(54) УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ И СПЛАВОВ

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СЛЯБОВ | 1992 |
|
RU2017571C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083317C1 |
| Способ непрерывной разливки заготовок прямоугольного сечения | 1991 |
|
SU1771870A1 |
| Установка непрерывной разливки металлов | 1978 |
|
SU772693A1 |
| Кристаллизатор машины непрерывного литья заготовок | 1982 |
|
SU1091988A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2065337C1 |
| Зона вторичного охлаждения машины непрерывного литья | 1979 |
|
SU910331A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛЬНЫХ СЛИТКОВ | 1998 |
|
RU2216429C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2066585C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СЛИТКОВ | 1996 |
|
RU2104118C1 |
:. 1 /
Изобретение относится к производству металлов и сплавов и может быть испрльаовано в установках непрерывной разливки металлов и сплавов в плоские заготовки.
Одной из наиболее распространенных
систем поддерживающих устройств, зоны вторичного охлаждения является роликовая t си тема. Известно поддерживающее устройство зоны вторичного охлаждения УНРМ с опор ными по Широким граням заготовки ролика- ми, имеющими участки меньшего диаметра, не контактирующие с поверхностью заготовки. Контактная поверхность двух смежных рядов роликов такой конструкции практически полностью перекрывает ширину заготовки, в том числе и затвердевшие по всей толщине заготовки ее участки у узких граней.
С целью уменьшения наг.рузок на ролики и их подшипниковые опоры и устранения Деформации узких граней заготовки расстояние от середины бочки ролика до наиболее удаленной от нее точки перехода от большего к меньшему диаметру ролика под кристаллизатором на 5-45% меньше разницы между половиной размера широкой грани и 1/10 размера узкой грани кристаллизатора, внизу зоны на 4-45% меньше половины разницы между размерами широкой и узкой грани кристаллизатора и уменьшается по высоте зоны опорных роликов от ее верха книзу. При этом рассто$шие от середины бочки ролика до наиболее удаленной от нее точки перехода от большего к меньшему диаметру ролика уменьшается по высоте зоны опорных роликов по параболическому закону или ступенчато.
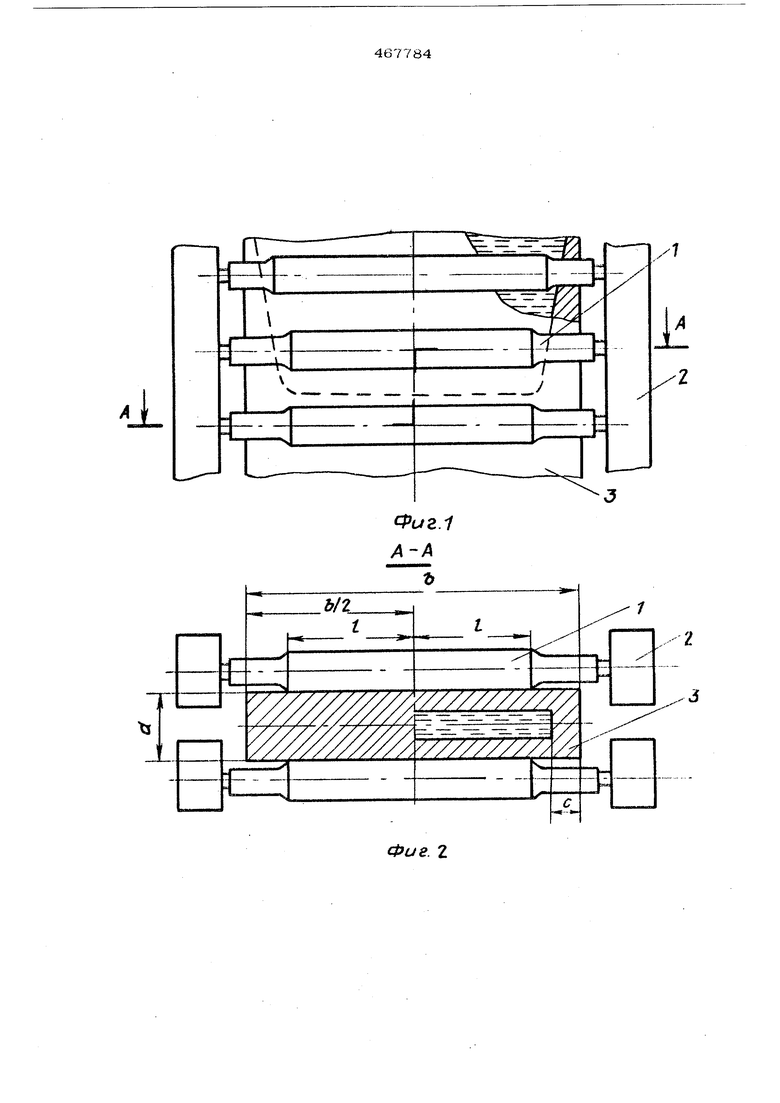
На фиг. 1 изображено предлагаемое устройство, вид со стороны широкой грани слитка; на фиг. 2 - то же, разрез по А-А на фиг. 1:
Опорные ролики 1, подшипниковые опоры которых закреплены в шековинах 2, поддерживают слиток 3 от выпучивания ферростатическим давлением,
В общем случае глубина жидкой фазы заготовки распространяется на всю зону вторичного охлаждения и в соответствии с отличительным признаком изобретения... L (0,55-0,95)(Ь72 - с). где t - расстояние от соответствуюшех о с редине широкой грани заготовки поперечно го сечения ролика до наиболее удаленной от этого сечения точки контакта ролика с за1отовкой; Ь - ширина заготовки; С - толщина затвердевшей оболочки заготовки по ее узкой гр)ани в месте устано ки ролика. Таким образом, на ролик передается только часть ферростатического давления металла в жидкой лунке, отсуствует контакт ролика с затвердевшей по всей тол- шине заготовки узкой гранью и вызванные .этим дополнительные нагрузки на ролик и его подшипниковые опоры. Предмет изобретения 1. Устройство для непрерывной разливки металлов и сплавов, содержащее имеющие общую ось симметрии кристаллизатор и расположенную под ним зону опорных по широким граням заготовки роликов с участ ками разных диаметров, отличающееся тем, что, с пелью уменьшения нагрузок на ролики и их подшига1иковые опоры и устранения деформации узких грддей заготовки, расстояние от середины бочки ролика до наиболее удаленной от нее точки перехода от большего к меньшему диаметру ролика под кристаллизатором на 5-45 % меньше разницы между половиной размера широкой грани и 1/10 размера узкой грани кристаллизатора, внизу зоны на 5-45% меньше половины разницы между размерами широкой и узкой грани кристаллизатора и уменьшается по высоае зоны опорных роликов от ее верха книзу. 2.Устройство по п. 1, о т л и ч а ющ е е с я тем, что расстояние от середины бочки ролика до наиболее удаленной от нее точки перехода от большего к меньшему диаметру ролика уменьшается по Bi)i- соте зоны опорных роликов по параболичес- кому закону. 3.Устройство по п. 1, о т л и ч а ющ е е с я тем, что расстояние от середины бочки ролика до наиболее удаленной от нее точки пе1эехода от большего к мень- шему диаметру ролика уменьшается по высоте зоны опорных роликов ступенчато.
