1
Изобретение относится к области клепки, в частности к клепке оплавлением заклепок, выполненных из термопластичного материала.
Известен термический способ клепки заклепок из термопластичного материала, заключающийся в том, что головку заклепки формуют путем воздействия на нее электродом-пуансоном.
Однако известный способ не обеспечивает требуемого качества клепки, так как материал заклепки приклепывается к пуансону и головка заклепки деформируется.
С целью повышения качества клепки заклепку формуют через промежуточный элемент, преимущественно в виде профилированного по головке заклепки колпачка, изготовленного из материала с большим коэффициентом теплопроводности, после чего электрод-пуансон отводят, а отформованную головку заклепки совместно с промежуточным элементом (колпачком) охлаждают, преимущественно струей сжатого воздуха.
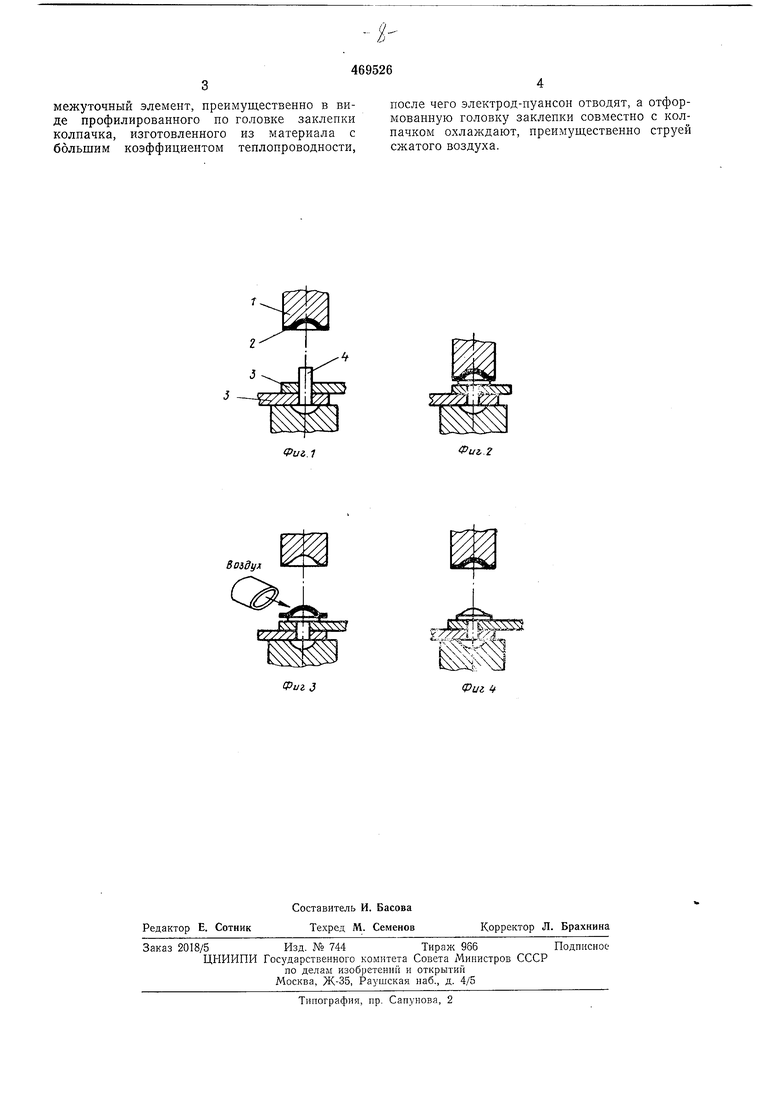
Иа фиг. 1 изображен склепываемый узел в сборе перед клепкой; на фиг. 2 - оплавка головки заклепки; на фиг. 3 - охлаждение отформованной головки заклепки одновременно с промежуточным элементом-колпачком; на фиг. 4 - склепанный узел.
В исходном положении (фиг. 1) электродпуансон 1 и промежуточный элемент, напри2
мер в виде профилированного колпачка 2, находятся в контакте. Соединяемые детали 3 со вставленной термопластичной заклепкой 4 размещены на опоре. При перемещении электрода-пуансона с промежуточным элементом вниз (фиг. 2) происходит оплавление заклепки и формирование головки, после чего (фиг. 3) электрод-пуансон отводят, а оплавленная заклепка вместе с промежуточным элементом-колпачком охлаждается, например, струей сжатого воздуха. После охланедения (фиг. 4) промежуточный элемент отводится от заклепки до соприкосновения с электродомпуансоном.
Благодаря тому, что после оплавления и формирования головки при отводе электродапуансона промежуточный элемент остается прижатым к заклепке и охлаждается вместе с ней, заклепка не деформируется, расплавленный материал заклепки не прилипает к инструменту, со.храняется необходимая форма головки заклепки.
Предмет изобретения
Термически способ за С1еиок из термопластичного : атериала, за л оча ощийся в том, что головку заклепки путем воздействия на нее электродом-пуансоном, о тл и ч а ю щ п и с я тем, что, с целью повышения
качества клепки, заклепку формуют через промежуточный элемент, преимущественно в виде профилированного по головке заклепки колпачка, изготовленного из материала с большим коэффициентом теплопроводности.
после чего электрод-пуансон отводят, а отформованную головку заклепки совместно с колпачком охлаждают, преимущественно струей сжатого воздуха.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для клепки с электронагревом заклепок | 1981 |
|
SU986572A1 |
| Устройство для клепки | 1973 |
|
SU479558A1 |
| Термический способ клепки заклепками из термопластичного материала | 1985 |
|
SU1329880A1 |
| Способ термоимпульсной клепки | 1980 |
|
SU948519A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНЫХ КОНСТРУКЦИЙ ИЗ ТУГОПЛАВКИХ МЕТАЛЛОВ | 2009 |
|
RU2412776C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАКЛЕПОК | 1992 |
|
RU2006334C1 |
| Станок для клепки накладок к тормозным колодкам | 1981 |
|
SU1034827A1 |
| Способ клепки | 1985 |
|
SU1359051A1 |
| СПОСОБ КЛЕПКИ | 1994 |
|
RU2069118C1 |
| Устройство для клепки полусепараторов | 1979 |
|
SU971553A1 |
Воздул
