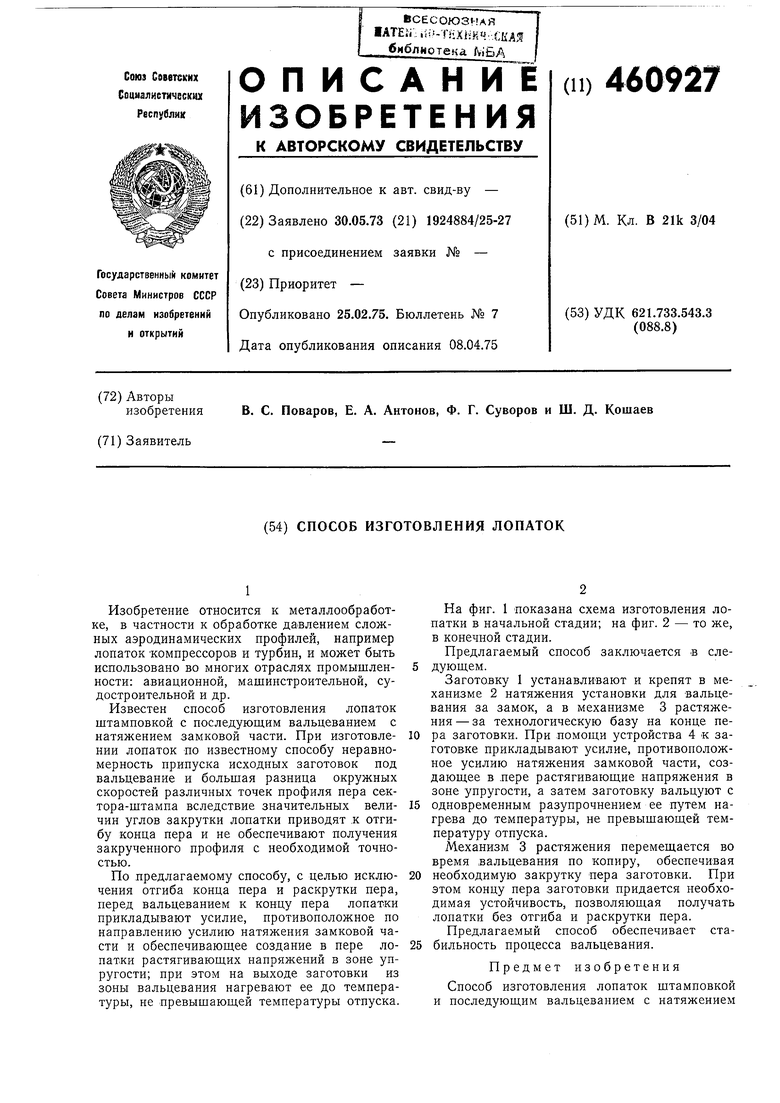
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2005 |
|
RU2323810C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2004 |
|
RU2257277C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 1990 |
|
RU2013179C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2009 |
|
RU2422257C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2013 |
|
RU2524452C1 |
| Способ изготовления изделий типа турбинных лопаток | 1978 |
|
SU774764A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ВЕНТИЛЯТОРНОЙ ЛОПАТКИ | 2008 |
|
RU2412017C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2013 |
|
RU2524023C1 |
| Способ изготовления лопаток | 1988 |
|
SU1600899A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ВЕНТИЛЯТОРНОЙ ЛОПАТКИ | 2011 |
|
RU2477191C2 |
/ у / / / / /
7
Puz.-f
