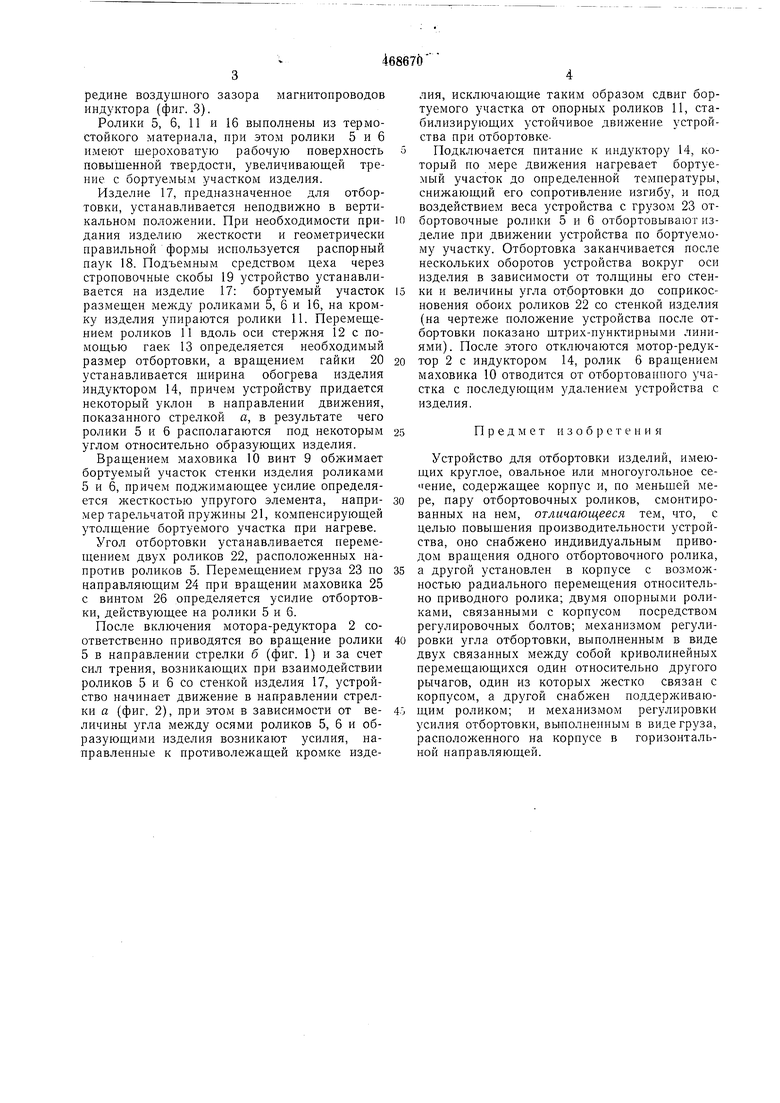
редине воздушного зазора магнитопроводов индуктора (фиг. 3).
Ролики 5, 6, 11 и 16 выполнены из термостойкого материала, ири этом ролики 5 и 6 имеют шероховатую рабочую поверхность повышенной твердости, увеличиваюш;ей трение с бортуемым участком изделия.
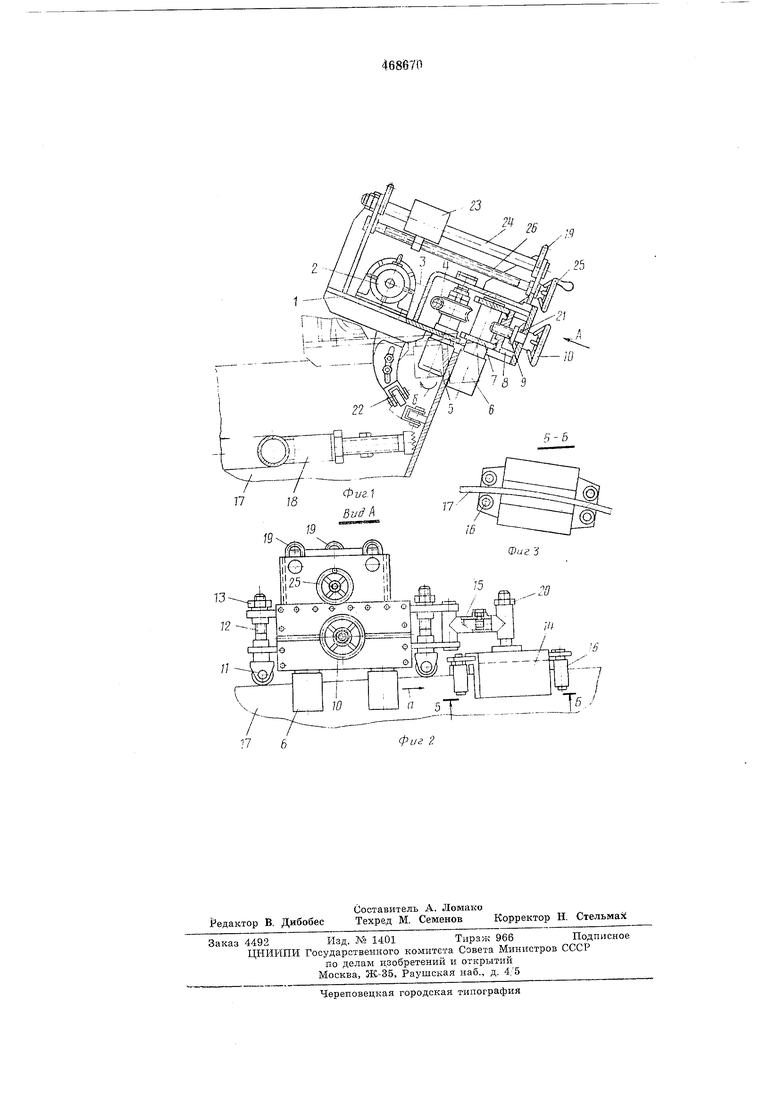
Изделие 17, предназначенное для отбортовки, устанавливается неподвижно в вертикальном положении. При необходимости приДания изделию жесткости и геометрически правильной формы используется распорный паук 18. Подъемным средством цеха через строповочные скобы 19 устройство устанавливается на изделие 17: бортуемый участок размеш,ен между роликами 5, 6 и 16, на кромку изделия упираются ролики 11. Перемещением роликов 11 вдоль оси стержня 12 с помош,ью гаек 13 определяется необходимый размер отбортовки, а враш,ением гайки 20 устанавливается ширина обогрева изделия индуктором 14, причем устройству придается некоторый уклон в направлении движения, показанного стрелкой а, в результате чего ролики 5 и 6 располагаются под некоторым углом относительно образующих изделия.
Вращением маховика 10 винт 9 обжимает бортуемый участок стенки изделия роликами 5 и 6, причем поджимающее усилие определяется жесткостью упругого элемента, нанример тарельчатой пружины 21, компенсирующей утолщение бортуемого участка при нагреве.
Угол отбортовки устанавливается перемещением двух роликов 22, расположенных напротив роликов 5. Перемещением груза 23 по направляющим 24 при вращении маховика 25 с вннтом 26 определяется усилие отбортовки, действующее на ролики 5 и 6.
После включения мотора-редуктора 2 соответственно приводятся во вращение ролики 5 в направлении стрелки б (фиг. 1) и за счет снл трения, возникающих при взаимодействии роликов 5 и 6 со стенкой изделия 17, устройство начинает в направлении стрелки а (фиг. 2), при этом в зависимости от величины угла между осями роликов 5, 6 и образующими изделия возникают усилия, направленные к противолежащей кромке изделия, исключающие таким образом сдвиг бортуемого участка от опорных роликов 11, стабилизирующих устойчивое устройства при отбортовкеПодключается питание к индуктору 14, который по мере движения нагревает бортуемый участок до определенной температуры, снижающий его сопротивление нзгибу, и под воздействием веса устройства с грузом 23 отбортовочные ролики 5 и 6 отбортовывают изделие при движении устройства по бортуемому участку. Отбортовка заканчивается после нескольких оборотов устройства вокруг оси изделия в зависимости от толщины его стенки и величины угла отбортовки до соприкосновения обоих роликов 22 со стенкой изделия (на чертеже положение устройства после отбортовки показано штрих-пунктирными линиями) . После этого отключаются мотор-редукixip 2 с индуктором 14, ролик 6 вращением маховика 10 отводится от отбортованного участка с последующим удалением устройства с изделия.
Предмет и з о б р е т е и и я
Устройство для отбортовки изделий, имеющих круглое, овальное или многоугольное сечение, содержащее корпус и, по меньшей мере, пару отбортовочных роликов, смонтированных на нем, отличающееся тем, что, с целью повышения производительности устройства, оно снабжено индивидуальным приводом врап,ения одного отбортовочного ролика, а другой установлен в корпусе с возможностью радиального перемещения относительно приводного ролика; двумя онорными роликами, связанными с корпусом посредством регулировочных болтов; механизмом регулировки угла отбортовки, выполненным в виде двух связанных между собой криволинейных перемещающихся один относительно другого рычагов, один из которых жестко связан с корпусом, а другой снабжен поддерживающим роликом; и механизмом регулировки усилия отбортовки, выполненным в виде груза, расположенного на корпусе в горизонтальной направляющей.
фиг 2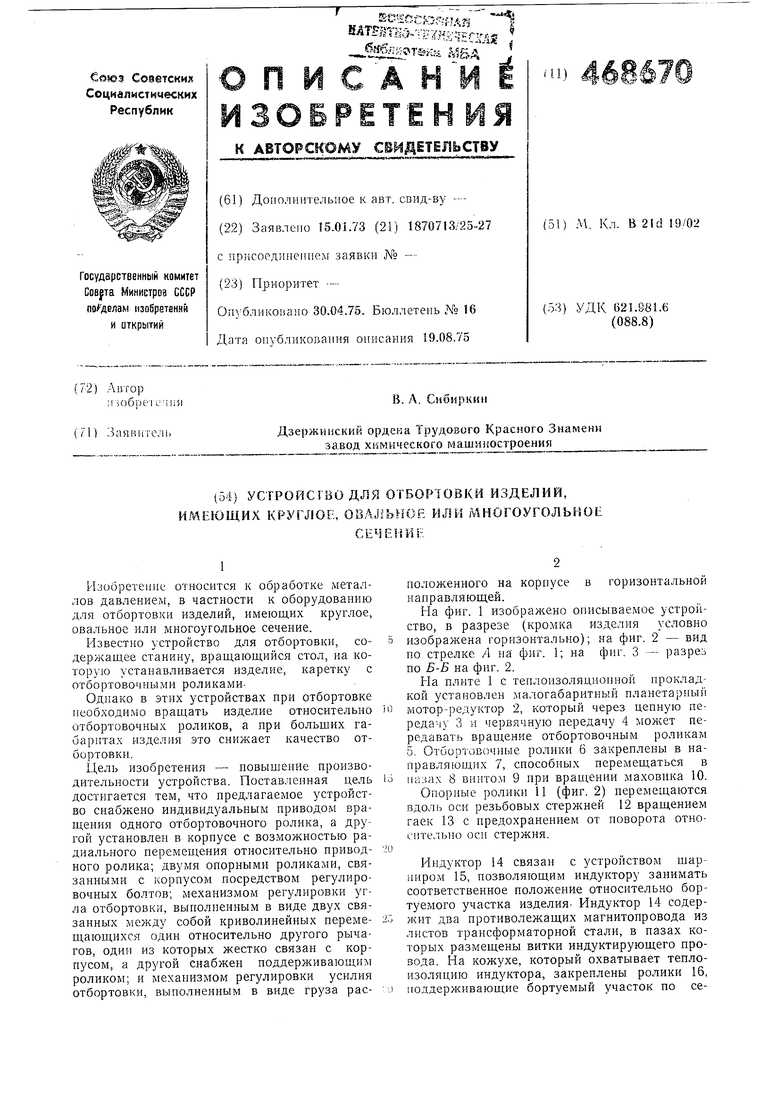
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отбортовки изделий | 1978 |
|
SU768523A1 |
| Устройство для отбортовки цилиндрических изделий | 1977 |
|
SU747574A1 |
| Устройство для отбортовки | 1986 |
|
SU1448481A1 |
| Устройство для деформирования трубчатых заготовок | 1980 |
|
SU944715A1 |
| Устройство для отбортовки цилиндрических изделий | 1985 |
|
SU1329866A1 |
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ И СПОСОБ ОТБОРТОВКИ ДЕТАЛЕЙ РОЛИКАМИ | 2007 |
|
RU2425725C2 |
| СТАНОК ДЛЯ ОТБОРТОВКИ ДНИЩ | 2001 |
|
RU2212298C2 |
| Устройство для отбортовки | 1978 |
|
SU766707A1 |
| Машина для отбортовки обечаек | 1980 |
|
SU854511A2 |
| Устройство для разрезания и отбортовки тонкостенных трубчатых заготовок | 1976 |
|
SU743759A1 |