Изобретение относится к области станкостроения и может найти применение в металлургической промышленности при обработке абразивным инструментом колосников.
Известно устройство для абразивной обработки торцовых поверхностей деталей, включающее две соосно установленные шлифовальные головки, каждая из которых снабжена абразивным инструментом чашечного типа, имеющим механизм вращения и механизм продольного перемещения. Шлифовальные головки расположены по обе стороны от стола, выполненного в виде диска, имеющего на периферии 2 гнезда, выполненные в виде сочетания призм и кольцевых опорных планок, и смонтированного на валу, имеющем привод вращения. В зоне обработки заготовки, установленной в гнезде стола, размещен поджимной механизм, выполненный в виде свободно вращающегося ролика, закрепленного на рычаге с подпружиненной осью, установленной на кронштейне стойки.
Недостатком известного устройства являются невозможность вести обработку пазов, выполненных на торцовых поверхностях колосника, что снижает технологические возможности устройства и производительность, а также низкая надежность.
Задача изобретения состоит в повышении производительности и расширении технологических возможностей устройства. Это может быть достигнуто при осуществлении изобретения.
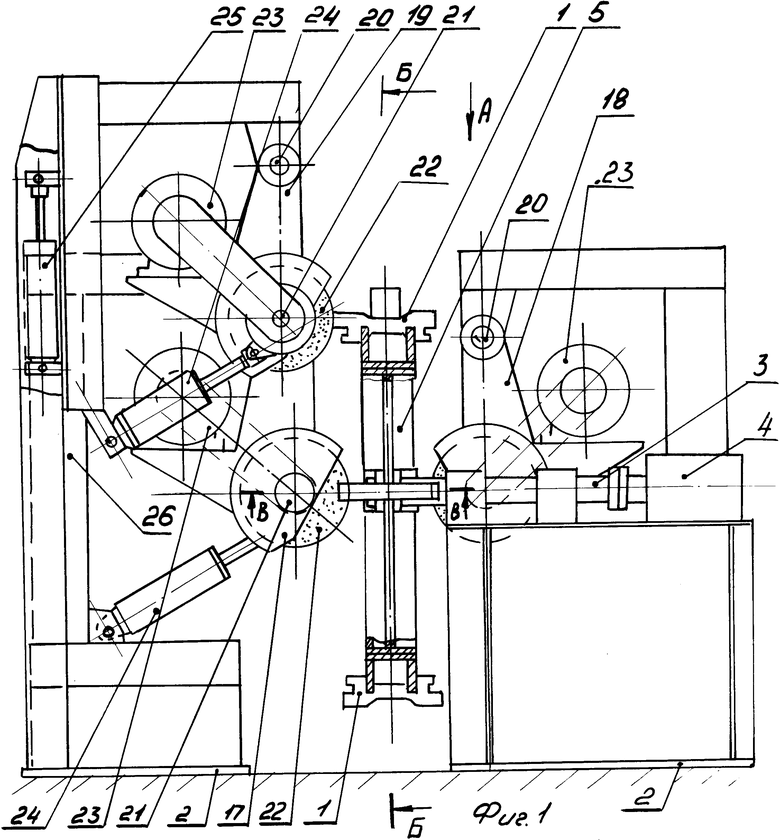
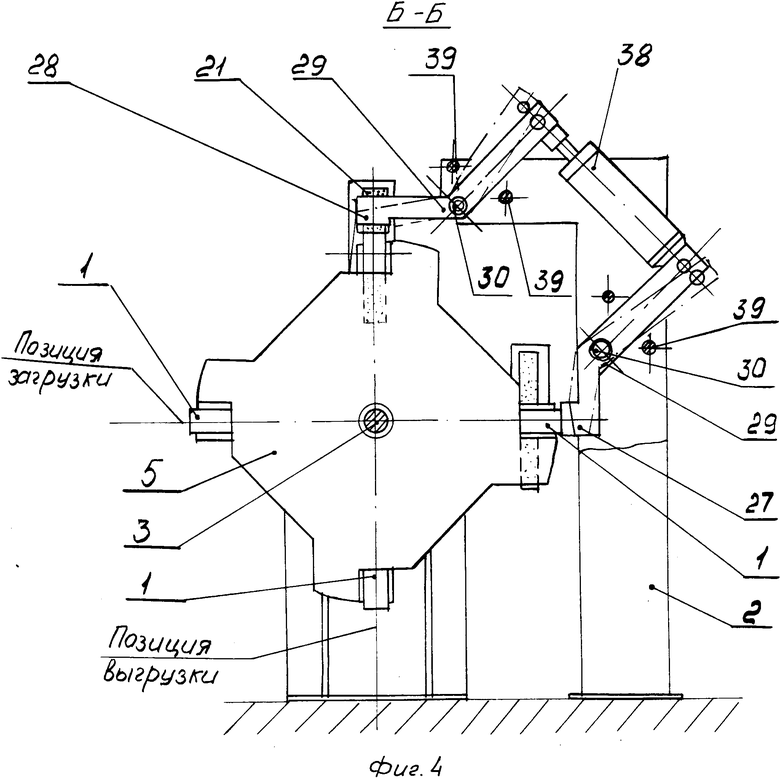
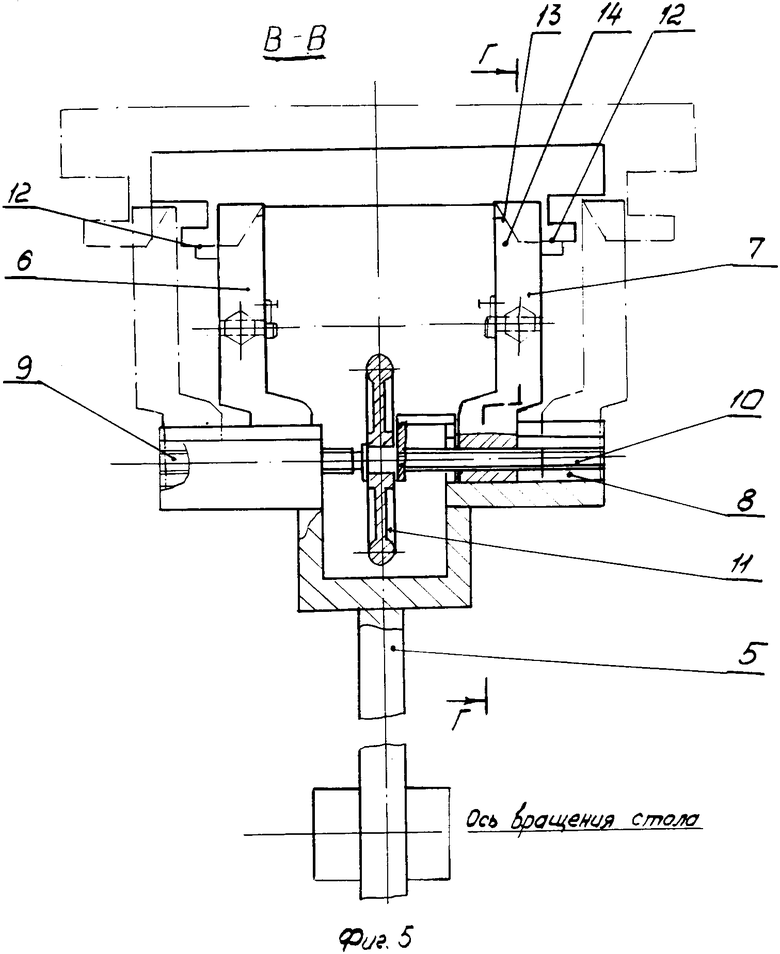
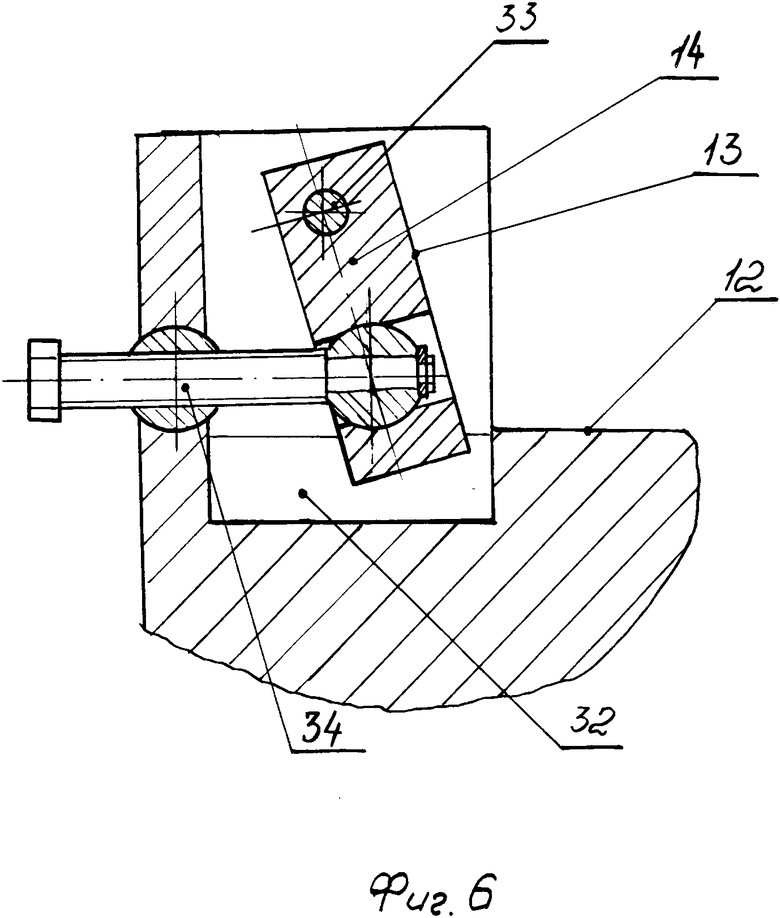
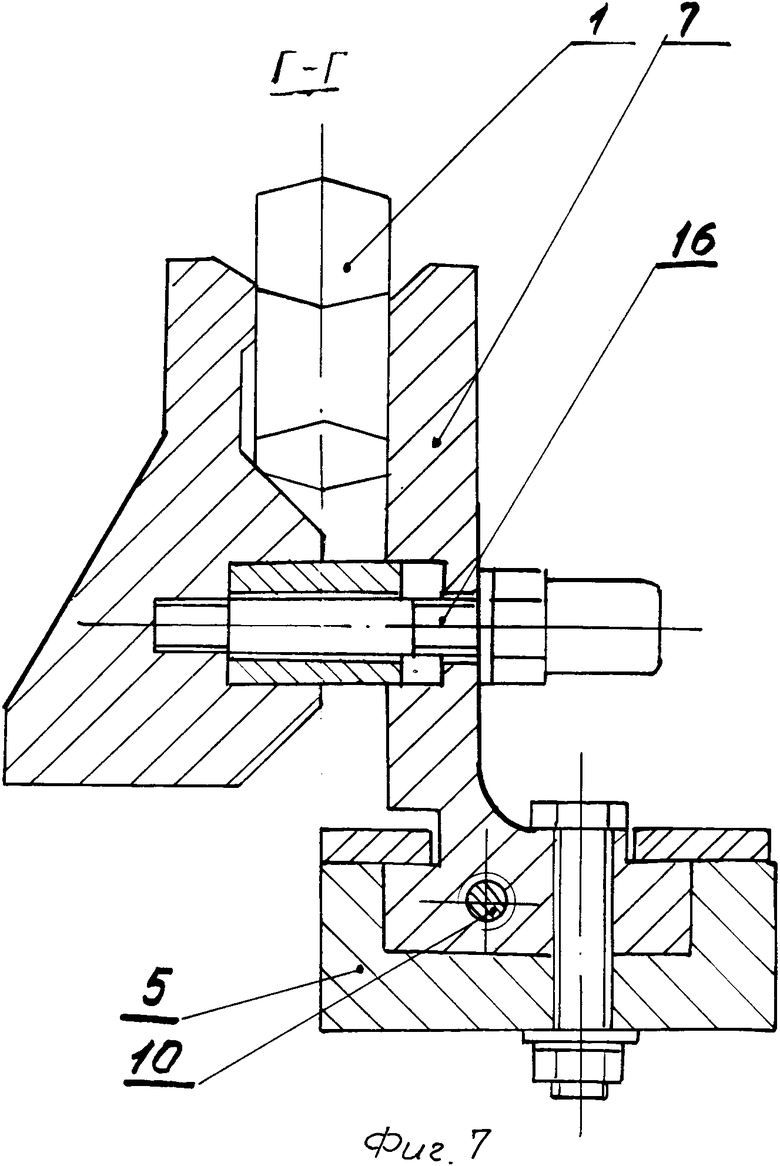
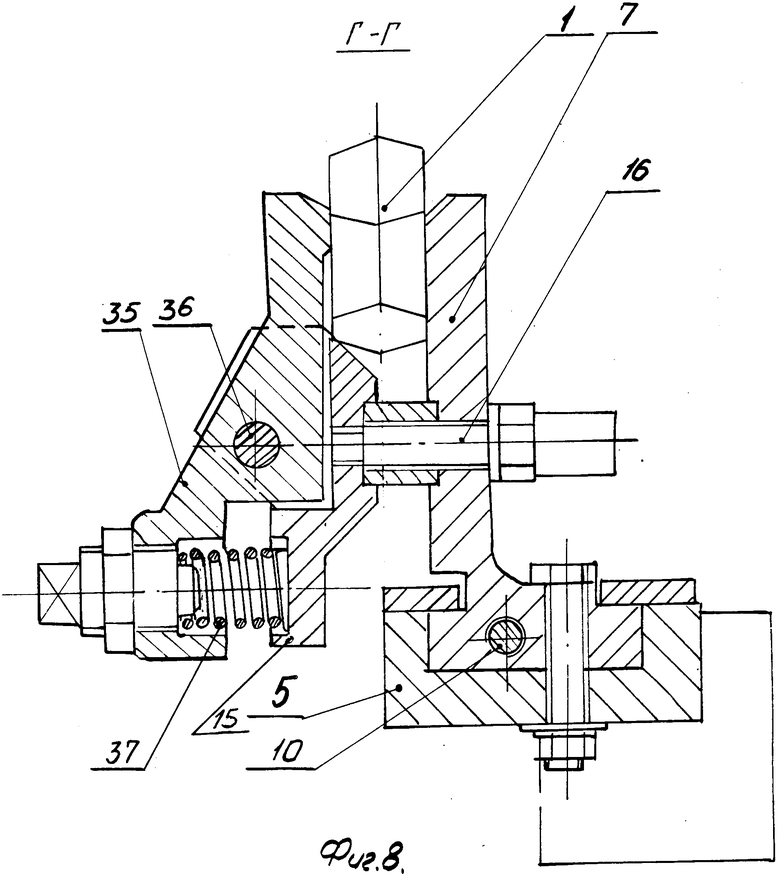
На фиг. 1 изображен общий вид устройства для абразивной обработки колосников; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1 (когда двуплечие рычаги оснащены индивидуальными приводами); на фиг. 4 - то же (когда двуплечие рычаги оснащены общим приводом); на фиг. 5 - сечение В-В на фиг. 1; на фиг. 6 - планка, шарнирно установленная на губке; на фиг. 7 - сечение Г-Г на фиг. 5; на фиг. 8 - то же (когда дополнительная губка оснащена двуплечим рычагом).
Устройство для абразивной обработки колосников 1 включает станину 2, на которой установлен вал 3, соединенный с механизмом вращения 4, и несущий стол 5, выполненный, например, с равномерно расположенными по периферии четырьмя гнездами. Каждое гнездо выполнено в виде призмы, образованной двумя губками 6 и 7, установленными в направляющих 8 стола 5 и являющимися гайками винтовых пар, винты 9 и 10 которых имеют общий механизм вращения 11 и смонтированы на столе 5 вдоль вала 3 стола. Каждая из губок 6 и 7 имеет опорную поверхность 12 и центрирующую поверхность 13, расположенную на планке 14 губки, и оснащена дополнительной губкой 15, имеющей механизм перемещения 16, выполненный в виде, например, винтовой пары, гидро- или пневмоцилиндра и смонтированный соответственно на губках 6 и 7. Устройство оснащено тремя шпиндельными головками 17, 18 и 19, каждая из которых выполнена в виде маятника с осью качания 20 и включает шпиндель 21, несущий абразивный инструмент 22 и соединенный с механизмами вращения 23 и перемещения 24, причем шпиндель 21 одной шпиндельной головки, например шпиндельной головки 19, оснащен механизмом вертикального перемещения 25. При этом шпиндели 21 шпиндельных головок 17, 18 и 19 расположены параллельно друг другу и лежат в вертикальных плоскостях, перпендикулярных оси вала 3 стола 5. Две шпиндельные головки, например шпиндельные головки 17 и 18, расположены в зоне одного гнезда по разные стороны стола 5. В зоне смежного гнезда расположена шпиндельная головка 19. Оси качания 20 шпиндельных головок 17 и 18, механизмы их перемещения 24 установлены на станине 2. Ось качания 20 и механизм перемещения 24 шпиндельной головки 19 смонтированы на механизме вертикального перемещения 25, который установлен на станине 2 с возможностью перемещения вдоль направляющей 26.
Устройство оснащено поджимным механизмом 27 и дополнительным поджимным механизмом 28, установленными в соответствующих зонах обработки и каждый из которых выполнен в виде двуплечего рычага 29, шарнирно закрепленного через ось 30 на станине 2, одно плечо которого выполнено с возможностью взаимодействия с колосником 1, а другое шарнирно соединено с приводом 31.
С целью расширения технологических возможностей каждая из губок 6 и 7 оснащена направляющей 32, расположенной вдоль оси вала 3 стола 5, а центрирующая поверхность 13 расположена на планке 14, которая через ось 33 смонтирована на губке и оснащена механизмом перемещения 34, установленным на губке.
С целью расширения технологических возможностей и повышения надежности крепления каждая дополнительная губка 15 снабжена двуплечим рычагом 35, шарнирно через ось 36 установленным на ней, и механизмом прижима 37. Одно плечо двуплечего рычага 35 выполнено с возможностью воздействия на колосник 1, а другое связано с дополнительной губкой 15 через механизм прижима 37.
С целью снижения металлоемкости поджимной механизм 27 и дополнительный поджимной механизм 28 оснащены общим приводом 38, выполненным, например, в виде гидроцилиндра, соединяющего вторые концы двуплечих рычагов 29. На станине 2 размещены ограничители 39.
Устройство работает следующим образом.
Перед началом работы устройства осуществляется настройка положения губок 6 и 7 и дополнительных губок 15 каждого гнезда в соответствии с размерами обрабатываемых колосников 1. С этой целью с помощью механизма вращения 11 приводят во вращение винты 9 и 10, в результате чего губки 6 и 7 перемещаются вдоль направляющих 8 стола 5 на определенное расстояние. Далее с помощью механизма перемещения 34 центрирующая поверхность 13 устанавливается фиксированно в нужное положение за счет поворота планки 14 вокруг оси 33 и перемещения вдоль направляющей 32. С помощью соответствующего механизма перемещения 16 дополнительные губки 15 перемещаются и устанавливаются в определенное положение.
В позиции загрузки колосник 1 вручную устанавливается в гнездо стола 5 до упора в опорные 12 и центрирующие 13 поверхности и фиксируется дополнительными губками 15, перемещаемыми механизмом перемещения 16. По другому варианту выполнения дополнительных губок 15 колосник 1 при загрузке отжимает двуплечие рычаги 35, поворачивая их вокруг оси 36. Далее под действием механизма прижима 37 двуплечий рычаг 35 соответствующей дополнительной губки 15 поворачивается вокруг оси 36 и воздействует на колосник 1, прижимая его соответственно к губкам 6 и 7. Затем включают механизм вращения 4 вала 3 и стол 5 поворачивается на угол, соответствующий углу между смежными гнездами стола 5, например на 90о. При этом в позицию загрузки перемещается следующее гнездо стола 5, в которое устанавливается следующий колосник 1 (при каждом повороте стола 5 на угол, соответствующий углу между смежными гнездами стола, например на 90о, в позицию загрузки перемещается каждое следующее гнездо стола. Включают привод 31 дополнительного поджимного механизма 28, под воздействием которого происходит поворот двуплечего рычага 29 вокруг оси 30. При этом двуплечий рычаг 29 одним плечом воздействует на колосник 1, прижимая его к опорным 12 и центрирующим 13 поверхностям губок 6 и 7.
Включают механизм вращения 23 шпинделя 21 шпиндельной головки 19, механизм перемещения 24, осуществляющий поворот абразивного инструмента 22 относительно оси качания 20, т.е. осуществляющий подвод абразивного инструмента 22 к торцовой поверхности колосника 1, и механизм вертикального перемещения 25, под действием которого шпиндельная головка 19 перемещается в вертикальной плоскости вдоль направляющей 26, осуществляя обработку торца колосника 1, т. е. происходит удаление литника, находящегося на одном из торцов колосника 1. После окончания обработки торца включают реверс механизма перемещения 24, отключают механизм вращения 23 и включают реверс механизма вертикального перемещения 25, т.е. абразивный инструмент 22 устанавливается в исходное положение. При этом отключают привод 31 дополнительного поджимного механизма 28 и двуплечий рычаг 29 отводится от колосника 1. Включают механизм вращения 4 вала 3 и стол 5 поворачивается на угол, соответствующий углу между смежными гнездами стола 5, например на 90о. При этом в позиции загрузки в гнездо стола 5 устанавливается следующий колосник 1, предыдущий колосник 1 из позиции загрузки перемещается в позицию обработки торца, а колосник 1 с обработанной торцовой поверхностью перемещается в позицию обработки пазов. Включают приводы 31 поджимного 27 и дополнительного поджимного 28 механизмов и двуплечие рычаги 29, поворачиваясь вокруг осей 30, прижимают колосники 1 к соответствующим опорным 12 и центрирующим 13 поверхностям губок 6 и 7. Включают механизмы вращения 23 и перемещения 24 шпиндельных головок 17, 18 и 19 и механизм вертикального перемещения 25 шпиндельной головки 19. При этом в позиции обработки торца колосника с торца колосника 1 удаляется литник, а в позиции обработки пазов осуществляется обработка пазов, расположенных на торцах колосника 1. Обработка пазов ведется абразивными инструментами 22 шпиндельных головок 17 и 18, расположенных по разные стороны стола 5. Каждый абразивный инструмент 22 под действием механизма перемещения 24 перемещается вдоль соответствующего паза, т.е. происходит обработка стенок и дна пазов колосника 1. Ширина абразивного инструмента 22 соответствует ширине паза колосника 1. После окончания обработки торца и пазов колосника 1 включают реверс механизмов перемещения 24, отключают механизмы вращения 23 шпиндельных головок 17, 18 и 19 и осуществляют реверс механизма вертикального перемещения 25 шпиндельной головки 19, т.е. абразивные инструменты 22 шпиндельных головок 17, 18 и 19 устанавливаются в исходное положение. Отключаются приводы 31 поджимного 27 и дополнительного поджимного 28 механизмов и двуплечие рычаги 29 отводятся от колосников 1. Включается механизм вращения 4 и стол 5 поворачивается на 90о. При этом обработанный колосник 1 попадает в позицию выгрузки, где под действием силы тяжести он удаляется из гнезда стола 5. Далее цикл работы устройства для абразивной обработки колосников повторяется, т.е. одновременно с выгрузкой в позиции загрузки ведется установка в гнездо следующего колосника, а в позициях обработки торца и пазов колосников осуществляются технологические процессы, описанные ранее.
Когда поджимной 27 и дополнительный поджимной 28 механизмы имеют общий привод 38, то при включении привода 38 оба двуплечих рычага 29 поворачиваются вокруг оси 30 и воздействуют на колосники 1, осуществляя прижим каждого из них к соответствующим опорным 12 и центрирующим 13 поверхностям губок 6 и 7. В случае, когда одно из гнезд стола 5, расположенных в зоне обработки, оказывается без колосника 1, или в случае, когда один из двуплечих рычагов 29 начинает двигаться, а другой нет, двуплечий рычаг 29 воздействует на один из ограничителей 39 и останавливается, а другой (в зависимости от ситуации) начинает свое движение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| Многопозиционный, многошпиндельный полуавтоматический станок карусельного типа | 1960 |
|
SU139898A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ЗАГОТОВОК | 1992 |
|
RU2053101C1 |
| Многопозиционный автомат | 1981 |
|
SU1047613A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1992 |
|
RU2024380C1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТОНКОСТЕННЫХ ТРУБ | 1991 |
|
RU2010687C1 |
| Устройство для декоративной отделки поверхности детали | 1991 |
|
SU1802789A3 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| Многопозиционный сверлильный автомат | 1978 |
|
SU774819A1 |


Использование: в области станкостроения, в металлургической промышленности при обработке абразивным инструментом колосников. Сущность: устройство включает станину, на которой установлен стол, соединенный с механизмом вращения через вал. Стол имеет четыре гнезда, которые расположены по периферии и каждое из которых образовано двумя губками, перемещающимися вдоль направляющих под действием механизма вращения. Каждая из губок имеет опорную и центрирующую поверхности, а также дополнительную губку, оснащенную механизмом перемещения. Устройство оснащено тремя шпиндельными узлами, каждый из которых имеет абразивный инструмент и соединен с механизмами вращения и перемещения. Один из шпиндельных узлов оснащен механизмом вертикального перемещения. Устройство оснащено поджимным механизмом и дополнительным поджимным механизмом, установленными в соответствующих зонах обработки. 2 з.п.ф-лы, 8 ил.
| Устройство для абразивной обработки торцовых поверхностей деталей | 1969 |
|
SU468765A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
