цевым выступом хвостовика 24 о торец втулки 23.
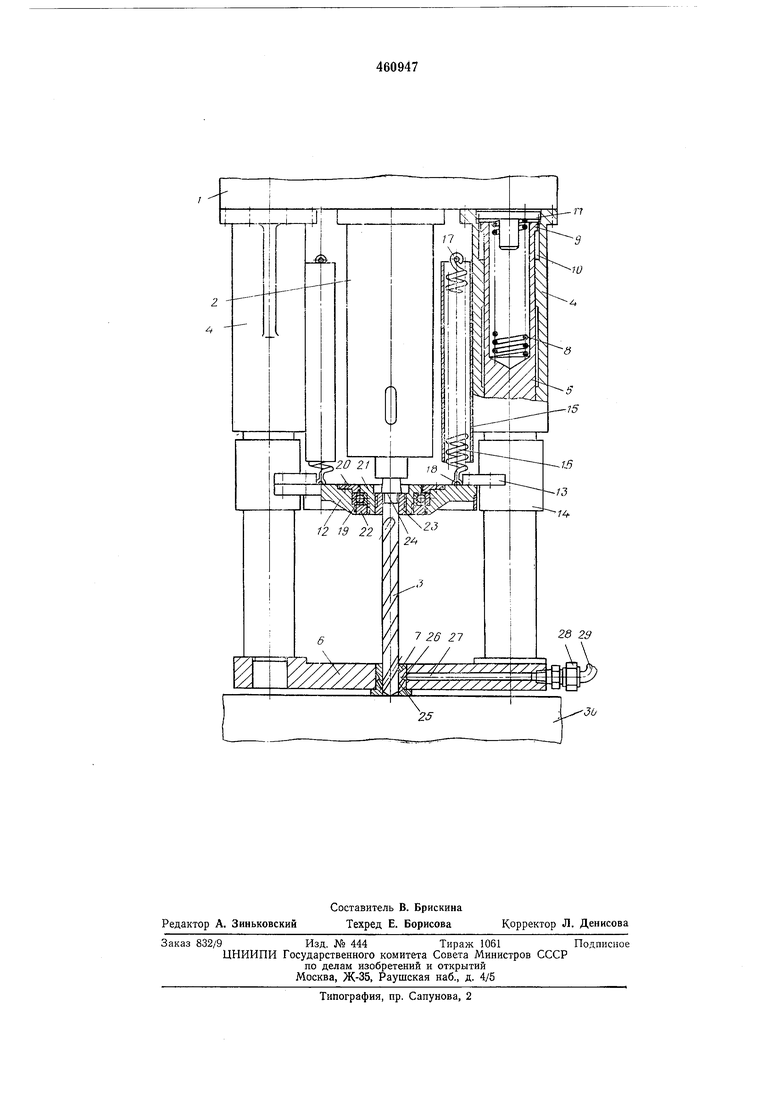
В устройстве может быть предусмотрено приспособлепие для подачи СОЖ, для чего в кондукторной втулке 7 просверлены наклонные отверстия 25, соединяющие осевое отверстие во втулке с наружной кольцевой канавкой 26. Кольцевая канавка 26 соединяется каналом 27, выполненным в кондукторной плите 6, со штуцером 28 шланга 29, предназначенного для подвода охлаждающей жидкости от насосной станции (не показана).
Втулка 7 установлена таким образом, чтобы буртик ее был расположен со стороны обрабатываемого изделия 30.
Плита работает следующим образом.
Сверлильная головка 1 подается в сторону изделия до упора торца втулки 7 подпружиненной кондукторной плиты 6 об изделие 30.
При этом бурт 9 щтанги 5 отойдет от бурта 10 кронштейна 4.
Втулка 7 своим выступающим буртом будет прижата к изделию усилием пружин 8.
После этого включается подача шпинделя 2 и сверлом 3 просверливается отверстие в изделии.
При этом торцом хвостовика 24 сверла 3 дополнительная плита 12 перемещается по штангам 5 и растягивает пружины 16.
При сверлении стружка, скользя по канавкам сверла 3, проходит сквозь 7 и завивается вокруг сверла.
Здесь рассматривается процесс сверления сталей, в том числе и жаропрочных, при обработке которых образуется сливная стружка.
После заполнения стружкой пространства между основной и дополнительной кондукторными плитами 6 и 12, шпиндель 2 отводится назад. Дополнительная плита 12 при этом под
действием пружин 16 следует за шпинделем 2 и перемещается до упора в торцы кронштейна 4.
Шпиндель 2, продолжая движение назад, протаскивает сверло 3 сквозь втулку 23 и производит сброс с него стружки. После этого шпиндель 2 подается вперед и перемещав г сверло 3 до положения, которое она занимало до начала его вывода.
При сверлении глубоких отверстий целесообразно производить несколько промежуточных выводов сверла 3 для сброса накопивщейся стружки.
Охлаждающая жидкость подводится по шлангу 29 и по каналу 27, выполненному в кондукторной плите 6, попадает в кольцевую канавку 26 втулки 7; затем по наклонным отверстиям 25 жидкость попадает в центральное (направляющее) отверстие втулки 7 и через него в зону обработки.
Эффективному охлаждению режущей части сверла 3 способствует периодический проход его через втулку 7 при очистке от стружки и усиленное орошение его при этом.
Предмет изобретения
Кондукторная плита, установленная на перемещаемых, подпружиненных на корпус шпиндельной головки, штангах, отличающаяся тем, что, с целью обеспечения автоматической очистки рабочей зоны от сливной стружки, между передним торцом корпуса головки и копдукторной плитой расположена дополнительная плита с отверстием для прохода сверла, смонтированная подвижно на щтангах и прижимаемая пружинами в направлении головки до упора в торец бурта сверла.
77
| название | год | авторы | номер документа |
|---|---|---|---|
| Кондукторная плита | 1978 |
|
SU751576A1 |
| Устройство для направления инструмента и подвода СОЖ в станках для глубокого сверления | 1987 |
|
SU1495016A1 |
| СПОСОБ СКОРОСТНОГО СВЕРЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2534176C1 |
| Устройство для комбинированной обработки отверстий | 1980 |
|
SU917951A1 |
| Устройство для направления кондукторной плиты | 1987 |
|
SU1491625A1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК ГЛУБОКОГО СВЕРЛЕНИЯ | 1995 |
|
RU2088381C1 |
| Многопозиционный автомат | 1981 |
|
SU1047613A1 |
| Устройство для подачи сверла при глубоком сверлении | 1983 |
|
SU1142232A1 |
| УСТРОЙСТВО ДЛЯ МАРКИРОВКИ ДВИГАТЕЛЕЙ АВТОМОБИЛЕЙ | 1998 |
|
RU2156686C2 |
| ГОЛОГРАФИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ НАПРЯЖЕННО-ДЕФОРМИРОВАННОГО СОСТОЯНИЯ ОБЪЕКТА | 2003 |
|
RU2266519C2 |