подводят к детали до соприкосновения с ней и отводят на гарантийный, т. е. начальный, зазор.
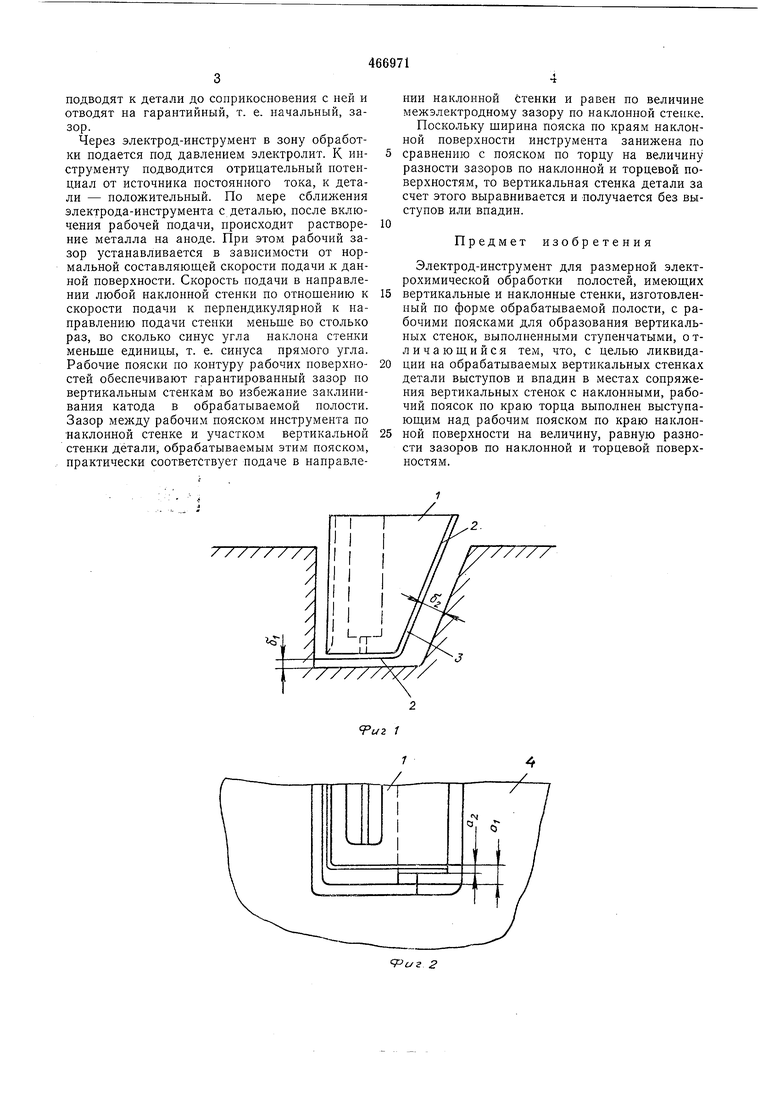
Через электрод-инструмент в зону обработки подается под давлением электролит. К инструменту подводится отрипательный потенциал от источника постоянного тока, к детали - положительный. По мере сблилсения электрода-инструмента с деталью, после включения рабочей подачи, происходит растворение металла на аноде. При этом рабочий зазор устанавливается в зависимости от нормальной составляющей скорости подачи к данной поверхности. Скорость подачи в направлении любой наклонной стенки по отношению к скорости подачи к перпендикулярной к направлению подачи стенки меньше во столько раз, во сколько синус угла наклона стенки меньше единицы, т. е. синуса прямого угла. Рабочие пояски по контуру рабочих поверхностей обеспечивают гарантированный зазор по вертикальным стенкам во избежание заклинивания катода в обрабатываемой полости. Зазор между рабочим пояском инструмента по наклонной стенке и участком вертикальной стенки детали, обрабатываемым этим пояском, практически соответствует подаче в направлении наклонной етенки и равен по величине межэлектродному зазору по наклонной стенке. Поскольку ширина пояска по краям наклонной поверхности инструмента занижена по сравнению с пояском по торцу на величину разности зазоров по наклонной и торцевой поверхностям, то вертикальная стенка детали за счет этого выравнивается и получается без выступов или впадин.
Предмет изобретения
Электрод-инструмент для размерной электрохимической обработки полостей, имеюш,их
вертикальные и наклонные стенки, изготовленный по форме обрабатываемой полости, с рабочими поясками для образования вертикальных стенок, выполненными ступенчатыми, о тличающийся тем, что, с целью ликвидации на обрабатываемых вертикальных стенках детали выступов и впадин в местах сопряжения вертикальных стенох с наклонными, рабочий поясок по краю торца выполнен выступающим над рабочим пояском по краю наклонной поверхности на величину, равную разности зазоров по наклонной и торцевой поверхностям.
/ / / ///А(/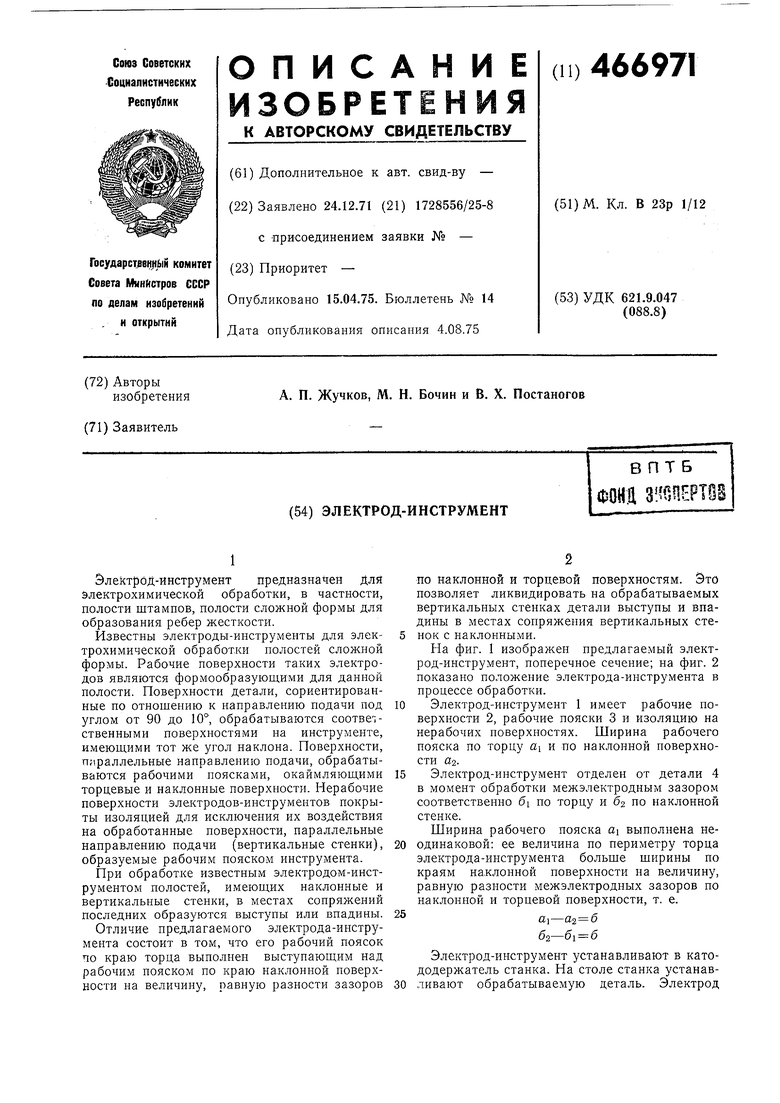
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрохимического прошивания отверстий | 1976 |
|
SU745635A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| РУЧНОЙ ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ МЕТАЛЛОВ | 2011 |
|
RU2472874C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПРОШИВАНИЯ ОТВЕРСТИЙ | 1990 |
|
RU2041035C1 |
| Способ электроконтактной обработки | 1972 |
|
SU493327A1 |
| Способ электрохимической обработки пазов и устройство для его осуществления | 1976 |
|
SU740466A1 |
| Станок ручной для снятия фаски | 2020 |
|
RU2735848C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ТОРЦА ПЕРА ЛОПАТКИ ТУРБОМАШИНЫ С ФОРМИРОВАНИЕМ ЩЕТОЧНОГО УПЛОТНЕНИЯ | 2010 |
|
RU2479400C2 |
| ЦЕНТРОБЕЖНОЕ УСТРОЙСТВО ДЛЯ СМЕШИВАНИЯ И ИЗМЕЛЬЧЕНИЯ | 2016 |
|
RU2636778C1 |
