Изобретение относится к автоматизации технологических процессов и предназначено для загрузки и ориентирования цилиндрических микродеталей, имеющих различную форму концов.
Известны устройства для контроля положения деталей с разными по форме торцами, выполненные в ввде подключенного к пневмоизмерительному прибору сопла с внутренним цилиндрическим каналом для подвода сжатого воздуха.
Предложенное устройство отличается тем, что сопло снабжено пазом, расположенным в его торце перпендикулярно внутреннему каналу, который выполнен прямоугольным.
Такая конструкция устройства повышает его чувствительность при контроле цилиндрических деталей, имеющих различную форму концов.
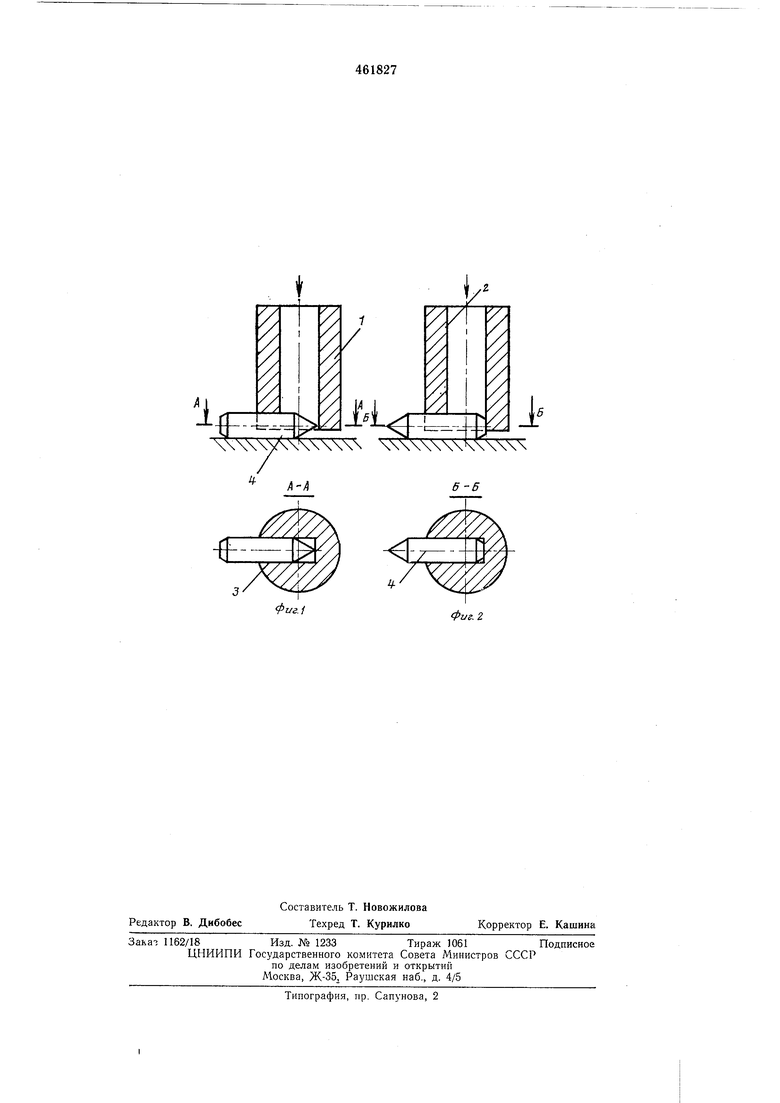
На фиг. 1 изображено сопло с деталью, ориентированной заостренным концом вперед; на фиг. 2 - то же, с деталью, ориентированной плоским концом вперед.
Сопло 1 устройства для контроля деталей подключено к пневмоизмерительному прибору (на чертежах не показан). В сопле выполнен внутренний канал 2 прямоугольной формы и паз 3, который расположен в его торце перпендикулярно продольной оси сопла и служит для базирования детали 4.
Деталь, сориентированная, например, заостренным концом вперед, поступает в сопло 1
и упирается в стенку внутреннего канала, через который по измерительной ветви пневматического прибора подается сжатый воздух. При правильной ориентации деталей, например заостренным концом вперед, воздух выходит в атмосферу через зазор, образованный внутренними стенками канала сопла и конической поверхностью детали; пневматический прибор подает импульс на выдачу правильно
сориентированной детали на рабочую позицию.
Если же в сопло попадает неправильно сориентированная деталь, то расход воздуха резко сокращается, в измерительной ветви
пневматического прибора повышается давление, и последний подает импульс исполнительному механизму на переориентацию детали.
Предмет изобретения
Устройство для контроля положения деталей с разными по форме торцами, выполненное в виде подключенного к пневмоизмерительному прибору сопла с внутренним каналом для подвода сжатого воздуха, отличающееся тем, что, с целью повышения чувствительности устройства при контроле цилиндрических микродеталей, имеющих различную фор.му концов, сопло снабжено пазом, расположенным в его торце перпендикулярно внутреннему каналу, который выполнен прямоугольным.
Фиг.1
Фиг. 2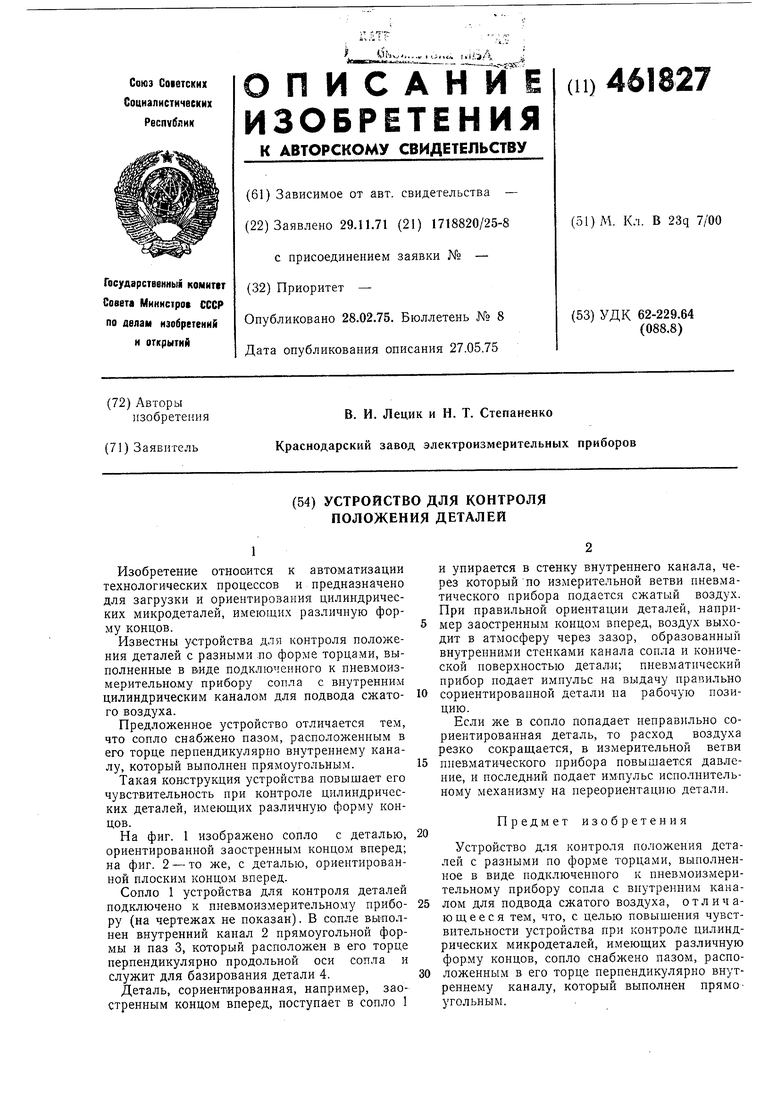
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля положения деталей | 1976 |
|
SU618252A1 |
| ПЯТИЛИНЕЙНЫЙ ДВУХПОЗИЦИОННЫЙ ЗОЛОТНИКОВЫЙ ЭЛЕКТРОПНЕВМОРАСПРЕДЕЛИТЕЛЬ | 2008 |
|
RU2379556C1 |
| Устройство для контроля положения деталей | 1983 |
|
SU1093470A2 |
| Пневматический захват | 1980 |
|
SU891431A1 |
| АВТОМАТ ДЛЯ СОРТИРОВКИ ПРЕДМЕТОВ ПО ЦВЕТУ | 1970 |
|
SU260311A1 |
| Устройство для разделения и поштучной подачи деталей | 1981 |
|
SU998257A1 |
| ПНЕВМАТИЧЕСКИЙ ПРИБОР ДЛЯ КОНТРОЛЯ ВНУТРЕННИХ КОНУСОВ | 1992 |
|
RU2057289C1 |
| Задняя бабка металлорежущего станка | 1980 |
|
SU944797A1 |
| Устройство для ориентации цилиндрических деталей с разными по форме торцами | 1987 |
|
SU1572786A1 |
| Приемник воздушного давления | 1990 |
|
SU1775629A1 |