1
Мз()б) отиоеится к области абразивной обработки деталей, иаири.мер отливок, где требуется снятие остатков иитателей и -layceiHicB.
11з15ес ио устройство для обработки илоскостей двумя абразивными кругами, содержащее вран1а1он1ийся с иостоянной скоростью счол с ириснособлеииямн и механизмами закрен.теиия детали н две сооеио расиоложеиKbie илнфова.мьные головки. Загрузка и разгрузка детали и комиеисация износа шлифоиал1 ны. круго15 производятся вручнуюОднако это уст|юйст13о имеет низкую нроизвод11телы ость 1 следствне равиомериог)г| вращения стола со скоростью рабочей подачн при нередаче за1от()вк11 с нозинии на иоЗИИ1НО.
Пред.тагаемое устройст1ю для абразивной обработки торцовых но15ерхностей деталей отличается от нзиесгного тем, что, с целью ноиытнеиия нроизводительиости, оио снабжено )дио .в)а иаюии1мся роликом, закрен,. деталь неносредствеино в зоне обработки, ось которого нараллельна оеи врапичоисегося стола с гиездамн, выполненными ; виде сочета1 11Я нрнзм и колы1,ев1;1х онорных н.танок, и механизмом сбрасывания, вынолнеиным в г,||де неподвижно закреиле-ниого над сто.юм ку.чачка. При этом в устройстве нредусмосрен. гюпоротная консоль, на которой установлеиы шлифовальный головки с вертикальной осью вран1,ения, и уравновешивающий {щартПфно-рычажиый механизм-, связ)1ваюни1Й шлифовалы11)1е головки между собой.
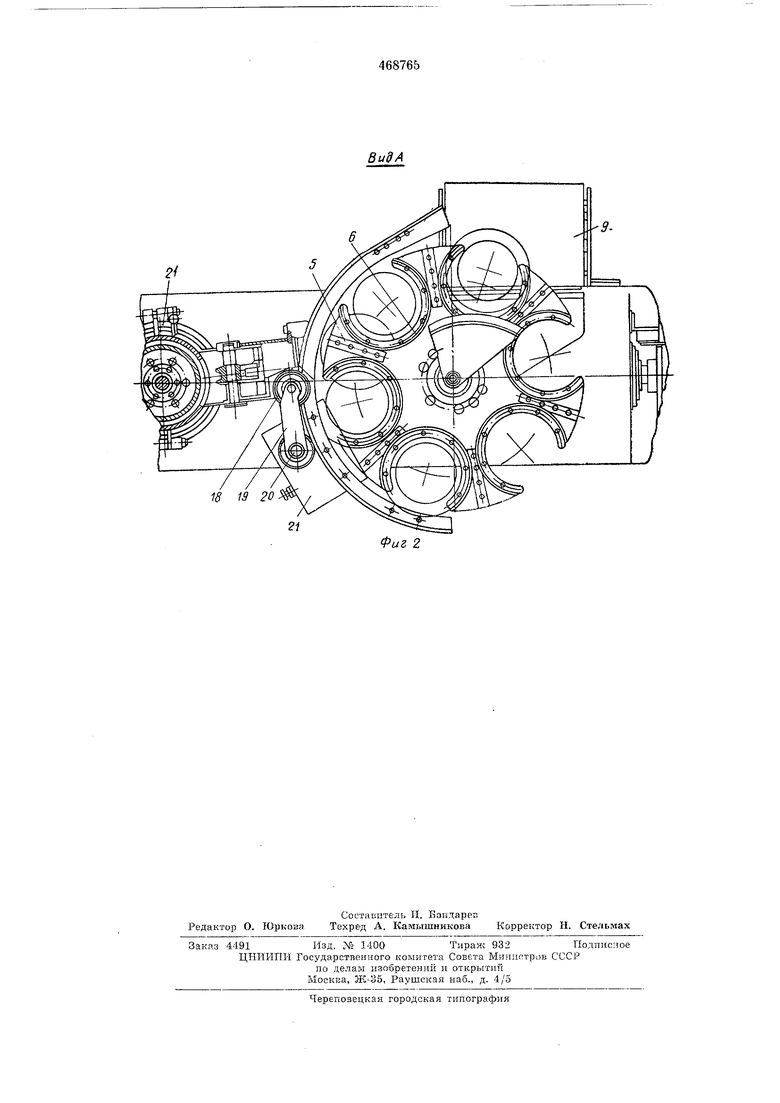
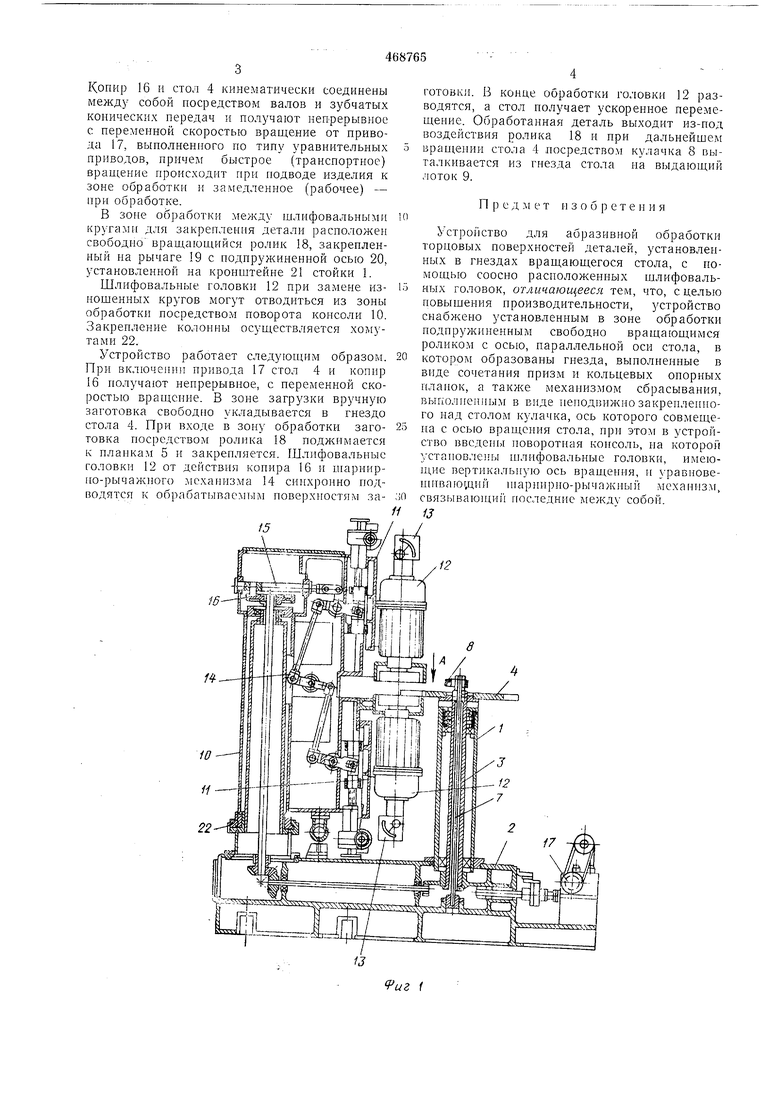
На фиг. 1 показано предлагаемое устройство, продольный разрез; па фиг. 2 - вид но стрелке А на фиг. 1.
В стойке 1, закреплепной на станине 2,
установлен нолый вал 3, на котором закреилеи стол 4, нредставляющнй собой диск с гиездамн, выполненными в виде открыть х к иернфернн пазов, снабженными планками 5, об)азующнми форму нризмы, н кольцевыми
опорными планками 6. Внутри вала 3 иро.кодит вал 7, на верхнем конце которого закреплен кулачок 8 сбрасывателя, а нижний конец за1цемлеи в станиие. В зоне разгрузки ус1ановлеи выдаюнитй лоток 9. Па станине
2 также установлена новоротная консоль 10, на иаправляющи.х которой размещены ползуны И со шлифовальными головками 12, снабжепиымн датчиками 13 автоматической комиенсации износа нкчифовального круга.
Ползуны 11 соединены между собой шарнирно-рычажиым уравиовеишвающнм ме-i ханизмом 14, который, в свою очередь, посредством ипчжа 15 соединен с копиром 16, с номоиыо которого осуществляется возвратно-поступательиое движение головок. Копир 16 и стол 4 кинематически соединены между собой посредством валов и зубчатых копических передач и получают непрерывное с переменной скоростью вращение от привода 17, выполненного по типу уравнительных приводов, причем быстрое (транспортное) вращение происходит при подводе изделия к зоне обработки и замедленное (рабочее) - при обработке. В обработки между щлифовальными кругами для закреплеиия детали расположен свободно вращающийся ролик 18, закрепленный на рычаге 19 с подпружиненной осью 20, установленной на кронштейне 21 стойки 1. Шлифовальные головки 12 при замене изношенных кругов могут отводиться из зоны обработки посредством поворота консоли 10. Закрепление колонны осуществляется хомутами 22. Устройство работает следующим образом. При включении привода 17 стол 4 и копир 16 иолучают непрерывное, с неременной скоростью вращение. В зоне загрузки вручную заготовка свободно укладывается в гнездо стола 4. При входе в зону обработки заготовка посредством ролика 18 подл нмается к планкам 5 и закренляется. Шлифовальные головки 12 от действия копира 16 и niapnnpио-рычажпого механизма 14 синхронно подводятся к oбpaбaтывae пям поверхностям заготовки, в конце обработки головки 12 разводятся, а стол получает ускоренное перемещение. Обработанная деталь выходит из-под воздействия ролика 18 и при дальнейшем вран1,енин стола 4 посредством кулачка 8 выталкивается из гиезда стола на выдающий лоток 9. Предмет н з о б р е т е и и я Устройство для абразивной обработки торцовых поверхностей деталей, установленных в гнездах вращающегося стола, с помощью соосно расположенных щлифовальиых головок, отличающееся тем, что, с целью повышения производительности, устройство снабжено установленным в зоне обработки подпружиненным свободно вращающимся роликом с осью, параллельпой оси стола, в котором образованы гнезда, выполненные в виде сочетания призм и кольцевых опорных плапок, а также механизмом сбрасывания, выполненным в виде неподвижно закрепленного над столом кулачка, ось которого сов.л ещепа с осью вращения стола, при этом в устройство введены поворотная консоль, на которой установлены шлифовальные головки, имеющие вертикальную ось враи.1,ения, и уравновенптвагощий пгарнирно-рычажиый механизм, связыва101ций последние ме/кду собой. 13
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ОТЛИВОК | 1972 |
|
SU327035A1 |
| Карусельный многопозиционный полуавтоматический станок непрерывного действия для обработки фасонных изделий | 1967 |
|
SU296370A1 |
| Устройство для обработки кромок плоских стекол | 1974 |
|
SU500034A1 |
| Автоматическая линия для обработки плоских поверхностей изделий | 1986 |
|
SU1450976A1 |
| Устройство для обработки кромок стекла | 1976 |
|
SU682354A1 |
| Устройство для обработки деталей аэродинамического профиля | 1984 |
|
SU1165555A1 |
| Автомат для чистовой обработки конического конца стержня малого диаметра (например, пуансона, цапф оси) | 1959 |
|
SU124333A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ КОЛОСНИКОВ | 1992 |
|
RU2016744C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ТОРЦОВ ЗАГОТОВОК | 1991 |
|
RU2032519C1 |