(54) УСТАНОВКА ДЛЯ ТЕПЛОВОЙ ОВРАВОТКИ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для кислородной вырезки деталей | 1982 |
|
SU1073023A1 |
| Устройство для термической резки | 1982 |
|
SU1147530A1 |
| Устройство для автоматической сварки криволинейных швов | 1980 |
|
SU887103A1 |
| Устройство для резки профильного проката | 1989 |
|
SU1710244A1 |
| Устройство для резки профильного проката | 1985 |
|
SU1299724A1 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ РЕЗКИ | 1995 |
|
RU2098244C1 |
| Установка для автоматической сварки замкнутых швов с радиусными скруглениями | 1982 |
|
SU1038161A1 |
| Устройство для сварки коробчатых конструкций | 1987 |
|
SU1754383A1 |
| Устройство для автоматической сварки криволинейных швов | 1985 |
|
SU1379040A1 |
| Устройство для резки профильного проката | 1974 |
|
SU519292A1 |
Изобретение относится к области механизации сварки и резки деталей сложной конфигурации.
Известно устройство для обрезки криволинейных кромок изделий, имеющих криволинейную поверхность, которое содержит ложемент для крепления изделия, газорезательный узел с приводом перемещения, копирный узел и трехпозиционный переключатель.
Известен станок для резки труб прямоу- гольного сечения, содержащий раму с узлом крепления трубы, планщайбу, смонтированную соосно с узлом крепления трубы, и копирный узел. Копирный узел выполнен в виде жестко закрепленной на планшайбе обоймы с копирными рамками и оснащен установленным соосно с плашпайбой и щарнирно связанным с обоймой кольцом, на котором закреплены два кронштейна с роликами, взаимодействующими с планшайбой.
Известна установка для сварки изделий с перюменным радиусом кривизны, содержащая поворотный копир, сварочную головку с копирным роликом, причем сварочная головка смонтирована на колонне, установленной
с возможностью свободного вертикального перемещения.
Известна также установка цля термической обработки деталей, содержащая смонтированные на основании двухсточный позиционер для поворота изделия в рабочее положение и продольные направляющие, на которых с возможностью перемещения установлена каретка с инструментом, жестко связанная с копирным роликом узла копирования, включающего копир.
Однако известная установка не обеспечивает достаточной точности при резке деталей сложной конфигурации.
С целью повышения точности при резке деталей сложной конфигурации на основании предложенной установки закреплены поперечные направляющие, а продольные направляющие датчиками поворота позиционера и установлены с возможностью перемещения вдоль поперечных направляющих при взаимодействии копирного ролика с копиром.
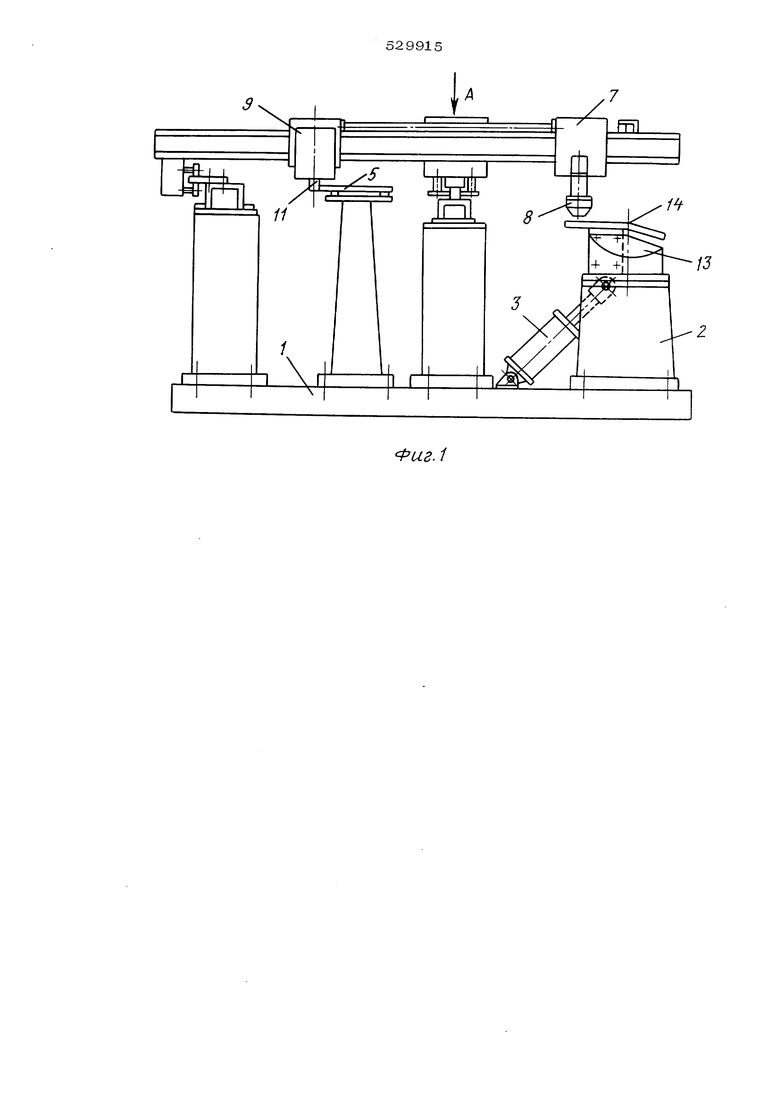
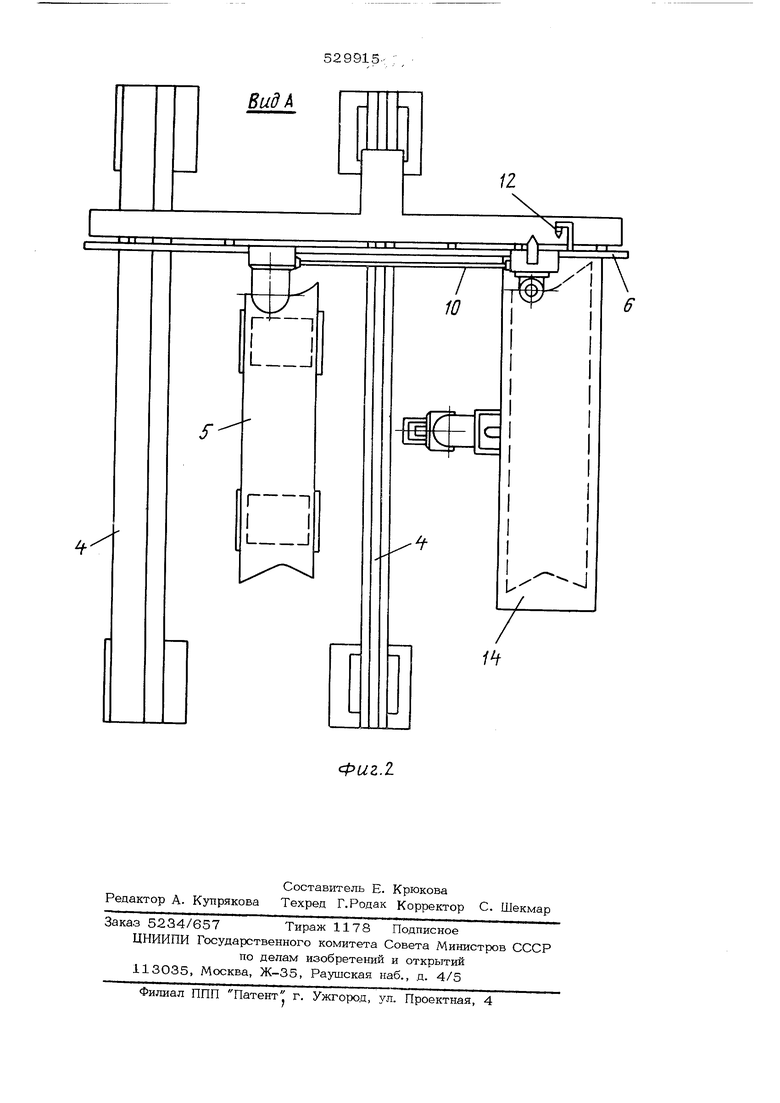
На фиг. 1 изображена предложенная установка, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1. 3 Установка содержит основание 1, на котором смонтирован двухсточный позиционер 2 с приводом 3 поворота его планшайбы и стойки с жестко закрепленными поперечными направляющими 4 и копиром 5, представляющим собой развертку заготовки. На поперечных направляющих смонтирована с возможностью перемещения вдоль них продольная направляющая 6, несущая подвижную каретку 7 с резаком 8 и копирующей головкой 9, жестко соединенной с кареткой посредством тяги 10. Копирующая головка 9 оснащена магнитным копирным роликом 11, взаимодействующим с плоским копиром 5. На продольной направляющей 6 смонтирован датчик 12, электрически связанный с приводом 3 поворота позиционера 2. Планшайба позиционера 2 смонтирована на секторах 13, ось поворота которых совпадает с внешней линией изгиба заготовки 14. Установка работает следующим образом. Заготовка 14, подлежащая обработке, закрепляется на планшайбе позиционера 2 так, чтобы одна из граней ее располагалась перпендикулярно к резаку 8, а внешняя линия изгиба совпадала с осью поворота секторов 13. На основании устанавливается и фиксируется копир 5 требуемой конфигурации. При включении копирующей головки 9 копирный ролик 11 взаимодействует с копиром 5, и подвижная часть установки (продольная направляющая 6 с кареткой 7) начинает перемещаться. Движение копирующей головки 9 передается через тягу 10 на резак 8 в продольном направлении за счет перемещения головки 9 вдоль направляющей 6, а в поперечном направлении - за счет перемещения головки 9 вместе с продольной направляющей 6 вдоль поперечных направляющих. Первоначально деталь вырезается на той грани заготовки 14, которая расположена перпендикулярно к резаку 8. В процессе резки резак 8 пересекает внешнюю линию изгиба. В этот момент датчик 12 поворота 5 15 4 рамы включается и через схему упраншения включает привод 3 поворота, который поворачивает на требуемый угол секторы 13с план шайбой, ось поворота которой совпадает с наружной линией изгиба заготовки. Секторы поворачиваются до тех пор, пока другая грань заготовки 14 не расположится перпендикулярно к резаку 8. Процесс вырезки детали сложной конфигурации продолжается, При повторном пересечении резаком 8 внешней линии изгиба датчик поворота рамы вновь включается, привод 3 срабатывает, планшайба поворачивается, и заготовка 14 возвращается в первоначальное положение. Во всех случаях скорость поворота планшайбы соответствует скорости резки, а расстояние между резаком 8 и наружной поверхностью заготовки 14 в процессе резки не изменяется и остается равным первоначально установленному. ри этом скорость резки по.цдерживается постоянной, что повышает качество поверхности кромок резок, Формулаизобретения Установка для тепловой обработки деталей, содержащая смонтированные на основании двухстоечный позиционер для поворота изделия в рабочее положение и продольные направляющие, на которых с возможностью перемещения установлена каретка с инструментом, жестко связанная с копирным роликом узла копирования, включающего копир, отличающаяся тем, что, с целью повыщения точности при резке деталей сложной конфигурации, на основании закреплены поперечные направляющие, а продольные направляющие оснащены датчиком поворота позишюнера и установлены с возможностью перемещения вдоль поперечных направляющих при взаимодействии копирного ролика с копиром.
I
7
X
Фиг.
В ид А
Л
I 10
S
J
U
/
Фиг.г
