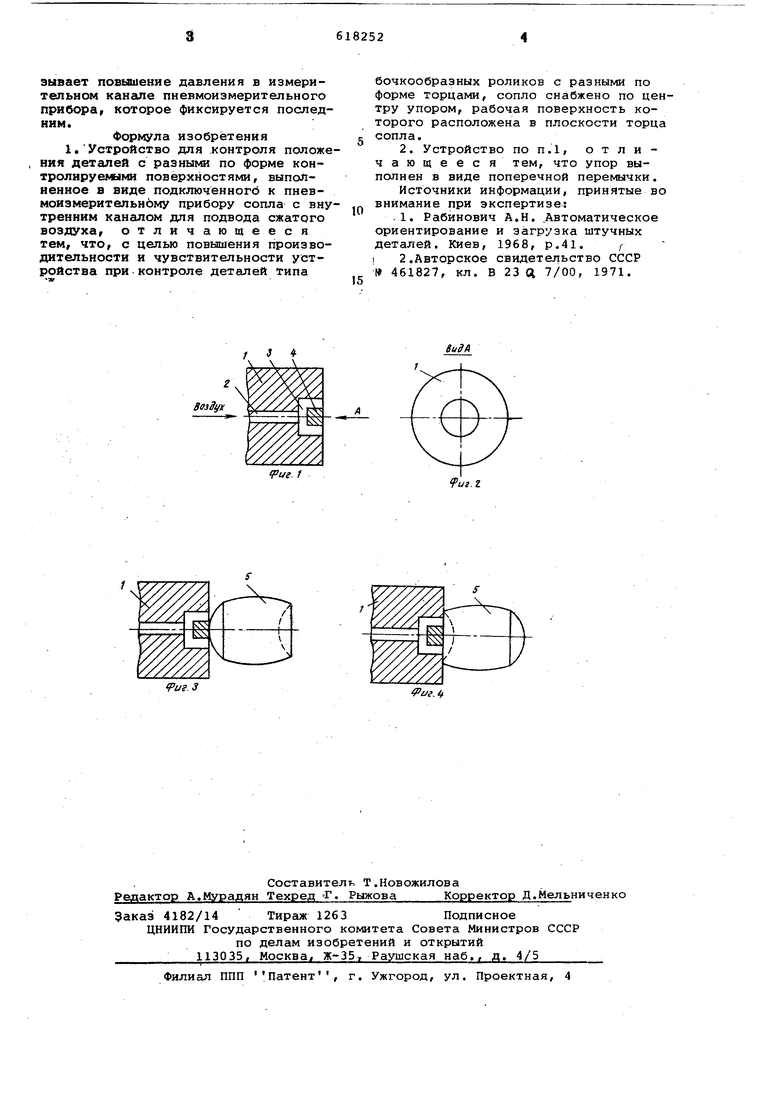
Изобретение относится к автомати зации технологических процессов и м жет найти применение при загрузке и ориентировании деталей типа бочкообразных роликов с разными по форме торцами. Известно устройство для контроля положения деталей с незначительными отличиями поверхностей торцов, выполненное в виде вибролотка с установленным в зоне контроля поворачивающимся на оси язычком, пропускаюгщим правильно ориентированные детали l . Известно также устройство для кон троля положения деталей с разными по форме контролируемыми поверхностями выполненное в виде подключенного к пневмоизмерительному прибору сопла с внутренним каналом для подвода сжатого воздуха 2 j . Недостатками этих устройств являются их низкие производительность и чувствительность при контроле деталей, типа бочкообразных роликов с разными по форме торцами. Целью изобретения является повышение производительности и чувстви1тельности устройства. Для достижения данной цели сопло снабжено по центру упором, рабочая поверхность которого расположана в плоскости торца сопла, причем упор может быть выполнен в виде поперечной переьвлчки. На фиг. 1 изображено сопло в поперечном разрезе, на фиг. 2 - вид А фиг. 1 на фиг. 3 и фиг. 4 - сопло с деталью, направленной тем или иным торцом для контроля положения. Сопло 1 устроПства для контроля деталей подключено к пневмоизмерительному прибору (на чертежах не показан) . В сопле выполнен внутренний канал 2 для подвода сжатого воздуха с расяаирением 3, в котором расположен по центру упор в виде поперечной перемычки 4. Устройство работает следующим образом. При контакте торца сопла 1 с выпуклым сферическим торцом ролика 5 вершина сферы упирается в поперечную перемычку 4, образуя зазор между торцом сопла и деталью, через который проходит сжатый воздух. При взёшмодействии вогнутого торца ролнка 5 с торцом сопла 1 выходHoe отверстие соплазакрыто, что вызывает повышение давления в измерительном канале пневмоизмерительного прибора которое фиксируется последним.
Формула изобретения 1«Устройство для контроля положения деталей с разными по форме контролируемыми поверхностями, выполненное в виде подключенного к пневмоизмерительнбму прибору сопла с внутренним каналом для подвода сжатого воздуха, отличающееся тем, что, с целью повышения производительности и чувствительности устройства при контроле деталей типа
бочкообразных роликов с разными по форме торцами, сопло снабжено по центру упором, рабочая поверхность которого расположена в плоскости торца сопла.
2. Устройство ПОП.1, отличающееся тем, что упор выполнен в виде поперечной перемычки.
Источники информации, принятые во внимание при экспертизе:
.1. Рабинович А.Н. .Автоматическое ориентирование и загрузка штучных деталей. Киев, 1968, р.41. f 1 2.Авторское свидетельство СССР W 461827, кл. В 23 ft 7/00, 1971.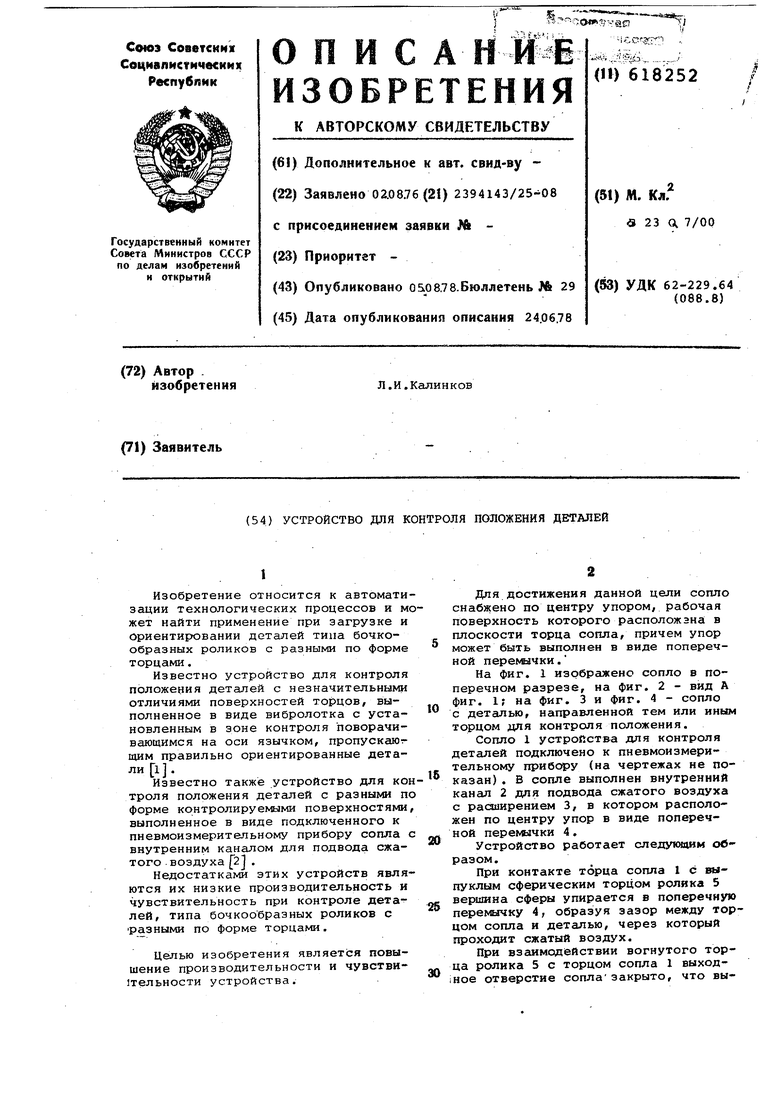
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля положения деталей | 1983 |
|
SU1093470A2 |
| Устройство для контроля положения деталей | 1971 |
|
SU461827A1 |
| Устройство для автоматического ориентирования резьбовых деталей | 1980 |
|
SU891335A1 |
| Станок для доводки наружных цилиндрических поверхностей деталей | 1986 |
|
SU1364447A2 |
| ПНЕВМОИНДУКТИВНЫЙ ПРИБОР ДЛЯ КОНТРОЛЯ СФЕР | 1989 |
|
SU1839843A1 |
| Устройство для ориентированнойзАгРузКи дЕТАлЕй | 1979 |
|
SU806358A1 |
| ПНЕВМАТИЧЕСКИЙ ПРИБОР ДЛЯ КОНТРОЛЯ ВНУТРЕННИХ КОНУСОВ | 1992 |
|
RU2057289C1 |
| Устройство для ориентирования деталей | 1985 |
|
SU1339956A1 |
| Станки для доводки наружных поверхностей вращения | 1988 |
|
SU1511089A1 |
| Устройство для изменения направления движения и ориентирования хрупких тонких деталей | 1988 |
|
SU1701483A1 |
Риг. 1
SuffA
.г
иг.З
ue.tf
