1
Изобретение относится к погрузочно-разгрузочным устройствам, в частности к устройствам для загрузки изделий на окрасочный конвейер.
Известны устройства для загрузки изде- ЛИЙ, содержащие станину со смонтированной на ней качающейся рамой, снабженной траверсой с присосками, и привод, соединенный с траверсой цепной передачей,огибаюшей звездочки.
Цель изобретения - сохранение горизонтального положения присосок в пределах высоты пачки загружаемых изделий.
Для этого одна из звездочек цепной передачи привода траверсы с присосками снабжена кулачками, зацепляющимися с кулачками неподвижно установленной на траверсе полумуфты, и смонтирована с возможностью поворота на оси T|jaBepci i в пределах зазора между кулачками звездочки и полумуфты,
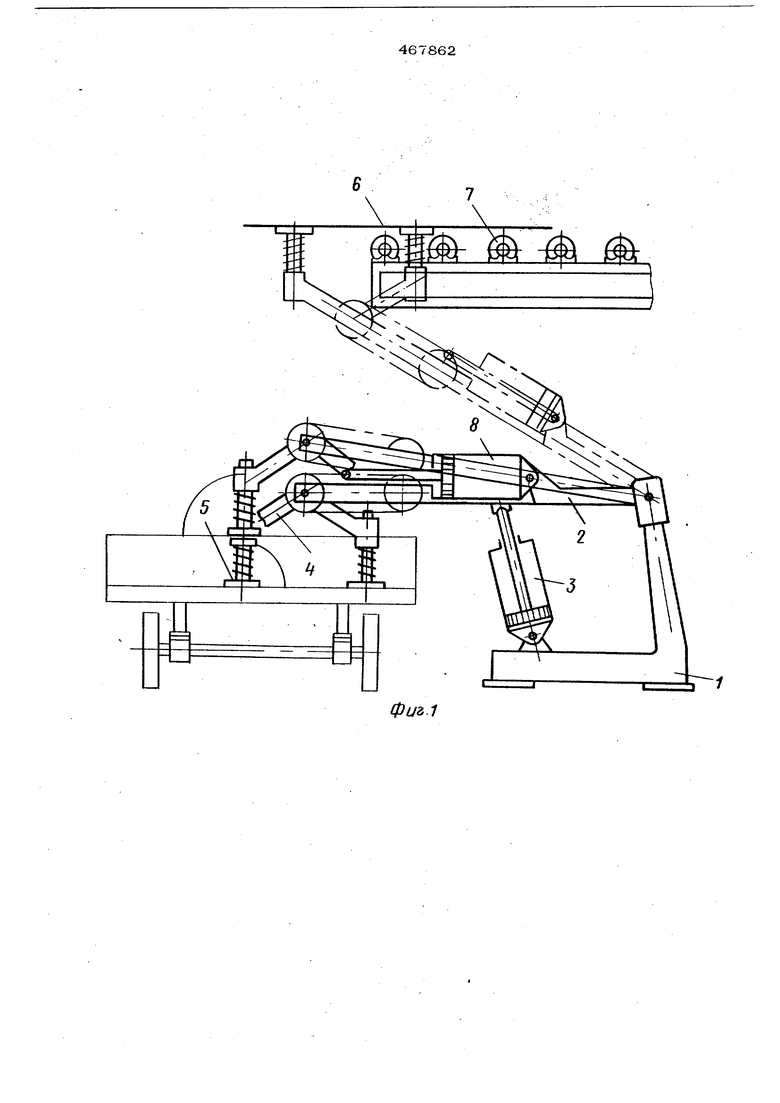
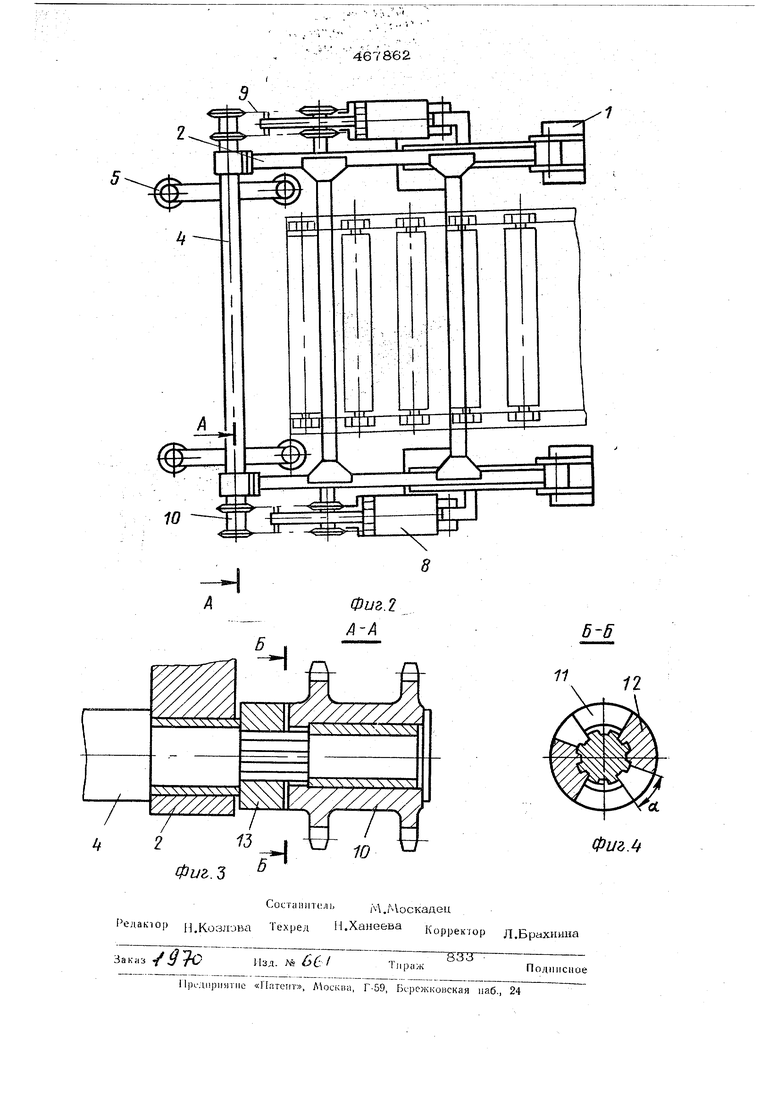
На фиг. 1 показано устройство для загрузки изделий; на фиг. 2- то же, вид в плане; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - раз(;ез Б-Б па фиг. 3.
Устройство для загрузки изделий состоит из станины 1 со смонтированной на ней качающейся рамой 2. Поворот рамы обеспечивается пневмоцилиндром 3. Рама 2 снабжена траверсой 4 с присоскакга 5. Присоски 5 захватывают лист 6 и переносят его на конвейер 7.
Траверса 4 поворачивается пневмоци- ; линдром 8 с помощью цепной передачи 9 и . кулачкового зацепления , состоящего из ; звездочки 1О цепной передачи, снабженной i кулачками 11, зацепляющимися с кулачками 12 неподвижно установленной на траверсе 4 полумуфты 13. Кулачковое зацеплепие звездочки 10 и полукгуфты 13 выполнено с зазором под углом (
Порядок работы пневмоцилиндров 3 и 8 и работа присосок обеспечиваются системой автоматического управления.
Принцип работы устройства зак/ ючается в следующем.
По сигналу с окрасочного конвейера 7 или по ритму, установленнокту сиртекюй ав.томатического управле1П1.ч, зависящему от длины листа и скорости конвейера, воздух из сети постунает в пневмопилиндр 3. Носледний поднимает раму 2 в верхнее положение (показано штрихпунктирной линией на фиг. 1), вместе с которой присоски 5 траверсы 4 поднимают верхний лист пачки. Прверхнем положенщ рамы 2с помощью си- стемы авт эматического управления воздух поступает в. пнеэмодиливдр 8, из-за чего поршень, перемещаясь вправо, поворачивает траверсу 4, а, вместе с ней и лист в крайнее верхнее положение. В этом положении траверсы присоски 5 больше не удерживают лист 6, одновременно воздух из пневмодилиндра 3 выходит в атмосферу. Рама 2 опускается в исходное положение, а лист ложится на рольганги конвейера 7 и транс- портируется на окраску. Во время опускания рамы 2 в исходное положение траверса 4 пневмодилиндром 8 также поворачивается в исходное положение, и присоски ложатся на следующий лист, готовые захватить его. В определенном заданном интервале цикл повторяется.
По мере выбора листов из пачки присоски 5 траверсы 4 всегда сохраняют горизонтальное положение силой собственного веса за счет зазора под углом С кулачкового зацепления звездочки 10 vi полумуф J ты 13.
Устройство может найти применение при загрузке плоских изделий типа листа или панели на конвейеры для последующих операций в судостроительной и деревообрабатывающей -промышленности., а также в других отраслях народного хозяйства.
Предмет изобретения
Устройство для загрузки изделий, содержащее станину со смонтированной на ней качающейся рамой, снабженной траверсой с присосками, и привод, соединенный с траверсой цепной передачей, огибающей звездочки, отличающееся тем, что, с целью сохранения горизонтального положения присосок в пределах высоты пачки загружаемых изделий, одна из звездочек цепной передачи снабжена кулачками, зацепляющимися с кулачками неподвижно установленной на траверсе полумуфты,и смонтирована с возможностью поворота на оси траверсы в пределах зазора между кулачками звездочки и полумуфты.
А.
ц .
tJ
s
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
| Установка для промывки коленчатых валов | 1988 |
|
SU1560331A1 |
| Устройство для обрезки заусениц с плоских формованных подошв | 1975 |
|
SU547207A1 |
| Подвесной грузонесущий конвейер | 1976 |
|
SU619399A1 |
| Установка для укладки листов стекла в тару | 1988 |
|
SU1544721A1 |
| Автоматическая линия для сборки матричных листовых катодов | 1968 |
|
SU380082A2 |
| Линия раскроя листового материала | 1984 |
|
SU1292947A1 |
| Устройство для упаковки сыпучего материала в клапанные мешки | 1982 |
|
SU1113308A1 |
| АВТОМАТ ДЛЯ ЗАВЕРТЫВАНИЯ КОНФЕТ «ВПЕРЕКРУТКУ» | 1973 |
|
SU379462A1 |
| Стенд для испытания деталей машин с гибкими передачами | 1977 |
|
SU678379A1 |