(54) ПРИВОД ПОДАЧИ СТАНКА
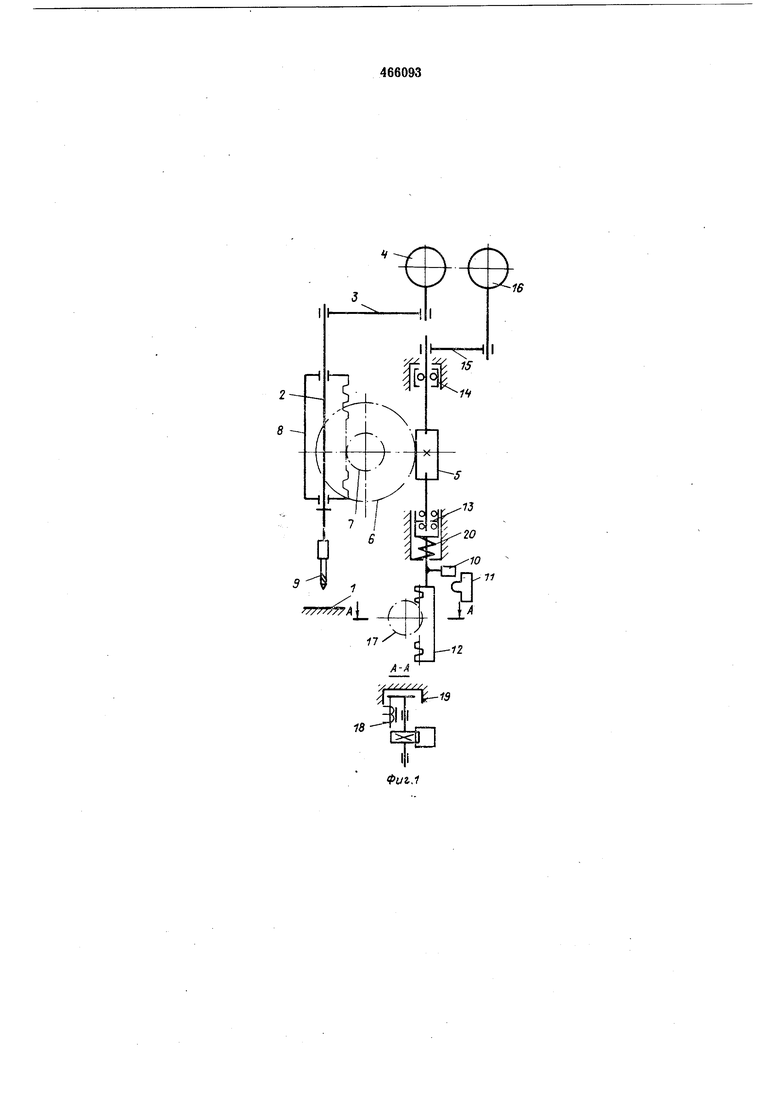
рой нарезаны зубья, осуществляет движение подачи режущего инструмента 9.
Червяк 5 связан с кулачком 10, который может воздействовать на датчик 11, и рейкой 12 через нлавающую онору 13. Другая опора 14 также является плавающей.
Червяк 5 получает вращение через кинематическую цепь 15 от двигателя Г6 подачи. Рейка 12 через шестерню 17 может быть кинематически сцеплена при помощи электромагнитной муфты 18 с корпусом 19. Червяк 5 вместе с рейкой 12 и плавающими опорами 13 и 14 удерживается в верхнем положении при помощи пружины 20.
Привод работает следующим образом.
Двигатель 16 подачи включается на быстрое вращение, при котором через кинематическую цепь 15, червяк 5, червячное колесо 6 и щестерню 7 осуществляется ускоренный ход пиноли 8 со щпинделем 2 со скоростью привода инструмента. При этом электромагнитная муфта 18 выключена и пружина 20 подобрана так, что червяк 5 вместе с рейкой 12 и опорами 13 и 14 находится в верхнем крайнем положении. При касании режущим инструментом 9 поверхности обрабатываемой детали 1 движение пиноли 8 вместе с щестерней 7 прекратится.
Червячное колесо 6 и червяк 5 изготовлены таким образом, что при остановке червячного колеса 6 червяк 5 начнет двигаться вниз вдоль своей оси. При этом сжимая пружину 20, червяк 5 через кулачок 10 будет воздействовать на датчик И, а рейка 12-свободно вращать щестерню 17, так как муфта 18 выключена. Воздействие кулачка 10 на датчик И служит командой для включения пониженной скорости вращения двигателя 16 подачи, соответствующей величине рабочей подачи. После включения рабочей подачи или одновременно с этим включением, но не раньше, включается муфта 18 сцепления и двигатель 4, который начинает вращать шпиндель 2 через кинематическую цепь 3. Величина усилия сцепления муфты 18 подбирается таким образом, что при ее включении движение червяка 5 вниз прекращается и начинается вращение червячного колеса 6 с щестерней 7. При этом пиноль 8 со щпинделем 2 начинает двигаться вниз с усилием и скоростью рабочей подачи, осуществляя резание. После окончания обработки одним из известных способов дается команда на быстрый ход вверх. При этом муфта 18 расцепляется и пружина 20 возвращает червяк 5 вместе с рейкой 12 с кулачком 10 в исходное положение.
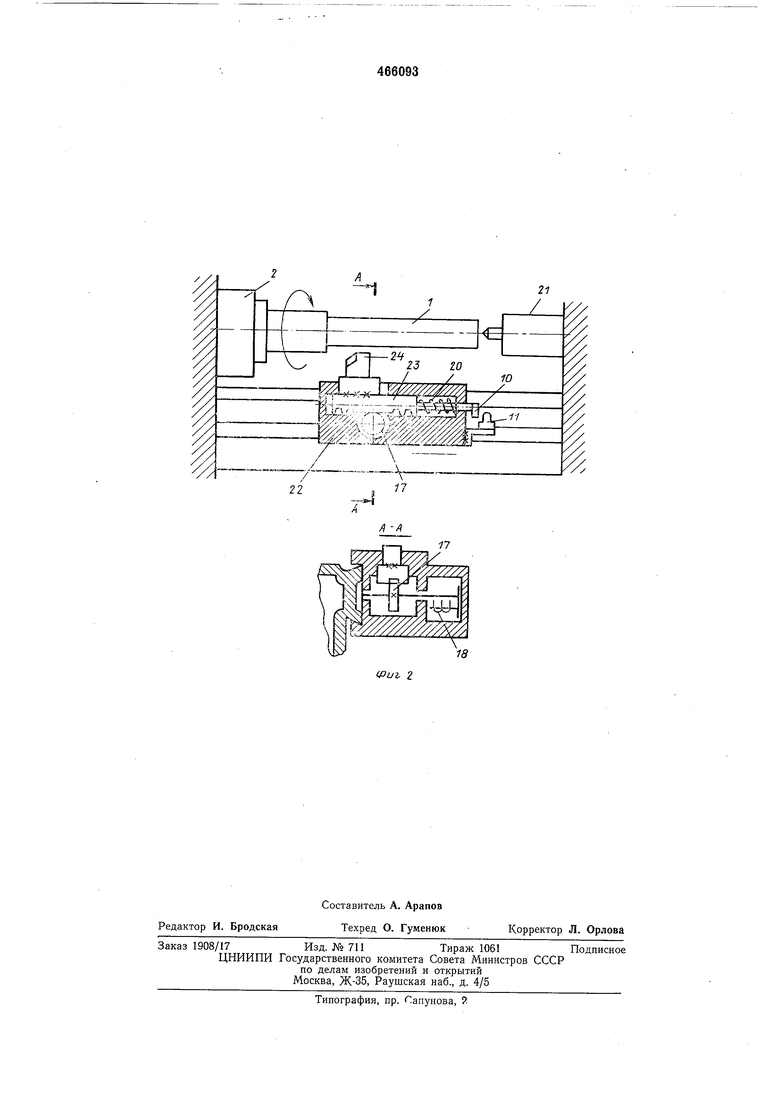
Обрабатываемая деталь 1 (фиг. 2) закреплена в шпинделе 2 станка и поджата задней бабкой 21. В расточке суппорта 22 расположен резцедержатель 23, который удерживается пружиной 20 в левом крайнем положении. Резцедержатель 23 связан через шестерню 17 с муфтой 18 сцепления, которая осуществляет сцепление резцедержателя 23 через шестерню 17 с корпусом суппорта 22. Па резцедержателе 23 закреплены резец 24 и кулачок 10, который может воздействовать на датчик 11.
Привод работает следующим образом.
Суппорт 22 (фиг. 2) получает ускоренное перемещение влево до тех пор, пока резец 24 не коснется обрабатываемой детали 1. После этого движение резца 24 с резцедержателем 23 прекратится, но суппорт 22 будет продолжать свое движение, сжимая пружину 20 до тех пор, пока кулачок 10 не воздействует на датчик 11. По команде от этого датчика включается рабочая подача суппорта 22. Одновременно с этим, но не ранее, включается муфта 18, в результате чего суппорт 22 начнет двигаться совместно с резцедержателем 23 со скоростью и усилием рабочей подачи. Пачинается процесс резания. После окончания обработки суннорт 22 отводится в исходное положение, муфта 18 сцепления выключается и резцедержатель 23 возвращается в исходное положение под действием пружины 20.
Предмет изобретения
Привод станка, включающий два подвижных один относительно другого и подпружиненных элемента и датчик контроля прикосновения инструмента к детали, отличающийся тем, что, с целью повыщения надежности и производительности работы станка, подвижные элементы связаны кинематически через механизм сцепления, например фрикционную электромагнитную муфту, катушка которой включается по команде датчика контроля.
16
| название | год | авторы | номер документа |
|---|---|---|---|
| Привод подачи шпинделя станка | 1977 |
|
SU683859A1 |
| Резьбонарезной станок | 1981 |
|
SU990447A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Привод подачи станка | 1978 |
|
SU667380A2 |
| Устройство для обработки кулачков | 1970 |
|
SU478690A1 |
| Круглофрезерный станок для обработки цапфы лапы долота и других подобных деталей | 1949 |
|
SU91082A1 |
| Фрезерная головка | 1981 |
|
SU990436A1 |
| Полуавтоматический многопозиционный карусельный станок | 1947 |
|
SU80172A1 |
| Вальцовочная головка | 1978 |
|
SU740352A1 |
| СТАНОК ДЛЯ НАРЕЗАНИЯ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС | 1973 |
|
SU390703A1 |
2 8
I Ч I
t.
l
-7J
.(
- /
10 KO
I
-Г2
A-A /x////
fFFK11
18
