СО 9д
э :л
шш смены стержневого инструмента ни агрегатных станках а также повышение надежности. Механизмы фиксации кондукторной плиты 1 на направляющей скалке 2 и зажимном приспособлении 6 выполнены в виде зажимных патронов, предназначенных для взаимодействия с двухсторонним фиксирующим штырем 4, закрепленным на кондукторной плите 1. Замыкающая гильза 2Д зажимного патрона снабжена пружиной осевого действия 25, а замыкающая гильза 15 патрона за- :-7МЧОГО патрона выполнена в виде
цилиндра с двумя полостями, одна из .которых выполнена с большей площадью, чем другая. Каждая направляющая скалка 2 установлена в гильзе 7 гидроцилиндра одностороннего действия, рабочая полость которого через осевой канал направляющей скалке 2 сообщается с задней полостью замыкающей гильзы 15 зажимного патрона направляющей скалки 2. Связь между зажимными патронами осуществляется с помощью толкателей 27, свободно установленных на кондукторной плите. 1 з.п.ф-лы, 5 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| Переналаживаемая автоматизированная линия | 1983 |
|
SU1168378A1 |
| Устройство для зажима и разжима инструментальных оправок в шпинделях многошпиндельной головки | 1986 |
|
SU1743734A1 |
| Металлорежущий станок | 1982 |
|
SU1057247A1 |
| СТАНОК ДЛЯ ЗАВИНЧИВАНИЯ ШПИЛЕК | 2001 |
|
RU2197368C2 |
| Устройство для сверления взаимосвязанных отверстий | 1986 |
|
SU1373490A1 |
| Агрегатный станок | 1985 |
|
SU1335423A1 |
| Линия спутникового типа | 1989 |
|
SU1646798A1 |
| Устройство для направления режущего инструмента | 1983 |
|
SU1143522A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных коробок | 1988 |
|
SU1521552A2 |
| Агрегатный автоматизированный станок | 1991 |
|
SU1815151A1 |

Изобретение относится к станкостроению и может быть использовано в автоматических линиях из многошпиндельных агрегатных станков и на отдельных агрегатных станках, работающих стержневым инструментом с применением подвижных кондукторных плит. Целью изобретения является обеспечение возможности автоматизации смены стержневого инструмента на агрегатных станках, а также повышение надежности. Механизмы фиксации кондукторной плиты 1 на направляющей скалке 2 и зажимном приспособлении 6 выполнены в виде зажимных патронов, предназначенных для взаимодействия с двухсторонним фиксирующим штырем 4, закрепленным на кондукторной плите 1. Замыкающая гильза 24 зажимного патрона снабжена пружиной осевого действия 25, а замыкающая гильза 15 патрона зажимного патрона выполнена в виде цилиндра с двумя полостями, одна из которых выполнена с большей рабочей площадью, чем другая. Каждая направляющая скалка 2 установлена в гильзе 7 гидроцилиндра одностороннего действия, рабочая полость которого через осевой канал направляющей скалке 2 сообщается с задней полостью замыкающей гильзы 15 зажимного патрона направляющей скалки 2. Связь между зажимными патронами осуществляется с помощью толкателей 27, свободно установленных на кондукторной плите. 1 з.п. ф-лы, 5 ил.
Изобретение относится к станкостроению и может быть использовано в автоматических линиях из многошпиндельных агрегатных станков и на отдельных агрегатных станках, работающих стержневым инструментом с применением подвижных кондукторных плит.
Целью изобретения является обеспечение возможности автоматизации смены стержневого инструмента на агрегатных станках.
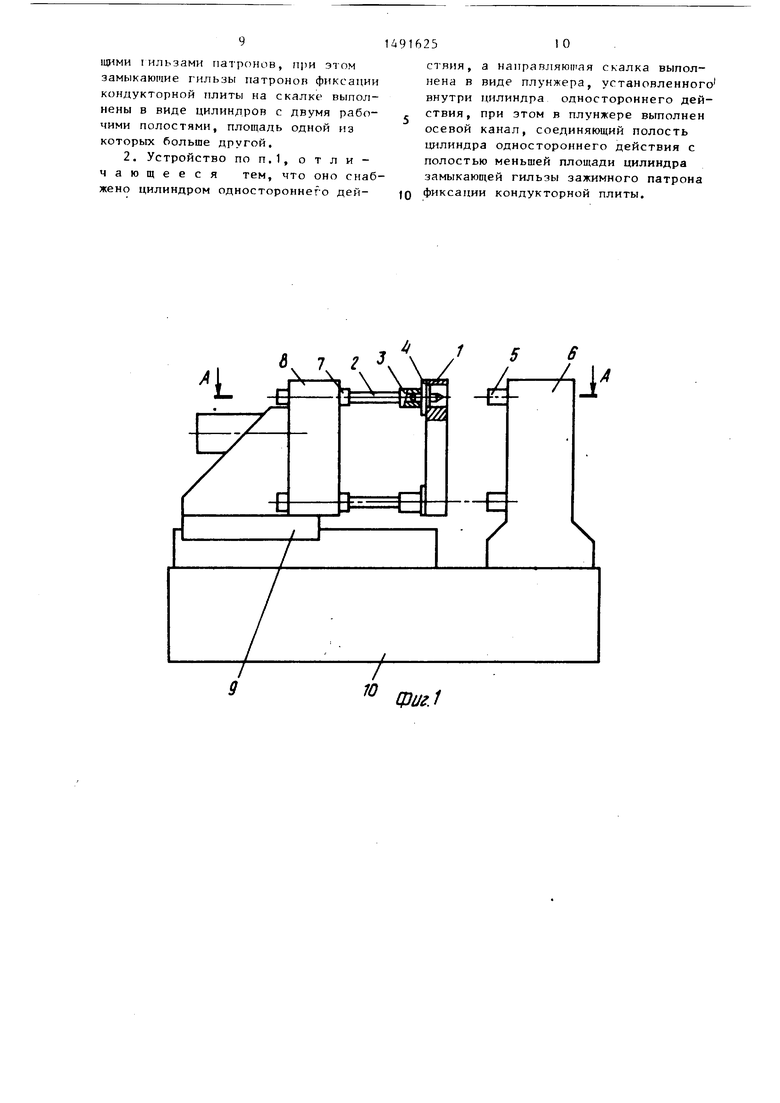
На фиг. 1 изображен горизонтальный агрегатный станок с многошпиндельной головкой, общий вид; на фиг. 2 - разрез А-Л на фиг. 1; на фиг. 3 - положение патронов в начал работы; на фиг. А - то же, после окончания центрирования кондукторной плитп; на фиг. 5 - то же, после окончания перезажима кондукторной плиты.
Устройство для направления кондукторной плиты 1 (фиг. 1) содержит вьщвижную направляющую скалку 2, на переднем конце которой закреплен управляемый зажимной шариковый патрон 3, двусторонний фиксирующий штырь 4, закрепленный на кондукторной плите 1, и шариковый патрон 5, установленный на зажимном приспособлении 6 обрабатываемых изделий.
Скалка 2 установлена в гильзу 7 гидроцилиндра одностороннего действия, закрепленную ь многошпиндельно головке 8, которая установлена на силовом столе 9. Силовой стол 9 и зажимное приспособление 6 смонтированы на основании станка 10.
Скалка 2 в гильзе 7 направляется втулкой 11 (фиг.2) с уплотнением 12, герметизирующим заднюю полость а гильзы 7. Через отверстие b гильзы 7 в полость а постоянно подается под давлением рабочая среда (например, сжатый воздух).
Управляемьй шариковый патрон 3 скалки состоит из направляющей втул0 ки 13, в несквозных радиальных отверстиях которой размеп1ено два или более шарика 14, и замыкающей шарики гильзы 15, ограничивающей положение шариков 14 в радиальном нап5 равлении. Направляющая втулка 13 жестко закреплена на переднем конце скалки 2.
Замыкающая гильза 15 насажена на скалку 2 подвижно в осевом направ0 лении и выполнена в виде цилиндра с двумя полостями; задней полостью с, соединенной сквозным осевым отверстием е в скалке 2 с задней полостью а гильзы 7, и передней поло5 стью т, выполненной с большей рабочей площадью по сравнению с рабочей площадью задней полости с. Внутренняя поверхность замыкающей гильзы 15 имеет кольцевую канавку п, ПОЗЕОQ шарикам 14 перемещаться в радиальном направлении.
Замыкающая гильза .15 соединена с дополнительной штангой 16 поперечной планкой 17, через отверстия f которых от гибкого шланга 18 периодически подается под давлением рабочая среда в переднюю полость m замыкающей гильзы 15.
5
На заднем кпшк- штанги 16 имеется упор 19, вс)зле1к-тг уюи нй на путевые переключатели 20 или 21, контролирующие положение замыкающей гильзы 15 при переэакреплении кондукторной плиты.
Шариковый патрон 5 зажимного приспособления состоит из направляющег стакана 22, в нескозных радиальных отверстиях которого размещено два И.ЛИ более шарика 23, замыкающей шарики гильзы 24, ограничивающей положение шариков 23 в радиальном направлении, пружины 25 осевого действия и защитного кожуха 26. Направляющий стакан 22 жестко закреплен в зажимном приспособлении 6. Внутренняя поверхность замыкающей гильз 24 имеет кольцевую канавку q, позволяющую шарикам 23 перемешаться в радиальном направлении.
Фиксирующий штырь 4 выполнен отн стельно своего крепежного фланца двусторонним, причем на обеих сторонах фиксирующего штыря выполнены кольцевые канавки V и V для запада ния шариков патрона 3 скалки и шариков патрона 5 зажимного приспособления .
В крепежном фланце фиксирующего штыря 4 находятся два пли более толкателя 27, свободно установленные в осевом направлении и ограниченные от выпадания буртиками на обоих концах.
На заднем конце скалки 2 имеется выступ р, ограничивающий переднее положение скалки 2 упором в упорный фланец 28.
Для надежного направления кондукторной плиты 1 она устанавливается по меньшей мере на двух направляющих скалках 2.
Устройство работает следующим образом.
При смене зажимного приспособления 6 с обрабатываемыми изделиями силовой стол 9 с многошпиндельной головкой 8 находится в заднем исходном положении (фиг. 1). Скалка 2 под действием давления рабочей среды, подводимой в полость а, находится в осевом переднем выдвинутом положении (на фиг. 2 в нижнем), упираясь выступом р в упорный фланец 28. Подвижная кондукторная плита 1 закреплена и сцентрирована на скалке 2 за счет того, что фиксирующий штырь 4, закреплекньй на кондукторной
0
5
0
5
Ь256
ичите 1, введен i напрлвляюшую втулку 13, а замыкающая гил1)3а 15 давлением рабочей среды, поливаемой я заднюю ее полость с, перемешена в Ь переднее положение (на фиг. 2 в нижнее). Благодаря этому шарики 14 оказываются запертыми в задней кольцевой канавке V фиксируюшего штыря 4 цилиндрической рабочей поверхностью замыкаюгдей гильзы 15.
Под воздействием торца замыкающей гильзы 15 толкатели 27 выдвинуты в переднее положение (на фиг, 2 нижнее) .
В этом положении упор 19 воздействует на путевой переключатель 20, что свидетельствует об указанном нормальном взаимном расположении механизмов и готовности их к выполнению автоматического цикла обработки изделий.
Замыкающая гильза 24 шарикового патрона 5, находясь под воздействием пружины 25, своей цилиндрической поверхностью S перемещает шарики 23 к оси патрона 5, что соответствую ет закрытому положению патрона 5. При перемещении силового стола 9 к зажимному приспособлению 6 для выполнения заданной операции обработки изделия передний конец фиксирующего штыря 4 центрируется по отверстию направляющего стакана 22, затем толкатели 27 воздействуют на
5 торец замыкающей гильзы 24 и при
дальнейшем перемещении смещактг замыкающую гильзу 24, позволяя шарикам 23 переместиться в кольцевую выемку q, т.е. освободить внутреннюю поСК лость стакана 22 (раскрыть патрон 5) для полного введения переднего конца фиксирующего штыря 4 в стакан 22 до прилегания торца фланца фиксирующего штыря 4 к торцу стакана
5 22.
Этим осуществляется центрирование и фиксация подвижной кондукторной плиты 1 в шариковом патроне 5 зажимного приспособления 6.
0 При дальнейшем перемещении сило- вого стола в сторону зажимного приспособления (во время обработки изделия) кондукторная плита 1 остается прижатой через фланец штыря 4 к
5 торцу стакана 22 за счет давления рабочей среды в полости а, скалка 2 остается неподвижной, а избыточный объем рабочей среды вытесняется из полости а через отверстие Ь.
0
После окончания никла обработки при отводе силового стола 9 л исходное г аднее положение вначале из зоны расположения шариков 23 выдвигается нередний конен фиксирующего штыря 4, а затем толкатели 27 освобождают замыкающую гильзу 24, которая нод действием пружины 25 перемещается смещает шарики 23 к оси патрона 5, закрывая этот патрон.
После смены зажпмного приспособления с обрабатываемым изделием 1ЩКЛ работы устройства повторяется.
При необходимости отсоединения кондукторной плиты 1 от скалок и оставления ее в закрепленном положении на зажимном приспособлении 6, что требуется для смены затупившегося инструмента в многошниндельной голорке или для замены его на новый комплект при иснользовании станка в гибком производстве, подается соответствующая команда, изменяющая цикл работы станка и устройства.
В этом случае силовой стол вместе с кондукторной плитой 1 перемещается из исходного заднего положения вперед до дейтрирования и гарантированного прижима фиксирующего штыря 4 в патроне 5 зажимного приспособления и останавливается в этом промежуточном положении, что контролируется выключением путевого переключателя 20. После зтого рабочая среда ()апример, сжатый воядух) подается под давлением через гибкий шланг 18, отверстия f щтанги 16 и поперечной планки 17 в переднюю полость m замыкающей гильзы 15. При одинаковом давлении рабочей среды Б полостях с и тп за счет большей рабочей пл(51цади полости m по сравнени с рабоче площадью полости с замыкающая гильза 15 смешается назад (на фиг. 2 вверх), освобождая шарики 14 пат.юна 3 скалки и толкатели 27 фиксирующего штыря 4, чем патрон 3 скалки 2 отсоединяется от кондукторной плиты 1. Это положение контролируется путевым переключателем
Благодаря освобождению толкателе 27 пружина 25 смещает замыкающую гильзу 24, запирая шарики 23 в кольцевой канавке W переднего конца фиксирующего щтриря 4, т.е. закрепляя фиксирующий штырь 4 с кондукторной I UuiToji 1 п патроне 5 чажим- ного приспособления 6.
10
15
20
25
8
Срабатывание Т1утев(зго переключателя 21 полает команду силовому столу 9 на его отвод из промежуточного положения в исходное заднее, причем кондукторная плита 1 оказывается закрепленной патроном 5 на зажимном приспособлении и освобождена от патрона 3 скалки.
Оставление и закрепление кондукторной плиты на зажимном приспособлении позволяет беспрепятственно произвести вручную или автоматически смену инструмента в шпинделях многошпиндельной головки, после чего подается команда на продолжение автоматического цикла обработки изделий .
При этом первьш цикл движения силового стола осуществляется с его остановкой в промежуточном положении - после надвигания направляющей втулки 13 на задний конец направляющего штыря 4 и гарантированного прижатия гэтих деталей по торцам. После этого давление рабочей среды из полости m замыкающей гильзы 15 убирается, под действием давления в полости с замыкающая гнльза 15 смещаепся вперед, запирая шарики 14 в выточке V фиксирующего щтыря 4, а через толкатели 27 раскрывается патрон 5 заж-имного приспособления. Это положение контролируется путевым переключателем 20, который дает команду на продолжение автоматического цикла, т.е. на продолжение движения силового стола вперед с резанием oбpdё aтывaeмыx изделий.
30
35
40 Фор.мула изобретения
0
5
1ЦИМИ гильзами патронов, П1Ж этом замыкающие гильзы патронов фиксации кондукторной плиты на скалке выполнены в виде цилиндров с двумя рабочими полостями, площадь одной из которых больше другой.
ствия, а направляюшая скалка выполнена в виде плунжера, установленного внутри цилиндра одностороннего действия, при этом в плунжере выполнен осевой канал, соединяющий полость Ц11линдра одностороннего действия с полостью меньшей площади цилиндра замыкаюп1ей гильзы зажимного патрона фиксации кондукторной плиты.
. /
ЦЗиг.1
Фчг.з
15
25
U.tM
.s
| Федоров С.И., Генин В.Б., Тартаковский Ж.Э, и Фридман Л.И | |||
| Наладка агрегатных станков.-М.: Машиностроение, 1982, с | |||
| Способ получения суррогата олифы | 1922 |
|
SU164A1 |
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
