(54) УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КРОМОК ПЛОСКИХ СТЕКОЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки кромок стекла | 1976 |
|
SU682354A1 |
| Ленточно-шлифовальный станок для скругления кромок пера лопаток | 1980 |
|
SU872213A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ИЗДЕЛИЙ ПО ЗАМКНУТОМУ ПЛОСКОМУ КОНТУРУ | 1987 |
|
SU1401777A1 |
| Приспособление к токарному станку для обработки сферической поверхности заготовки типа матрицы экрана электронно-лучевой трубки | 1958 |
|
SU118232A1 |
| Устройство для обработки кромок фасонных стеклоизделий | 1978 |
|
SU791511A1 |
| Способ копирной обработки криволинейных профилей на металлорежущих станках | 1956 |
|
SU107790A1 |
| Установка для копирной обработки кромок плоского технического стекла | 1988 |
|
SU1583372A1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 1988 |
|
SU1693824A1 |
| Устройство к шлифовальному станку для обработки калибров валков | 1988 |
|
SU1688997A1 |
| Устройство для обработки кромки стекла | 1979 |
|
SU772825A1 |

1
Изобретение касается обработки кромок плоских стекол и может быть использовано в 1фоизводстве изделий остекления для авиационной, автомобильной и другой техники. Известно устройство для шлифования кро
; мок плоских стекол, выполненное в виде шлифовальной головки с приводом, вращак.
, шейся планшайбы для установки изделия, имеющей форму, обеспечивающую наименьI ший вылет кромки изделия, и снабженной поверхностью, эквидистантной профилю изделия,и механизма взаимного прижимащли- фоьальной головки и планшайбы. Однако : производительность такого устройства невысока, для известного.,устройства характерен повышенный расход шлифовальных круго низкое качество обработанной поверхности и скол края стекла из-за непостоянной силы давления по величине и направлению кромки стекла к инструменту для изделий по форме отличных от круга (вследствие того, что нормаль к обработанной поверх-
.ности не совпадает с направлением прижи-,
ма).
j Предложенное устройство отличается о- I известного тем, что механизм прижима .вь| ; полнен в виде качающегося вокруг оси : шлифовальной го ловки, рычагас перемеща1аЬ ; щимся по нему радиапьно относительно
оси шлифовальной головки ползуном со Ремонтированным на нем роликовым yiiopOML выполненным в виде двух роликов, устй-
новленных симметрично относительно оси
ползуна. Такое вьшолнение позволяет ocy-i : ществить прижим стекла к шлифовальному I кругу по нормали к обрабатываемой повер I нрсти, что повышает производительность
и качество обработки.
На фиг. 1 изображено предложенное
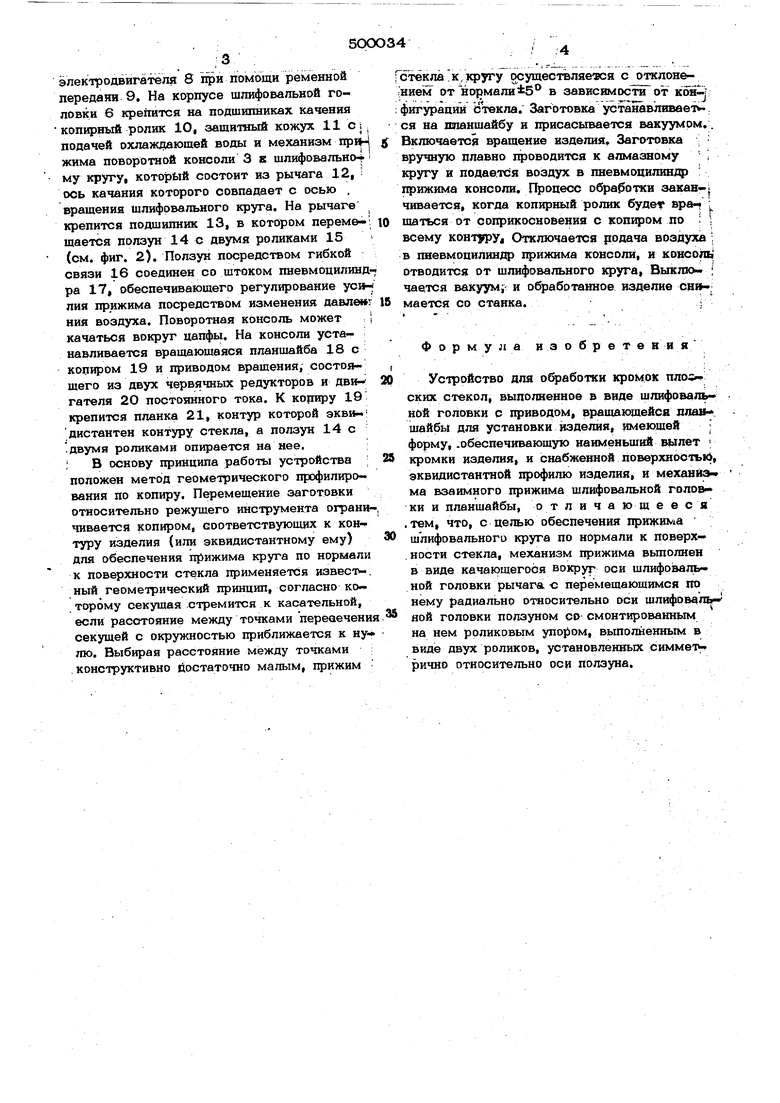
устройство, общий вид; на фиг. 2 - разреё
по А-А на фиг, 1.
Устройство состоит из шлифовальной :бабки 1, которая жестко крейится к раме 2 и фундаменту, и поворотной консоли 3/ ; I Шлифовальная бабка сосиит из стойки 4.; На последней крепится корпус 5 со шлифо Iвальной головкой 6, на шпинделе которой
закрепляется абразивный или алмазный Круг7. Врашекие крут/ ;осушествляется электродвигателя 8 1фи помощи ременной передаян 9, На корпусе шпифовапьной гоповки 6 крепится на подшипниках качения копирный ропик 10, защитный кожух 11 Ci подачей охлаждающей воды и механизм пряжима поворотной консоли 3 в шлифовально4 му кругу, который состоит из рычага 12, ось качания которого совпадает с осью . вращения шлифовального круга. На рычаге крепится подшипник 13, в котором перем&шается ползун 14 с двумя роликами 15 (см. фиг. 2). Ползун посредством гибкой связи 16 соединен со штоком пневмоцилинд ра 17, обеспечивающего регулирование прижима посредством изменения давленг ния воздуха. Поворотная консоль может качаться вокруг цапфы. На консоли устанавливается вращающаяся планшайба 18 с копиром 19 и приводом вращения; состоящего из двух червячных редукторов и двигателя 2О постоянного тока. К кориру 19 крепится планка 21, контур которой экви-: дистантен контуру стекла, а ползун 14 с .двумя роликами опирается на нее, ; В основу принципа работы устройства ; положен метод геометрического профилирования по копиру. Перемещение заготовки относительно режущего инструмента ограничивается копиром, соответствующих к контуру изделия (или эквидистантному ему) для обеспечения прижима круга по нормали к поверхности стекла применяется извест-. ный геометрический принцип, согласно которому секущая .стремится к касательной, если расстояние между точками перёоечени секущей с окружностью приближается к ну- 7ПО. Выбирая расстояние между точками конструктивно йостаточно малым, прижим стекла .к, кругу осуществляется с отклонедаем от нормали±5° в зависимос1гвГ от коя- фигурации стекла. Заготовка устанавливаету.. ся на планшайбу и присасывается вакуумом.. Включается вращение изделия. Заготовка вручную плавно Щ)оводится к алмазному ; кругу и подае.тЬя воздух в пневмоцилин/ф прижима консоли. Процесс обработки закавчивается, когда копирный ролик будет ьра- щаться от соприкосновения с коп(фом по I всему контуру. Отключается родача воздуха ; в пневмоцилиндр прижима консоли, и KOHConii отводится от шлифовального круга, Вьпслк ; чается вакуум;- и обработанное изделие мается со станка.г Формула из обрате ни я Устройство для обработки кромок nnosr ских стекол, выполненное в виде шлифовальной головки с приводом, вращакщейся план. шайбы для установки изделия, имеющей ; форму, .обеспечивающую наименьший внлет ; кромки изделия, и снабженной поверхноотыЬ, эквидистантной профилю изделия, и механйэ ма взаимного прижима шлифовальной головки и планшайбы, от л и ча ющ е е с я .тем, что, с целью обеспечения прижикш шлифовального круга по нормали к поверх. ности стекла, механизм прижима вьшолнен в виде качающегося вокруг оси шлифо аальной головки рычага : перемещающимся по нему радиальнр относительно оси щлифоваль ной головки ползуном со смонтированным на нем роликовым упором, вьшолненным в виде двух роликов, установленных симмет рично относительно оси ползуна. Boda fui. 1
