1
Изобретение относится к области сварки.
Известно устройство для дуговой сварки крестообразных соединений арматурных стержней, соде;ржащее корпус, на котором смонтированы сварочная горелка с механизмом подачи присадочной проволоки, а также две распололсеные взаимно перпендикулярно одна 1над другой -опорные призмы для арматурных стержней, причем .одна опорная призма выше другой опорной призмы на величину, равную диаметру привариваемого стержня.
Известное устройство малопроизводительно, условия труда на нем неудовлетворительны, кроме того опи не обеспечивает высокого качества сварки.
Целью изобретения является повышение производительности -качества сварки и улучшение условий труда.
Эта цель достигается тем, что нижняя опорная призма оснаш,ена подвижной в вертикальной плоскости дополнительной призмой, образованной двумя симметрично расположенными относительно нижней опорной призмы захватными рычагами, каждый из которых посредством шарового шарнира прикреплен к этой приз-ме и снабжен расположенным на одном из его плеч выступом, упираюш;им:ся в своем рабочем положении в арматурный стержень со стороны, противоположной расположению на нем нижней опорной призмы, причем ;на верхней призме симметрично относительно дополнительной призмы жестко закреплены упоры, взаимодействующие с захватными рычагами при вертикальном пе1ремещении
дополнительной приз-мы.
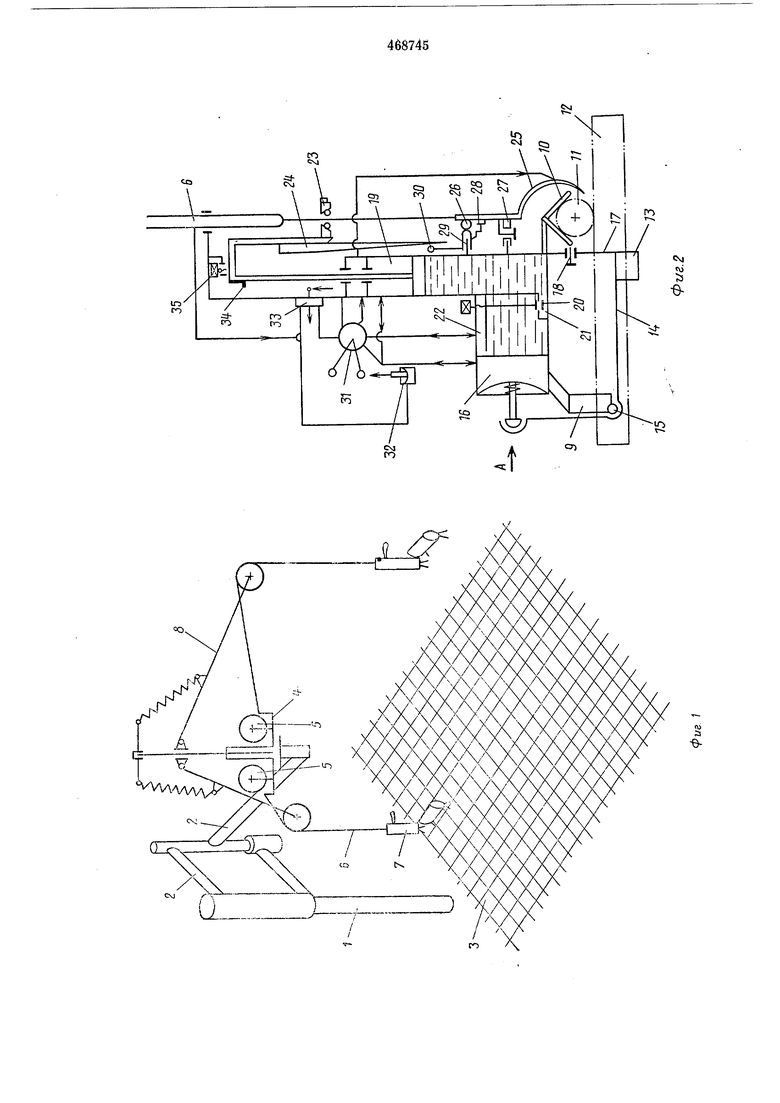
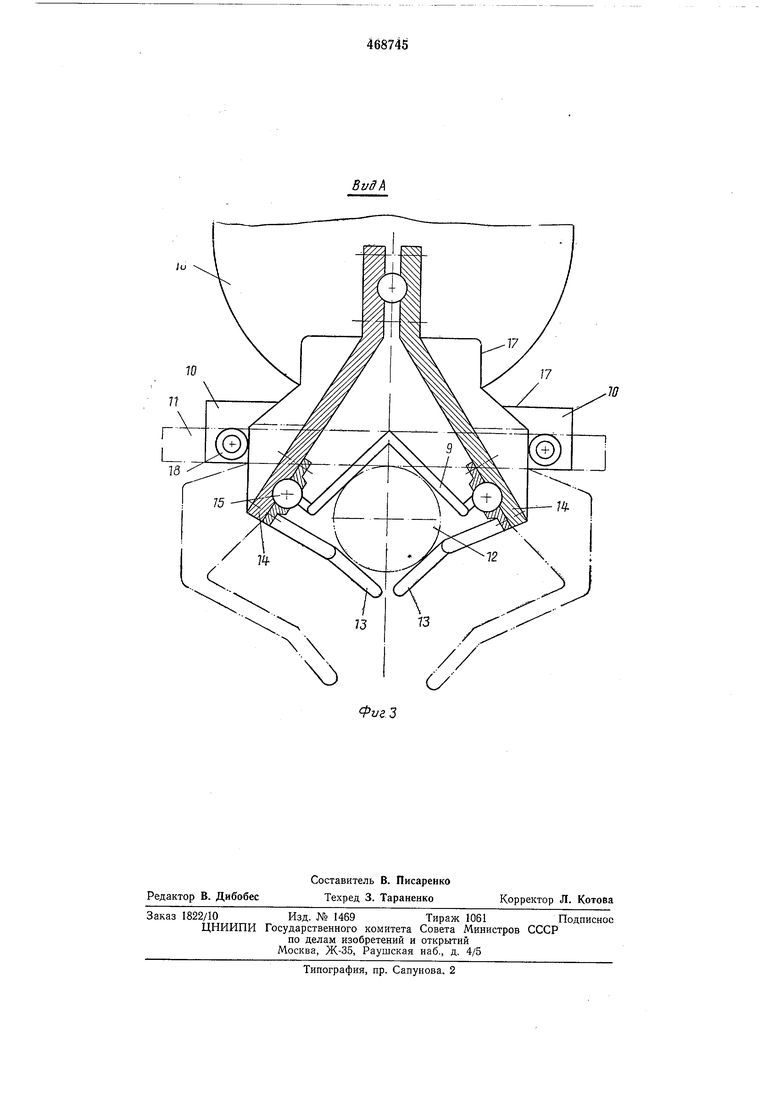
На фиг. 1 дана схема оборудования рабочего поста устройством для дуговой сварки; на фиг. 2 -кинематическая схема устройства; на фиг. 3 - вид по стрелке А на фиг. 2.
Предлагаемое устройство для дуговой сварки содержит несущую колонну 1 с поворотной шарнирной консолью 2. Несущая колонна 1 расположена у плаза или кондуктора с арматурными стержнями, образующими сетку 3.
На площадке 4 установлены кассеты 5 с проволокой, соединенные шлангами б с корпусами 7. Корпуса 7 подвешены на подпружиненных рычагах 8. По шлангам 6 подается электродная проволока, сжатый воздух и сварочный ток. Каждый корпус 7 содержит опорные призмы 9 и 10, расположенные с одной стороны стержней 11 и 12 свариваемой арматуры, и расположенную с другой стороны опорной приЗМЫ 9 дополнительную разъемную призму,
выполненную в виде выступов 13, расположенных на концах захватных рычагов 14, посаженных на шаровые шарниры 15 и охватывающих шаровой палец штока пневмокамеры 16. Захватные рычаги 14 имеют обработанные по
специальному профилю кромки 17, взаимодействующие с упорами 18. Привод механизма подачи лр.исадоч:ной проволоки вьгаол.нен в виде цилиндра 19, соединенного пооредствам регулируемого дросселя 20 и обратного клапана 21 с полостью 22, заполненной маслом. Шток цилиндра 19 несет цанговый зажим 23 и шаблон 24. Мундштук сварочной горелки 25 выполнен поворотным вокруг шарнира 26 и прижимается роликом 27 под действием пружины 28 к поверхности шаблона 24. Шарнир 26 также выполнен поворотным вокруг оси 29 до упора роликом 30 в поверхность шаблона 24 ПОД действием пружины, не показанной на схеме. Устройство управляется с .мош;ыо пневмокрана 31 со вспомогательной пневмокамерой 32 и пневматического концевого выключателя 33, срабатываюш,его от упора 34. Над упором 34 размещен регулировочный винт 35, с помош,ью которого регулируют объем металла, наплавляемого за один рабочий цикл.
Корпус 7 вручную опускается на свариваемые стержни таким образом, чтобы призма 10 легла на верхднй стержень 11, а лризма 9 - на нижний стержень 12, при этом выступы 13 дополнительной разъемной призмы охватили бы нижний стержень 12. Затем рукоятку пневмокрана 31 переводят вниз, и сжатый воздух поступает в верхнюю полость цилиндра 19 и пневмокамеру 16. Из полости 22 давление воздуха сбрасывается в атмосферу через охлаждаемый этим воздухо-м мундштук сварочной горелки 25. Пневмокамерой 16 приводятся в действие захватные рычаги 14, которые в исходном состоянии ПОД- действием не показанной на схеме пружины находились в разъединенном состоянии. Затем взаимодействия кромками 17 с упорами 18, сначала сближаются друг с другом выступы 13, которые прижимают стержень 12 к стержню 11, выбирая между ними зазор. В это же время поршеиь цилиндра 19 под действием сжатого воздуха перемеп,ается со скоростью, заданной дросселем 20, и подает цанговым зажимОМ 23 сварочную Проволоку в мундштук сварочной горелки 25; стержни И и 12 приваривают один к другому. Во время перемещения цангового заявим а 23 под действием шаблона 24 роликом 30 вокруг оси 29 поворачивается мундштук сварочной головки 25, переменная сварочную дугу вдоль Шва. Шаблон может быть выполнен для одного, двух и более проходов за одну подачу проволоки, то есть за один цикл. Так как свариваемое сопряжение имеет пространственную кривизну, дополнительно корректируют положение сварочной горелки
во время сварки с помощью шаблона 24, ролика 27, пружины 28 и шарнира 26.
В конце рабочего хода поршня цилиндра 19 упор 34 концевым выключателем 33 и дополнительной Пневмокамерой 32 переключает кран 31 в исходное положение. При этом воздух удаляется из пневмокамеры 16 и цилиндра 19 и подается сжатый воздух в полость 22. Под действием пружины пневмокамеры 16 захватные рычаги 14 с выступами 13 возвращаются в исходное положение, освобождая арматурные стержни и корпус 7. Подпружиненные рычаги 8 и шланги 6 поднимаются над поверхностью сетки 3. Масло из полости 22 под действием сжатого воздуха быстро перетекает через дроссель 20 и обратный клапан 21 в нижнюю полость цилиндра 19, поднимая поршень и цанговый зажим 23 в крайнее верхнее положение, ограниченное винтом 35. Устройство приходит в исходное положение, и после этого можно сваривать следующее соединение в указанной выше последовательности.
П|редмет изобретения
Устройство для дуговой сварки крестообраз ных соединений арматурных стержней, содержащее корпус, на котором смонтированы сварочная горелка с механизмом подачи присадочной проволоки, а также две расположенные взаимно перпендикулярно одна над другой опорные призмы для арматурных стержней, причем одна опорная призма выше другой опорной призмы на величину, равную диаметру привариваемого стержня, отличающееся тем, что, с целью повышения производительности, улучшения условий труда и повышения качества сварки, нижняя опорная призма оснащена подвижной в вертикальной плоскости дополнительной приз-мой, образованной двумя симметрично расположенными относительно нижней опорной призмы захватными рычагами, каждый из которых посредством шарового шарнира прикреплен к этой призме и снабжен расположенным на одном из его плеч выступом, упирающимся в своем рабочем положении в арматурный стержень со стороны, противоположной расположению на нем нижней опорной призмы, причем на верхней призме симметрично относительно дополнительной призмы жестко закреплены упоры, взаимодействующие с захватными рычагами при вертикальном перемещении дополнительной призмы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой обработки | 1979 |
|
SU846166A1 |
| Станок для контактной сварки арматурных сеток | 1981 |
|
SU958059A1 |
| УСТРОЙСТВО для СВАРКИ | 1973 |
|
SU407699A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 1972 |
|
SU335055A1 |
| Устройство для газоэлектрической сварки | 1972 |
|
SU468724A1 |
| Автомат для дуговой приварки трубК ТРубНыМ РЕшЕТКАМ | 1977 |
|
SU806325A1 |
| Устройство для импульсной подачи электродной проволоки | 1990 |
|
SU1771904A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2002 |
|
RU2219022C1 |
| Механизм подачи сварочной проволоки | 1989 |
|
SU1764883A1 |
| УСОВЕРШЕНСТВОВАННАЯ СВАРОЧНАЯ ГОРЕЛКА И СПОСОБ СВАРКИ ПОД ФЛЮСОМ КАЖДОГО СЛОЯ ЗА ОДИН ПРОХОД ПРИ ОГРАНИЧЕННЫХ ОБЪЁМАХ СВАРКИ И ВЫСОКИХ СТЕНКАХ | 2017 |
|
RU2754545C2 |
to
И
еlu
