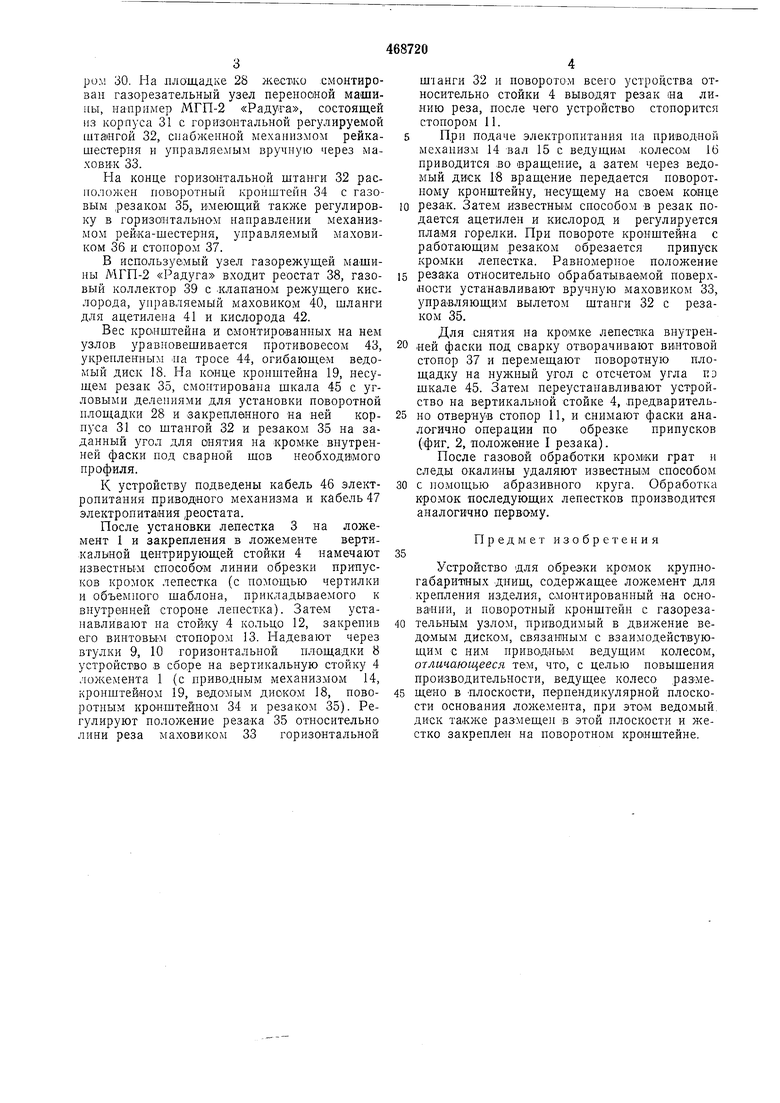
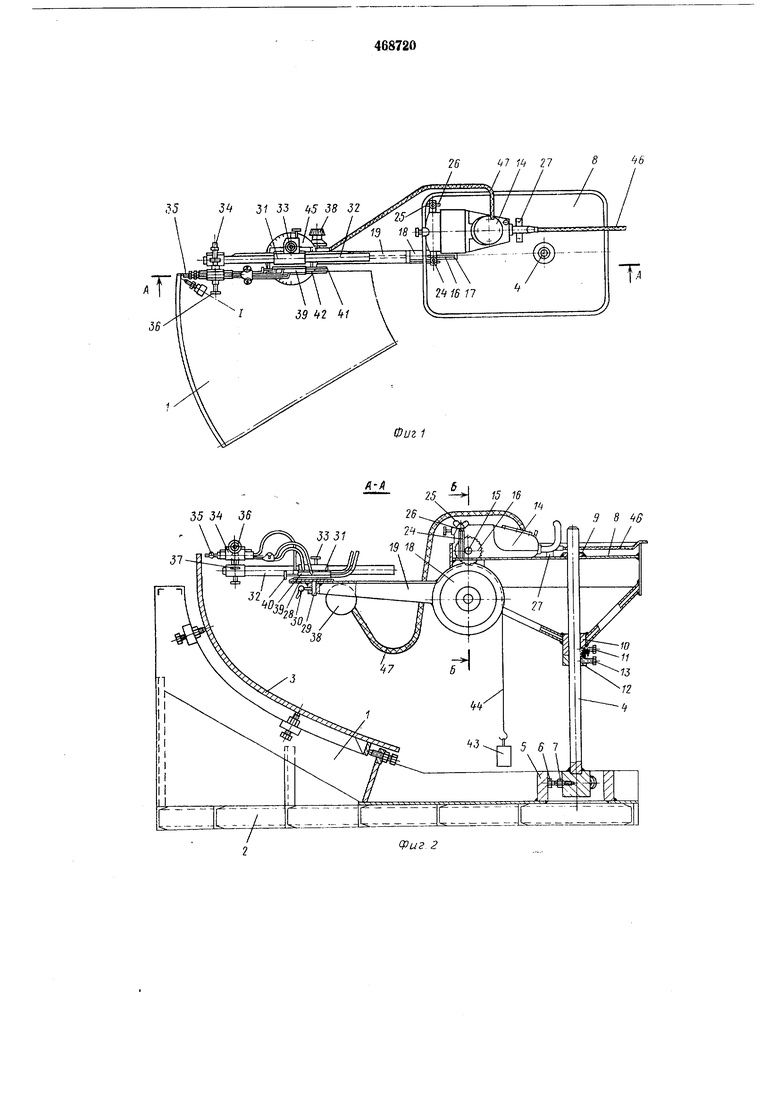
ром 30. На площадке 28 жестко .смонтирован газорезательный узел перенооной машины, например МГП-2 «Радуга, состоящей из корпуса 31 с горизоитальной регулируемой штангой 32, снабженной механнзмом рейкашестерня к управляелгым вручную через маховнк 33. На конце горнзонтальной штанги 32 расположен поворотный кронштейн 34 с газовым резаком 35, нмеющий также регулировку в горизонтальном направлении механизмом рейка-шестеряя, унравляемый маховиком 36 н стопором 37. В используемый узел газорежущей машины МГП-2 «Радуга входит реостат 38, газовый коллектор 39 с -клапаном режущего кислорода, унравляемый маховнком 40, шланги для ацетилена 41 и кислорода 42. Вес кронштейна и смонтированных на нем узлов уравновешивается противовесом 43, укренленным па тросе 44, огибающем ведомый диск 18. На конце кронштейна 19, несущем резак 35, смонтирована шкала 45 с угловыми делениями для установки поворотной нлощадкн 28 и закрепленного на ней корпуса 31 со штангой 32 и резаком 35 на заданный угол для анятия на кром-ке внутренней фаски под сварной щов необходимого нрофиля. К устройству подведены кабель 46 электронитання приводного механизма и кабель 47 электропитания реостата. После установки лепестка 3 на ложемент 1 и закрепления в ложементе вертикальной центрирующей стойки 4 намечают известным способом линии обрезки припусков кромок лепестка (с помощью чертилки и объемного шаблона, нрикладываемого к внутренней стороне лепестка). Затем устанавливают на стойку 4 кольцо 12, закрепив его винтовым стопором 13. Надевают через втулки 9, 10 горизонтальной площадки 8 устройство в сборе на вертикальную стойку 4 ложемента 1 (с приводным механизмом 14, кронштейном 19, ведомым диском 18, поворотным кронштейном 34 и резаком 35). Регулируют положение резака 35 относительно лини реза маховиком 33 горизонтальной шчанги 32 и поворотом всего устройства относительно стойки 4 выводят резак на линию реза, после чего устройство стопорится стопором 11. При подаче электропитания на приводной механизм 14 вал 15 с ведущим .колесом 16 приводится .во вращение, а затем через ведомый диск 18 вращение передается поворотному кронштейну, несущему на своем канце реза:К. Затем известным способом в резак подается адетплен и кислород и регулируется нламя горелки. При повороте кронштейна с работающим резаком обрезается припуск кромки лепестка. Равномерное положение резака относительно обрабатываемой поверхности устанавливают вручную маховиком 33, управляющим вылетом штанги 32 с резаком 35. Для снятия на кромке лепестка внутрен,ней фаски под сварку отворачивают винтовой стопор 37 и перемещают поворотную площадку на нужный угол с отсчетом угла KD шкале 45. Затем переустанавливают устройство на вертикальной стойке 4, предварительно отвернув стопор 11, и снимают фаски аналогично операции по обрезке припусков (фиг. 2, положение I резака). После газовой обработки кромки грат и следы окалины удаляют известным способом с помощью абразивного круга. Обработка кромок последующих лепестков производится аналогично первому. Предмет изобретения Устройство для обрезки кромок крупногабарит1ных днищ, содержащее ложемент для крепления изделия, смонтированный на основании, и новоротный кронштейн с газорезательным узлом, приводимый в движение ведомым диском, связан1ным с взаимодействующим с ним нриводным ведущим колесом, отличающееся тем, что, с целью повышения производительности, ведущее колесо размещено в ПЛОСКОСТИ, перпендикулярной плоскости основания ложемента, при это-м ведомый, диск также размещен в этой плоскости и л естко закреплен на поворотном кронштейне. ,53 31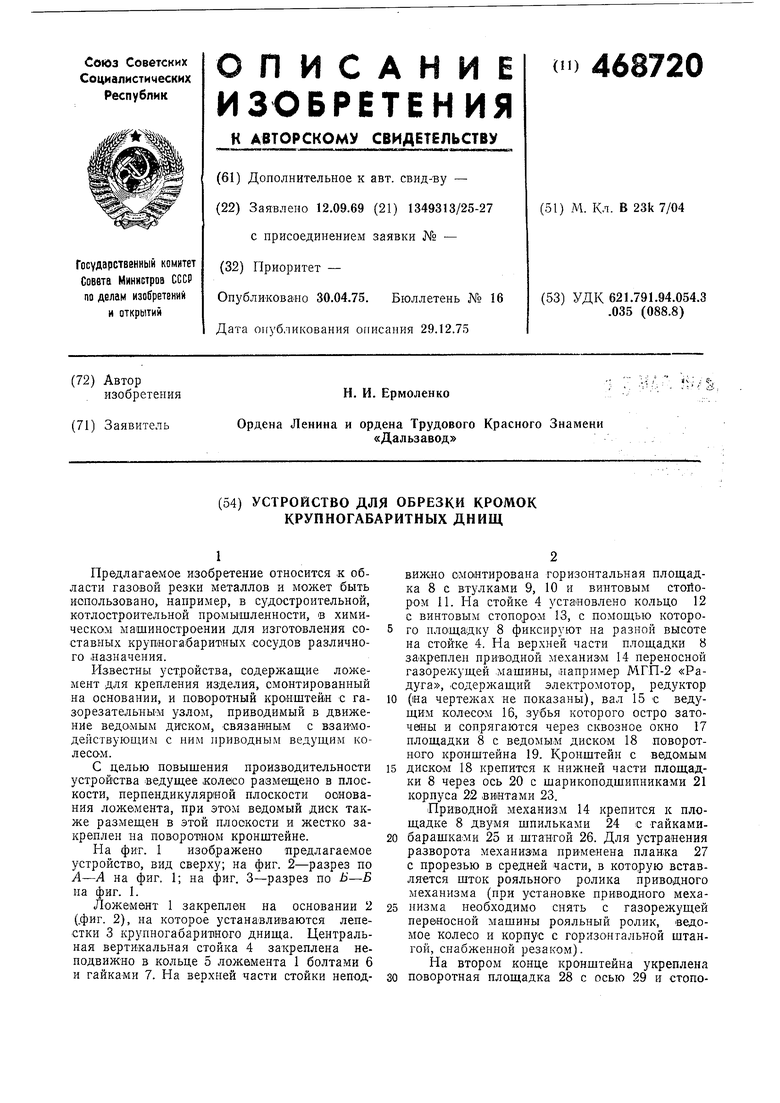
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРЕЗКИ КРОМОК КРУПНОГАБАРИТНЫХ ДНИЩ | 1971 |
|
SU310752A1 |
| УСТРОЙСТВО для ОБРЕЗКИ КРИВОЛИНЕЙНБ1Х КРОМОК ИЗДЕЛИЙ | 1972 |
|
SU346049A1 |
| Устройство для термической обрезки стыкуемых кромок листовых конструкций | 1982 |
|
SU1082572A1 |
| Установка для вырезки сферических элементов для резервуаров из формованных заготовок | 1977 |
|
SU749589A1 |
| Устройство для кислородной вырезки деталей | 1982 |
|
SU1073023A1 |
| Устройство для отделения литников от стальных отливок | 1980 |
|
SU893434A1 |
| Устройство для оконтуровки стыкуемых элементов корпуса судна | 1981 |
|
SU1002180A2 |
| Устройство для резки труб | 1982 |
|
SU1088896A1 |
| Устройство для оконтуровки стыкуемых элементов корпуса судна | 1982 |
|
SU1074760A2 |
| Установка для тепловой обработки деталей | 1975 |
|
SU529915A1 |
55 3 dS 2S - 15 W сриг.2 W 9 8 S
f3
