Изобретение относится к литейному производству, в частности к кокилям.
Известны кокили, в которых полуформы или металлические стержни, работающие в напряженных температурных условиях, охлаждаются путем жесткого прикрепления к ним с тыльной стороны замкнутых коробок охлаждения, внутри которых пиркулирует охлаждающая жидкость. Ири отливке в кокиль тонкостенных деталей, имеющих развитые полости, оформляемые металлическими стержнями, недопустимо переохлаждение стержней, которое вызывает брак отливок по трещинам и увеличивает усилие извлечения стержней из отливок. Недопустим также перегрев стержней, при котором снижается производительность кокильных машин. В известных кокилях стержень охлаждается не только в период заливки и кристаллизации, но и в последующие периоды выдержки, выталкивания отливки, обслуживания и сборки кокиля. Ири этом не исключены нарушения теплового режима стержня, например его переохлаждение. Регулирование теплового режима стержней осуществляется путем: периодпческого отключения подачи охлаждающейжидкости в коробку охлаж-, дения, для чего устраняются сложные системы, требуЕОЩие дополнительных затрат и усложняющие работу с кокилем.
Описываемый кокиль отличается тем, что стержень соединяется с коробкой охлаждения подвилчно в осевом направлении, а на полуформе, в которой установлен стержень, предусмотрены упоры, взаимодействующие с ним, причем расстояние до упоров от взаимодействующей с ними поверхности стержня меньше величины хода привода не более, чем на величину наибольшего зазора между стержне.м и коробкой охлаждения.
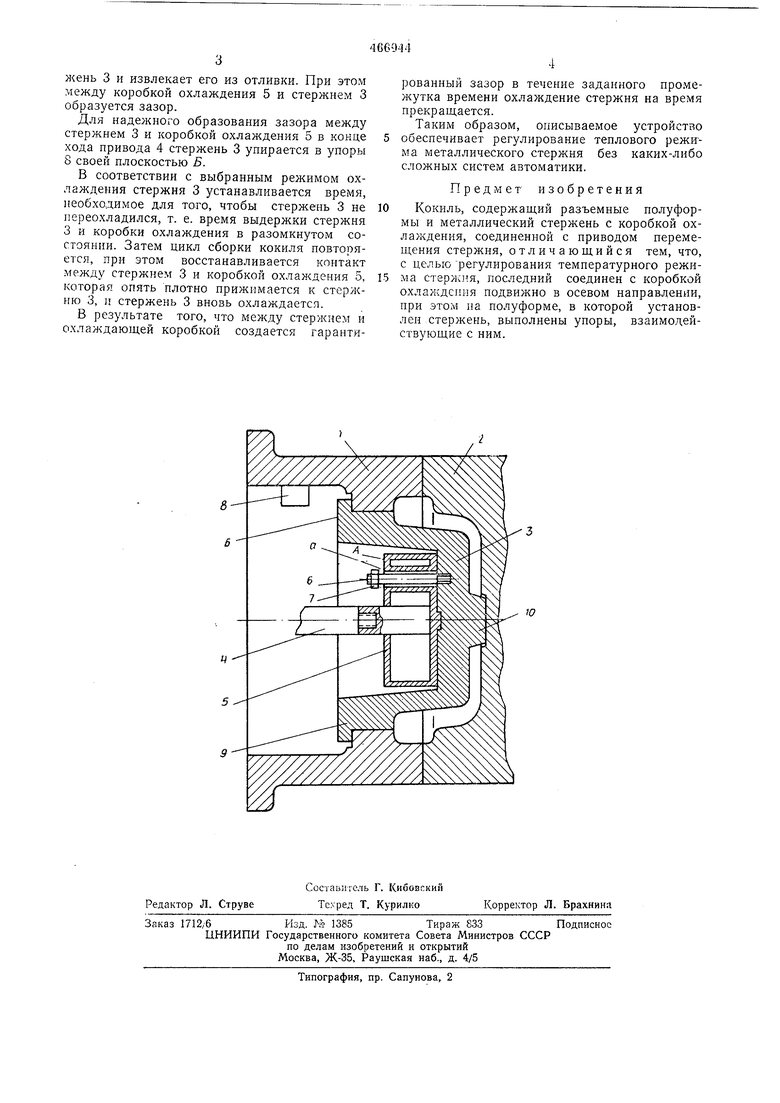
Иа чертеже представлен описываемый кокиль, поперечный разрез (по оси стержня).
Кокиль содержит левую 1 и правую 2 полуформы, металлический стержень 3, перемещаемый в левой полуформе 1, соединенную с приводом 4 коробку охлаждения 5, которая крепится к металлическому стержню 3 шпильками 6 и ограничительными гайками 7. Иа левой полуформе 1 имеются упоры 8,
взаимодействующие со стержнем 3. При этом гайка 7 устанавливается так, что между плоскостью А коробки охлаждения 5 и гайкой 7 образуется зазор а.
В процессе сборки кокиля привод 4 прижимает коробку охлаждения 5 к стержню 3, перемещение которого ограничено буртом 9 или знаком 10,. что служит началом охлаждения стержня 3. Иосле кристаллизации отливки привод 4 через коробку охлаждения 5, гайкп,7 и шпильки 6 передает усилие на стержень 3 и извлекает его из отливки. При этом между коробкой охлаждения 5 и стержнем 3 образуется зазор.
Для надежного образования зазора между стержнем 3 и коробкой охлаждения 5 в конце хода привода 4 стержень 3 упирается в упоры 8 своей плоскостью Б.
В соответствии с выбранным режимом охлаждения стержня 3 устанавливается время, необходимое для того, чтобы стержень 3 не переохладился, т. е. время выдержки стержня 3 и коробки охлаждения в разомкнутом состоянии. Затем цикл сборки кокиля повторяется, при этом восстанавливается контакт между стержнем 3 и коробкой охлаждения 5, которая опять плотно прижимается к стержню 3, и стержень 3 вновь охлаждается.
В результате того, что между стержнем и охлаждающей коробкой создается гарантированный зазор в течение заданного промежутка времени охлаждение стержня на время прекращается.
Таким образом, описываемое устройство обеспечивает регулирование теплового режима металлического стержня без каких-либо сложных систем автоматики.
Предмет изобретения
Кокиль, содержащий разъемные полуформы и металлический стержень с коробкой охлаждения, соединенной с приводом перемещения стержня, отличающийся тем, что, с целью регулирования температурного режима стержня, последний соединен с коробкой охлаждения подвижно в осевом направлении, при этом на полуформе, в которой установлен стержень, выполнены упоры, взаимодействующие с ним.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кокиль | 1987 |
|
SU1470443A1 |
| Карусельная кокильная машина | 1980 |
|
SU925541A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| Кокиль | 1980 |
|
SU908502A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| Кокильный станок | 1982 |
|
SU1047585A1 |
| Кокиль | 1976 |
|
SU554067A1 |
| Способ получения неотбеленных чугунных отливок | 1982 |
|
SU1052322A1 |
| Постоянная литейная форма | 1976 |
|
SU577086A1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
