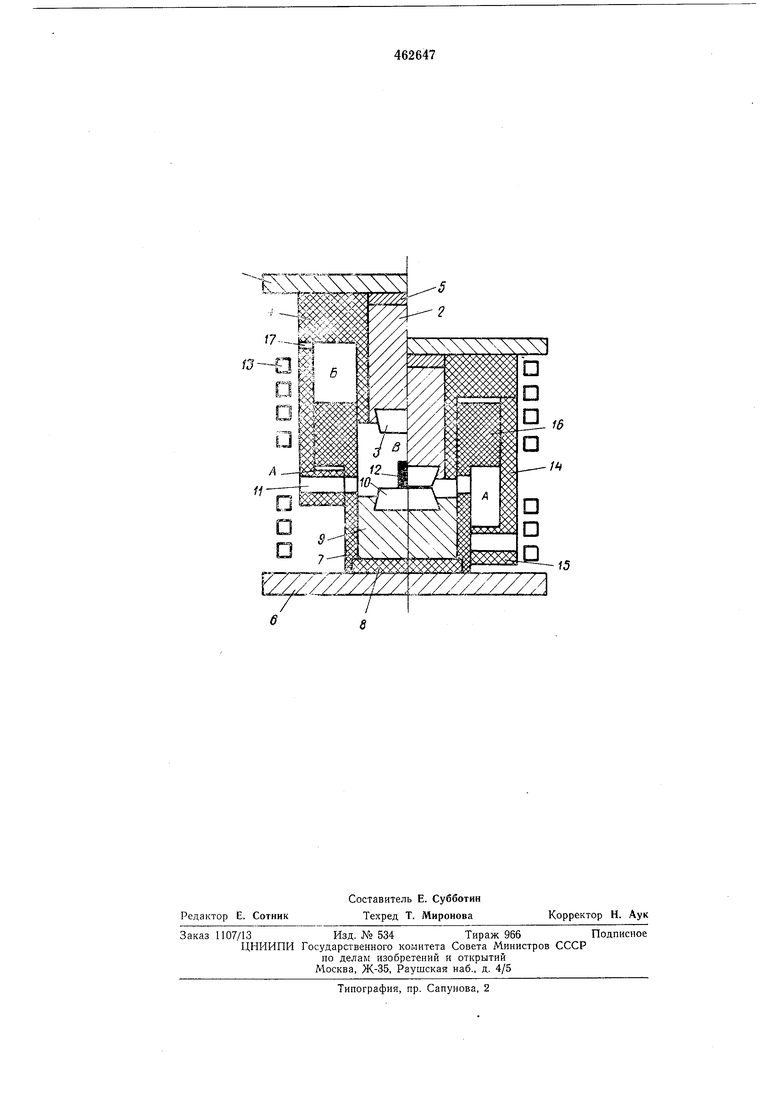
вставкой (матрицей) 10, на которую через загрузочное окно 11 укладывается заготовка 12. Температурный режим штампа поддерживается нагревателем 13.
Верхняя подвижная плита снабжена дополнительным кожухом 14 с внутренним фланцем 15, который вместе с фланцем 16 кожуха 7 образует внутренние промежуточные полости А и Б.
При рабочем и холосто.м ходах подвижной части штампа вниз и вверх верхний теплоизоляционный кожух 14, смеш:аясь относительно нижнего 7, перекрывает загрузочное окно 11, прекращая доступ холодного воздуха к инструменту до тех пор, пока штамп не займет исходное положение. Кольцевое пространство верхнего теплоизоляционного кожуха 14 делится фланцем 16 нижнего кожуха на две полости. Верхняя полость Б сообщается через отверстия 17 в кожухе 14 с атмосферой, а нижняя полость А через загрузочное окно И -с рабочей полостью щтампа.
Во время рабочего хода верхняя часть инструмента (пуансон), опускаясь, вытесняет нагретый воздух из рабочей полости В щтампа в нижнюю полость теплозащитных кожухов, максимальный объем которой соответствует объему воздуха, вытесненного из рабочей полости штампа.
Штамп работает следующим образом.
В исходном положении заготовка 12 через загрузочное окно 11 в верхнем кожухе 4 и нижнем кожухе 7 укладывается в матрицу 10, где нагревателем 13 поддерживается равномерная оптимальная температура деформирования материала заготовки. При включении деформирующей мащины (пресса) верхний инструментальный блок 2 с пуансоном 3, опускаясь, вытесняет нагретый воздух из рабочей полости В в полость Б, ограниченную верхним и нижним теплозащитными кожухами, сообщающуюся через загрузочное окно с рабочей полостью щтампа. В это время воздух из полости Б стравливается в атмосферу.
После окончания штамповки осуществляется холостой ход подвижной части штампа вверх, во время которого происходит возвращение нагретого воздуха из полости А в полость В за счет уменьшения объема полости А и соответствующего увеличения объема рабочей полости В. Причем обе полости как во время рабочего хода вниз, так и во время холостого хода вверх изолированы теплозащитными кожухами от окружающей атмосферы, так как перемещение верхнего кожуха 4 относительно нижнего 7 перекрывает загрузочное окно и препятствует попаданию холодного воздуха как в полость В, так и в полость А.
Предмет изобретения
Штамп для горячего деформирования по авт. св. № 315499, отличающийся тем, что, с целью уменьщения тепловых потерь, он снабжен дополнительным кожухом с внутренним фланцем, закрепленным на подвижной плите и охватывающим кожух, установленный на неподвижной плите, на котором выполнен наружный фланец, при этом в дополнительном кожухе выполнено окно.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для горячей изотермической штамповки | 1979 |
|
SU871984A1 |
| Штамп для горячего деформирования металлов | 1985 |
|
SU1248713A2 |
| Устройство для изотермического деформирования | 1983 |
|
SU1140869A1 |
| Штамп для горячего деформирования | 1973 |
|
SU462648A1 |
| Штамп для изотермической штамповки | 1977 |
|
SU642063A1 |
| Штамп для горячего деформирования | 1975 |
|
SU547275A1 |
| Штамп для закрытой объемной,преимущественно,изотермической штамповки | 1982 |
|
SU1127679A1 |
| Устройство для горячего деформи-РОВАНия | 1979 |
|
SU846044A1 |
| Штамп для закрытой объемной изотермической штамповки | 1982 |
|
SU1129007A1 |
| Устройство для изотермической штамповки | 1979 |
|
SU835584A1 |