1
Изобретение относится к средствам неразрушающего контроля качества материалов и изделий.
Известно устройство для контроля качества сварных соединений, содержащее ультразвуковой дефектоскоп, соединенный с ним акустический искатель, датчик положения искателя относительно продольной оси шва и магнито-электрический измерительный механизм со стрелкой, выполненной в виде проволочного электрода. Однако такое устройство из-за отсутствия автоматической регистрации расположения дефектов характеризуется недостаточной нроизводительностью контроля.
Описываемое устройство отличается от известного тем, что оно снабжено блоком формирования электрического напряжения пирамидальной формы, вход которого соединен с датчиком положения искателя, а выход - с подвижной рамкой измерительного механизма. Благодаря этому обеспечивается одновременная автоматическая регистрация параметров и расположения дефектов и, соответственно, повышение производительности контроля.
На чертеже схематически изображено описываемое устройство.
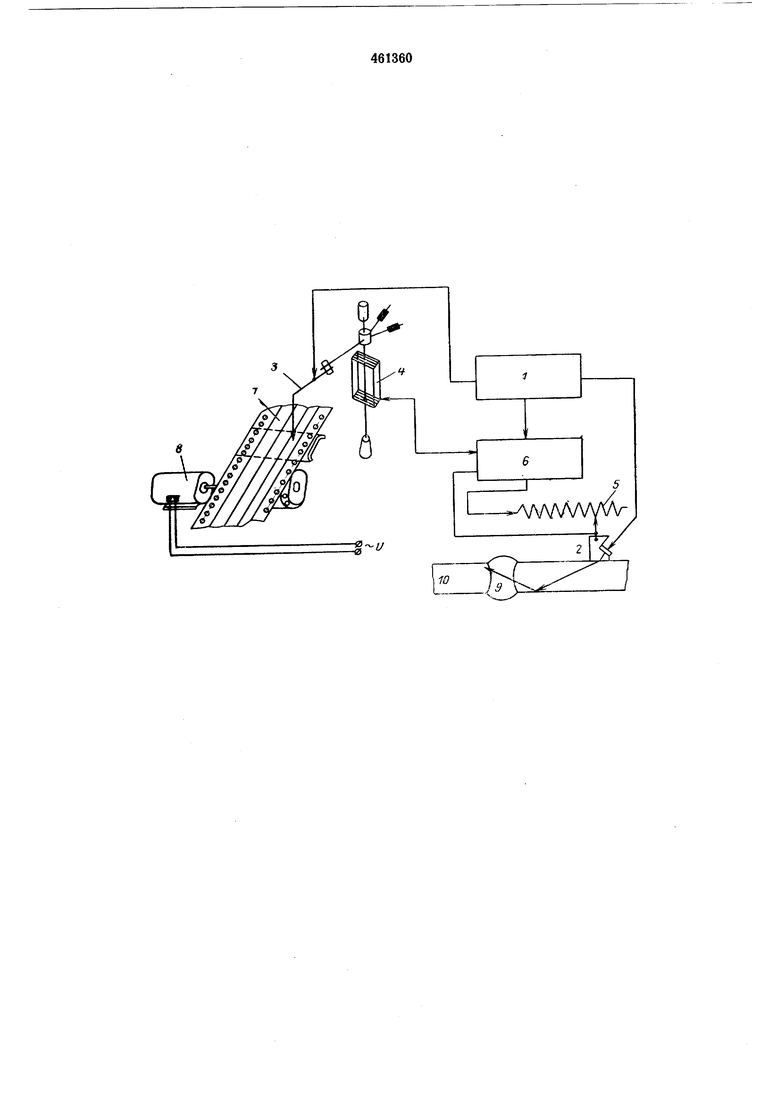
Оно содержит ультразвуковой дефектоскоп 1, приемно-передающий выход которого соединен с акустическим искателем 2 и проволочным электродом 3 измерительного механизма 4. Искатель 2 снабжен датчиком 5 положения (например, потенциометрического типа). Выход датчика подключен к блоку 6 формирования электрического напряжения пирамидальпой формы, соединенного с нодвижной рамкой измерительного механизма 4. Лента 7 электротермической бумаги перемещается двигателем 8 синхронно с продольным перемещением искателя 2 вдоль сварного шва 9 контролируемого изделия 10.
При возвратно-поступательном движении искателя 2 перпендикулярно шву 9 датчик 5 выдает сигналы, которые в блоке 6 преобразуются в пирамидальное по форме напряжепие. Под действием этого папряжения электрод 3 колеблется синхронно с искателем. При этом, если производится контроль прямым и однажды отраженным лучом, одному колебанию искателя соответствуют два колебания электрода 3, так что ноложепие электрода относительно кромок ленты 7 отвечает положению ультразвукового луча в сечении шва. При наличии дефекта на электрод подается папряжение, и на ленте появляется отметка. Сочетание колебания электрода и движения летггы бумаги позволяет получить на ленте отображение формы, размера, ориентации и положения дефекта в соответствующих масштабах. При этом размер почерненного пятна вдоль ленты представляет собой условную протяженность, поперек ленты - условную высоту дефекта, расположение отметки относительно кромок ленты означает координату дефекта по глубине шва, а вдоль ленты - координат по длине шва.
Предмет изобретения
Устройство для контроля качества сварных соединений, содержащее ультразвуковой дефектоскоп, соединенный с ним акустический
искатель, датчик положения искателя относительно продольной оси шва и магнито-электрический измерительный механизм со стрелкой, выполненной в виде проволочного электрода, отличающееся тем, что, с целью увеличения производительности контроля, оно снабжено блоком формирования электрического напряжения пирамидальной формы, вход которого соединен с датчиком положения искателя, а выход - с подвижной рамкой.измерительного механизма.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвукового контроля изделий | 1982 |
|
SU1027607A1 |
| Способ изготовления стенда сухой протяжки для проверки работоспособности внутритрубных инспекционных приборов на испытательном трубопроводном полигоне | 2017 |
|
RU2653138C1 |
| Устройство для ультразвуковогоКОНТРОля СВАРНыХ шВОВ | 1978 |
|
SU824026A1 |
| Устройство к дефектоскопу для ультразвукового контроля сварных швов | 1980 |
|
SU888031A1 |
| Способ изготовления фланцевой вставки для проверки работоспособности внутритрубных инспекционных приборов на испытательном трубопроводном полигоне | 2016 |
|
RU2625985C1 |
| Акустическое устройство для контроля сварных соединений изделий | 1981 |
|
SU1101728A1 |
| УЛЬТРАЗВУКОВОЙ НАКЛОННЫЙ ПРЕОБРАЗОВАТЕЛЬ | 2004 |
|
RU2290633C2 |
| Ультразвуковое устройство для контроля качества | 1972 |
|
SU442413A1 |
| Автоматизированная установка ультразвукового контроля | 2016 |
|
RU2629687C1 |
| АВТОМАТИЗИРОВАННЫЙ КОНТРОЛЬ ТЕМПЕРАТУР ПРИ СВАРКЕ | 2019 |
|
RU2721478C1 |