Изобретение относится к области дуговой наплавки, сварки, пайки плавящимся электродом.
Известны устройства для импульсной подачи электродной проволоки, где в качестве зажимных или заклинивающих элементов подающих захватов применяются подпружиненные шарики, ролики, клинье- вые элементы или разрезные цанги. При подаче проволоки эти элементы под воздействием пружины и сил трения между проволокой и этими элементами перемещаются в сторону вершины конуса или клина и зажимают проволоку. В случае применения катящихся элементов заклинивания (шариков или роликов) происходит надежный захват проволоки, однако вследствие точечного контакта этих элементов с проволокой возможна деформация поверхности проволоки, что увеличивает износ токоподводящего мундштука горелки.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому изобретению является устройство для подачи проволоки. Применение в подающих захватах подпружиненных цанговых элементов, которые могут иметь большую контактную поверхность с проволокой, обеспечивает захват без проскальзывания только при относительно малых углах зажимного конуса и увеличенной силы, создаваемой пружиной. Однако в этом случае при возврате подающего захвата с такими элементами в исходное положение относительно неподвижной проволоки расфиксация проволоки зажимными элементами затруднение и захват перемещается по проволоке с большим трением, что увеличивает износ зажимных поверхностей цанговых элементов.
Применение известных дополнительных устройства или приводов для принудительной фиксации и расфиксации электродной проволоки в захватах подачи существенно усложняет конструкцию захвата, и поэтому не всегда оправдано. Целью изобретения является повышение надежности подачи преимущественно мягкой проволоки и увеличение долговечности устройства.
Повышение надежности подачи обеспечивается путем гарантированного зажима электродной проволоки захватным элементом при подаче проволоки, а увеличение долговечности - путем уменьшения износа зажимных поверхностей захватного элемента при его перемещении в исходное положение относительно неподвижной электродной проволоки.
Поставленная цель достигается благодаря тому, что в устройстве для импульсной
подачи электродной проволоки, содержащем привод, корпус, выполненный в виде полого цилиндра, подающий и задерживающий захваты с разрезными захватными подпружиненными элементами, согласно изобретению предусмотрены следующие отличия: подающий захват выполнен в виде двух поршней со штоками, один из которых полый и подпружинен относительно корпу0 са, а на другом штоке закреплен захватный элемент, при этом поршни со штоками расположены в корпусе концентрично друг друга с возможностью перемещения относительно друг друга и контактирования по5 лого штока с захватным элементом другого штока, диаметр поршня с захватным элементом меньше диаметра полого подпружиненного поршня, а в стенке корпуса выполнено отверстие, расположенное меж0 ду поршнями.
На чертеже показано предлагаемое устройство.
Предложенное устройство содержит корпус, состоящий из соединенных между
5 собой цилиндров 1 и 2, крышек 3 и 4. В цилиндрах 1 и 2 размещены соответственно подающий и задерживающий захваты. Подающий захват состоит из подпружиненного пружиной 5 поршня б с полым штоком и
0 поршня 7, к штоку которого присоединен захватный элемент р виде разрезной цанги 8, при этом диаметр поршня б больше диаметра поршня 7.
Шток поршня 7 с цангой 8 размещены в
5 полом штоке поршня 6, на штоке поршня 7 имеется канавка с уплотняющим кольцом 9. В стенке цилиндра 1 между поршнями 6 и 7 имеется отверстие 10 для подвода сжатого воздуха. Поршень 7 может перемещаться
0 относительно поршня 6 на ход, который с одной стороны ограничивается упором конусной поверхности цанги 8 в конусную поверхность на торце полого штока поршня 6 при перемещении поршня 7 от поршня 3, и
5 с другой стороны-упором буртика на штоке поршня 7 в поршень 6 при перемещении поршня 7 к поршню 6. Ход поршня 7 относительно поршня 6 составляет 0,5-1 мм. Ход подающего захвата ограничивается упором
0 поршня б в крышку 3.
Задерживающий захват состоит из поршня 11 и задерживающего элемента в виде разрезной цанги 12, которая присоединена к штоку поршня 11. Шток поршня 11 с цан5 гой 12 размещены в цилиндрической полости цилиндра 2, на штоке поршня 11 имеется канавка с уплотнительным кольцом 13 и буртик, образованный увеличением диаметра штока. В стенке цилиндра 2 имеется
отверстие 14 для подвода сжатого воздуха в
полость под поршнем 11. Ход поршня 11 в сторону крышки 4 ограничивается упором конусной поверхности цанги 12 в конусную поверхность выходного отверстия цилиндра 2, а в сторону подающего захвата - упором буртика на штоке поршня 11 в дно цилиндра 2. Величина хода поршня 11 составляет 0,5Iмм.
Сварочная проволока 15 проходит через центральные отверстия поршней 6,7 и
IIцанг 8 и 12 и крышки 4.
Описанным выше устройством пользуются следующим образом.
В исходном состоянии в полостях цилиндров 1 и 2 сжатый воздух отсутствует, возвратная пружина 5 удерживает поршень 6 в верхнем положении.
При подаче сжатого воздуха в отверстие 10 поршень 7 перемещается относительно поршня 6 вверх, при этом конусная поверхность цанги 8 упирается в конусную.поверхность на торце полого штока поршня б и зажимает проволоку 15, поршень 6 совместно с поршнем 7 и зажатой цангой 8 проволокой 15 движется до упора в крышку 3, сжимая пружину 5. При этом осуществляется подача проволоки на величину хода поршня 6.
Для возврата подающего захвата в исходное состояние инфиксации проволоки 15 задерживающим захватом в полость цилиндра 2 под поршень 9 подается сжатый воздух, а из полости цилиндра 1 через отверстие 10 воздух выпускается. При этом поршень 11 с цангой 12 движется к крышке 4 и цанга 12 зажимает проволоку 15, цанга 8 освобождает проволоку 15 от зажатия и поршень б совместно с поршнем 7 и цангой 8 под воздействием возвратной пружины 5 возвращаются в исходное состояние.
Таким образом, применение в предлагаемом устройстве дополнительного поршня 7, имеющего диаметр меньше, чем диаметр поршня б, и соединенного через свой шток с цангой 8, позволило эффективно объединить и в необходимой последовательности осуществить операции зажима проволоки цангой 8 и подачу проволоки на заданный шаг. а также освобождение проволоки от зажима цангой 8 при возврате
подающего захвата в исходное положение относительно неподвижной проволоки 15.
Предложенное устройство целесообразно применять для мягкой проволоки, так как относительно большие контактные по0 верхности цанги подающего захвата и задерживающего захвата не деформируют поверхность этой проволоки.
Опытная проверка предложенного устройства в условиях массового производства
5 на Харьковском заводе Транссвяэь при дуговой дозированной наплавке антимагнитных упоров из бронзы КМц-3-1 для реле типа КДР-1 показала, что предложенное устройство обеспечивает надежную подачу
0 проволоки на заданный шаг, проволока поступает в мундштук горелки без вмятин, зажимные поверхности цанги подающего захвата практически не изнашиваются. Формула изобретения
5 Устройство для импульсной подачи электродной проволоки, содержащее привод, корпус, выполненный в виде полого цилиндра, падающий и задерживающий захваты с разрезными захватными подпружи0 ненными элементами, отличающееся тем, что, с целью повышения надежности подачи преимущественно мягкой проволоки и увеличения долговечности, подающий захват выполнен в виде двух поршней со
5 штоками, один из которых полый и подпружинен относительно корпуса, а на другом штоке закреплен захватный элемент, при этом поршни со штоками расположены в корпусе концентрично друг другу с воэможно0 стью перемещения относительно друг друга и контактирования полого штока с захватным элементом другого штока, при этом диаметр поршня с захватным элементом меньше диаметра полого, подпружиненного поршня, а
5 в стенке корпуса выполнено отверстие, расположенное между поршнями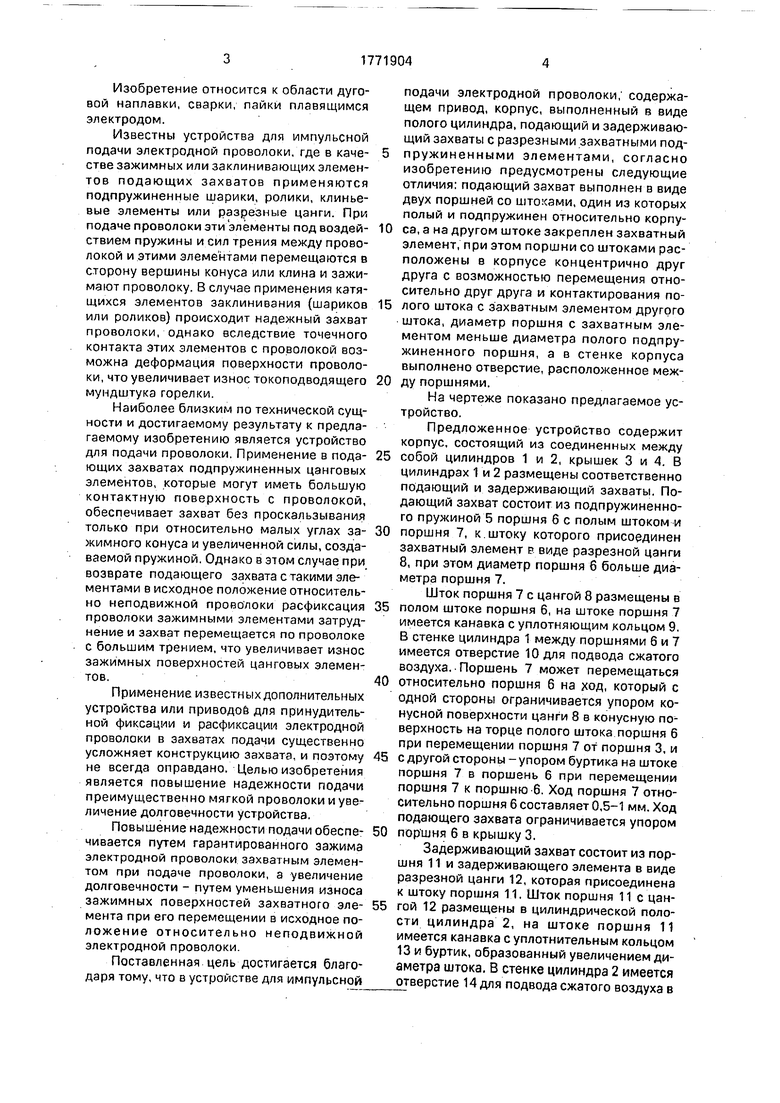

| название | год | авторы | номер документа |
|---|---|---|---|
| Цанговый патрон | 1984 |
|
SU1184614A1 |
| Захват манипулятора | 1989 |
|
SU1779581A1 |
| Автооператор | 1987 |
|
SU1465244A1 |
| Устройство для шаговой подачи электродной проволоки | 1988 |
|
SU1562085A1 |
| Захват манипулятора | 1989 |
|
SU1821357A1 |
| Автомат для сборки трубного пакета радиатора | 1981 |
|
SU996162A1 |
| Буровой сальник | 1985 |
|
SU1439202A1 |
| Захватное устройство | 1991 |
|
SU1816688A1 |
| Захватное устройство | 1985 |
|
SU1291393A1 |
| Загрузочное устройство | 1989 |
|
SU1798111A1 |
Изобретение относится к области дуговой наплавки, сварки, пайки плавящимся электродом. Сущность изобретения: устройство содержит корпус, состоящий из соединенных между собой цилиндров 1 и 2, крышек 3 и 4. В цилиндрах 1 и 2 размещены соответственно подающий и задерживающий захваты. Подающий захват состоит из подпружиненного пружиной 5 поршня 6 с полым штоком и поршня 7, к штоку которого присоединен захватный элемент в виде разрезной цанги 8, при этом диаметр поршня 6 больше диаметра поршня 7. На штоке поршня 7 имеется канавка с уплотнительным кольцом 9. В стенке цилиндра 1, между поршнями 6 и 7, имеется отверстие 10 для подвода сжатого воздуха Задерживающий захват состоит из поршня 11 и задерживающего элемента в виде разрезной цанги 12, которая присоединена к штоку поршня 11, На штоке поршня 11 имеются канавка с уплотняющим кольцом 13 и буртик, образованный увеличением диаметра штока. В стенке цилиндра 2 имеется отверстие 14 для подвода сжатого воздуха в полость под поршнем 11. Сварочная проволока 15 проходит через центральные отверстия поршней 6,7 и 11 цанг 8 и 12 и крышки 4. Устройство позволяет осуществлять надежную подачу мягкой проволоки, так как цанги подающего и задерживающего захватов не деформиру ют поверхность проволоки 1 ил. Шг Ч N0 g
| Устройство для подачи проволоки | 1980 |
|
SU948571A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
